If the rotating equipment and boiler are a plant’s brawn, then a control system that efficiently integrates myriad plant functions is its brains. Luckily, in a power plant, we can perform a brain transplant when the control system becomes unreliable or too costly to maintain. But first, you have to justify that surgery.
The New Harquahala Generating Project (HGP), owned by MACH Gen LLC, is a 1,080-MW combined-cycle plant located in Maricopa County, Arizona, about 60 miles west of Phoenix. HGP entered commercial service late in 2004 and sells into the merchant power market in the southwestern U.S., primarily to Arizona utilities, especially during the July to November time frame, when the plant runs almost continuously. MACH Gen retained Competitive Power Ventures Inc. (CPV) a couple of years ago to serve as the plant’s asset manager, and NAES Corp. was selected as the operations and maintenance (O&M) provider. The plant reports an annual capacity factor around 30%, not unlike many merchant gas-fired combined-cycle plants across the nation.
Each of the plant’s three units is configured in a unique 1 x 1 configuration based on the Siemens SGT6-6000G (formerly W501G) gas combustion turbines. To give you some idea of the scale of this project, HGP is essentially the PGE Port Westward 1 x 1 project (profiled as a 2007 Top Plant in our September 2007 issue) times three (Figure 1). Each of the three Siemens 120-MW SST6-PAC 3000 steam turbines includes a high-pressure and combined intermediate-pressure/low-pressure section. NEM supplied the three-pressure heat-recovery steam generators (HRSGs) that have been remarkably trouble-free in spite of the plant’s routine cycling.

1. Desert dweller. The New Harquahala Generating Project, located west of Phoenix, Arizona, is a 1,080-MW plant with three 1 X 1 combined-cycle units. The gas turbine is a Siemens SGT6-6000G outfitted with steam injection for power peaking. Courtesy: Harquahala Generating Corp.
Net plant heat rate is on the order of 7,100 Btu/kWh, which places the plant at the top of the food chain as far as plant efficiency is concerned. Power reaches the Palo Verde 500-kV grid through an HGP-owned 23-mile transmission line that connects to the Salt River Project Hassayampa switchyard and ultimately to the Palo Verde grid. Uniquely, the plant’s switchyard and transmission line, operated under contract by Constellation Energy, are considered a separate control area under North American Electric Reliability Corp. (NERC) rules.
Another unique feature of this gas turbine is its capability to peak its power output by injecting 400 psig and 650F cold reheat steam into the combustion shell through four spray nozzles up to a maximum 1:1 steam/fuel mass flow ratio. Up to an additional 15 MW per turbine can be brought on within 10 minutes and on occasion is helpful in meeting Western Electricity Coordinating Council spinning reserve requirements.
Siemens has fielded a total of six G-class turbines with this technology; three are located at HGP. The system is reported by Plant Manager Malcolm Hubbard as working extremely well after his team commissioned the system and it overcame a few growing pains. Hubbard manages HGP’s razor-thin O&M staff of 31.
A Weak-Brained System
Perhaps the biggest challenge encountered by plant operators during the first few years of operation was the inflexible Teleperm XP (TXP) control system installed as part of the original turnkey project contract. Merchant plants make money with a low heat rate, high availability, and nimble response to load control signals. Unfortunately, the TXP wasn’t up to those tasks. Instead, it led to excessive control system – caused trips, featured a difficult-to-use interface, and had antiquated debugging tools. If you are operating and maintaining a plant with a dinosaur of a control system, every function seems slow and unwieldy. In addition, the TXP couldn’t be configured to meet new NERC cyber security rules.
The challenge for the HGP staff in late 2007 was to convince MACH Gen and CPV that an investment in an upgraded controls system would yield an acceptable payback based on increased plant reliability and availability. That justification was not unlike asking your boss for a new computer at work — the problem is justifying the expenditure for reasons beyond the computer’s age. To the untrained eye, the HGP upgrades would be virtually invisible when walking through the plant, yet they’d be obvious to the experienced plant operator in the control room (Figure 2). They would also give a boost to the plant’s operating stats and, hence, owners could be more aggressive in bidding the plant into the power market.

2. Efficient layout. As part of the T3000 control system upgrade, the human-machine interface layout of the control panels, monitors, and room were rearranged. The footprint of the control panel was reduced considerably, yet system capability increased significantly. Lead O&M Technician Lamont Packer demonstrated many of the advanced features of the T3000. Source: POWER
Shopping for a New Brain
The plant staff took a studied approach to documenting the expected improvements in plant reliability and operability that would result from a controls upgrade and the cost advantages that would flow to the plant in this competitive merchant market. The major upgrade requirements were the ability to manage the complex assets at HGP, very customizable tools for operators and plant engineers, a platform-independent solution with functions that are available to the staff at any computer in the plant via a thin client with a robust set of customizable tools, and, most of all, simplicity in installation and operation.
Given that Siemens Power originally supplied the turbomachinery, HRSGs, and other major equipment on this turnkey project, it was natural for HGP to look to Siemens for an upgrade path that would minimize costs and downtime. Also, by keeping the upgrade "in the family," existing control cabinets and associated systems and components could be reused, minimizing downtime and expense.
Siemens Power’s pioneering plant controls technology, and the upgrade path chosen by the HGP staff, is the Power Plant Automation SPPA-T3000, or T3000 for short. The T3000 is capable of handling all plant automation tasks, including steam and gas turbine controls, boiler protection, integration of all balance-of-plant components, as well as plant monitoring, datalogging, and the human-machine interface (HMI) in the control room (Figure 3).
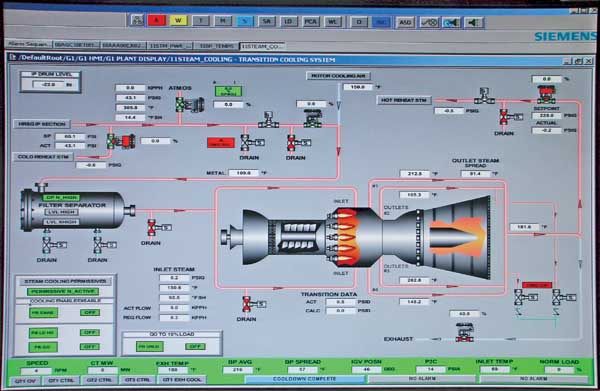
3. Easy on the eyes. The graphical interface for the gas turbine steam cooling system is illustrated. Steam is used for blade cooling on the Siemens G-class turbines as well as for power augmentation in the model installed at the New Harquahala Generation Project. Source: POWER
This is the first implementation of the T3000 with a G-class gas turbine and therefore the first G-class turbine combined-cycle plant. It’s not possible in this article to detail the incredible functionality of the T3000 system witnessed during a recent visit to HGP or its impressive set of features. Nor is it possible to go into the inner workings of the control system — there are many other sources of that information (see sidebar for a brief overview). Our goal here is to review the real cost advantages of upgrading a last-generation controls package to an industry leading-edge control system package that resulted in measureable plant performance and economic improvement. Perhaps this example will be helpful if you are grappling with how to economically justify a similar upgrade.
Inside the T3000
The SPPA-T3000 distributed control system (DCS) uses a distinctive "3-Tier" architecture that is based on the client/server networking and information management concept found in most home office business applications today. This architecture design makes all of the plant data intrinsically available for operation, engineering, or diagnostics at any terminal at any time and eliminates the need for the required subsystems found in a classic DCS.
The T3000 is entirely XML- and Java-based, so that any application is executed and delivered without any operating system restrictions or hardware platform compatibility issues.
The 3-Tier system architecture includes the field devices, the processor, and the presentation tier, which uses a thin client (Figure 4).

4. System architecture. The T3000 uses a 3-Tier system architecture design. Source: Siemens Power Generation
An important advantage of this structure is that the thin clients are kept completely independent of all applications. The 3-Tier structure also facilitates quick and easy upgrade or update management. It is simple to exchange any component in the system without the need to furnish PCs with new software versions. By simply updating the servers with the new versions, the clients are automatically enabled to work with the new version from the moment of installation.
This architecture also allows a reboot of the main processor without upsetting plant operations. Try that on any other DCS found in service today and see what happens.
Dollars and Sense
HGP was not only able to put numbers to the tangible post-upgrade improvements expected in plant operations, both in plant reliability and cost reductions, but it also estimated the more intangible benefits associated with the controls upgrade. Some of the calculations were very straightforward; others required a series of rational estimates that would pass inspection by a less – technically savvy owner. The staff’s approach was to show that the economic benefits, though difficult to accurately estimate, were sufficiently large to justify the investment by those with the money. In short, the benefits were found to be significant and were classified as short- and long-term as well as tangible and intangible.
Intangible Benefits. NERC Cyber Security standards are on the mind of every plant operator today, and many are finding that their existing digital control system (DCS) is not as secure as they hoped or expected. Some controls suppliers are offering upgrades or "patches" to their operating system, but few have yet to offer an integrated package that will meet the new security and reporting needs.
It’s difficult to attach a specific cost savings for this new capability, but the downside of ignoring the standards may include fines and, in the event of a cyber attack, loss of plant control functions or an unplanned outage. The T3000 is fully compliant with NERC standards CIP-002 through CIP-009 — a feature that the TXP will probably never have.
The plant’s original TXP controls were extremely difficult to troubleshoot, often requiring the instrumentation and controls (I&C) engineer or a technician to actually carry a suitcase-sized "computer" into the plant to connect into a local cabinet to troubleshoot a "ghost trip." The system also lacked the capability to capture "first-out" alarms or to trace controls actions back through the Simadyn, the interface between the controls system and the turbine equipment. In fact, trips occurred that could not be diagnosed with the available Simadyn. The simplified architecture of the T3000 completely eliminated Simadyn and its archaic troubleshooting toolset and lack of first-out event history recording.
Another intangible problem was the TXP’s inability to handle future expansion with its given number of application processors (APs). The APs are used in the TXP control system to interface between the I&C software. As the plant added equipment and functionality, some of the original APs were expanded and optimized at significant expense, but some were just completely full, allowing no possible expansion. As HGP staff continues to add new capabilities to the plant to improve operating performance and efficiency, additional APs are required, but further expansion within the TXP architecture was limited. Adoption of the T3000 system eliminated the APs from the system architecture and this upgrade bottleneck. Also, upgrades to the old APs required the plant to be shut down, whereas the new system architecture allows on-line expansion of the system memory (Figure 5).

5. Design for reliability. The SIMATIC S7 automation server installed in the existing field cabinets handles the I/O chores and is configured with electrically osolated redundant processors for increased plant reliability. These fully redundant 1-out-of-2 designs reduce the probability of process failures by seamlessly switching from the primary to the backup system in the event of a fault. Courtesy: Siemens Energy Inc.
Long-Term, Intangible Benefits. The T3000 system was developed to have a greatly simplified user and engineering interface with easy access to all user-developed screens at any terminal. In fact, the HMI interface allows operators to save their favorite screens and reports layouts, including colors, in a specific user setting associated with a user name. Log in when your shift begins, and your customized set of screens appear. This flexible design effectively speeds operating controls technician training by reducing reliance on supplier customer support.
My favorite feature was the excellent organization of the vast stores of information available to anyone in the plant with a terminal. It only takes two mouse clicks to access any system screen — fewer than are necessary to access email on my cell phone. Additionally, an operator can trend any combination of variables in the plant over any period of time. Just drag and drop the variable names from the flow diagrams into a new trend window and select the time scale. The entire performance database history is online and immediately accessible from the server in just a couple of mouse clicks.
The T3000 also offered the plant significantly expanded support for creating, testing, and implementing logic changes to the control system. Periodically, logic changes are necessary for plant optimization, system protection, or personnel safety. The TXP system has no program for testing these logic changes prior to going "live" and therefore requires a plant to shut down for installation and testing. The T3000 allows logic changes and executes those changes in a simulated T3000 program. That program then automatically identifies and flags any logic flaws, giving the engineer an opportunity to make corrections, thereby insulating the plant from unexpected trips.
One other big advantage the T3000 has over the TXP is that it operates on a thin client, so a complete program is available from any PC in the plant or outside the plant via an Internet connection (if allowed) and allows remote operation of the facility independent of the control room. This capability is a requirement for all transmission operators to satisfy NERC standards, and HGP may be required to comply with those standards in the future as the transmission line and substation are considered a control area by NERC. HGP negotiations on these fine points of the NERC standards continue.
Tangible Benefits. The T3000 also completely eliminated the need for the Simadyn and all of its foibles and complexities. The results were significantly simplified system architecture and improved plant reliability. How much improvement? That’s difficult to specify, but some estimates are possible. Please note that these numbers are general estimates particular to HGP. Your mileage may vary.
The first tangible benefit is that the T3000 has reduced the number of PCs required by the control system from 16 to 10. A typical PC running TXP had a purchase price on the order of $5,000, and after almost five years of operation, several of those computers were being replaced each year. Conversely, the T3000 system uses a standard PC that can be purchased from any computer supplier. Overall, HGP calculates its savings to be on the order of $20,000 per year for reduced computer purchase and maintenance costs.
HGP staff also calculated the number of maintenance work orders directly attributed to the Simadyn system over the past four years. The data were taken directly from the plant’s computerized maintenance management system and then multiplied by a weighted employee and contractor hourly cost. The savings added up to approximately $10,000 per year for reduced manpower costs.
Also, fewer computers and elimination of the APs mean less parasitic load. That savings was calculated as approximately $3,000 a year.
The first of three large-dollar benefits flowing to HGP by employing the T3000 is a reduction in plant trips caused by the TXP. During the three years preceding the T3000 upgrade, the plant experienced 12 unit trips or automatic load-reducing events that were either directly attributed to TXP logic issues or TXP lockout of user interface that prohibited the plant staff’s ability to take actions that would have prevented the trip. These 12 trips are equal to 75 equivalent starts or 25 equivalent starts per year. For comparison purposes, assume that only half of these unit trips would not have occurred had the T3000 been in service. This calculation finds that the TXP caused 12.5 additional equivalent starts annually, which equates to around $200,000 additional expense per year.
The Simadyn-related trips described earlier also were eliminated. Over the three-year period prior to the T3000 upgrade, the four trips directly attributed to the Simadyn master system caused a total of 45 equivalent starts. These 15 additional equivalent annual starts equate to approximately $240,000 additional annual operating expense.
Finally, the complexity of the TXP system and its difficult user interface adversely affected the costs incurred under the plant’s long-term service agreement (LTSA). Through a relatively complex calculation, HGP determined that the T3000 will reduce its LTSA costs by an annual average of about $100,000 over the next five years. Although the details of this calculation are proprietary, here is one excellent example of how the T3000 will benefit plant operations in the future. With the TXP system, a fault causes an entire plant trip — steam and gas turbine breakers open. With the T3000, it is possible to open a breaker and the gas turbine will drop load but continue to operate at synchronous speed for several minutes and will remain ready to resynchronize to the grid if the fault can be rapidly cleared. This run-back logic has significantly reduced the number of equivalent starts accorded to the gas turbines and prevented complete unit trips.
In sum, the benefits of upgrading to the T3000 system total over $500,000 a year and fully justified the investment HGP made to bring the system online. Not every cost component described here will apply to every combined-cycle plant considering a similar upgrade, and other plants will surely have other cost issues; however, the approach used by HGP to cost justify this upgrade should be useful to others considering a similar upgrade.
Real Results Reported
HGP sent Siemens a purchase order for the T3000 controls upgrade on November 15, 2007, and the upgrade was completed and in service on May 5, 2008. This is remarkable considering how new the T3000 system is and that HGP was the first application on the G-class gas turbines and the first combined-cycle plant. In this case, new only meant that HGP was again leading the field in economic performance, as shown in the table.
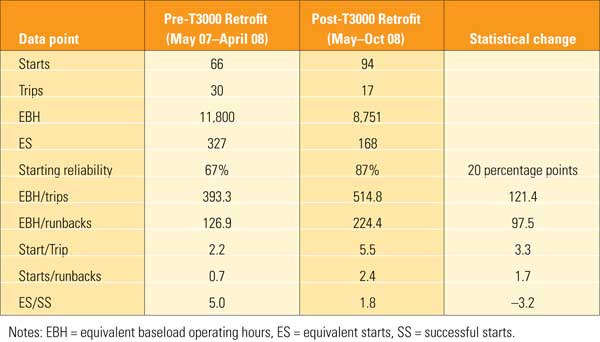
Enhanced performance. Operating reliability improvements after a T3000 control system upgrade at the Harquahala Generating Project. Source: HGP
Predicting results is a numbers game, but actually performing to those predictions separates the groupies from the merchant power business rock stars. Operating and performance statistics have improved significantly since the T3000 went live. However, it would be unfair to the plant staff to give the T3000 all of the credit. Hubbard pointed out that not all of the improvements in plant performance can be directly attributed to the T3000. Although the majority of statistical improvements should be attributed to the upgrade, his staff completed many other reliability projects during the same time period (Figure 6).

6. Dynamic duo. Plant Manager Malcolm Hubbard (right) and O&M Manager Dean Motl guided the T3000 upgrade project. Hubbard was quick to point out that the project’s success was attributed tot he site’s project lead, Ola Osisami, and the entire HGP staff. Source: POWER