Albert Einstein once remarked that there is no difference between the past and the future in the four-dimensional space-time-world. That perspective might be useful for theoretical physicists, but the rest of us have to live on a one-dimensional time line, where the past seems much clearer than the future.
In the mid-1990s, most industry pundits believed that the replacement of aging coal plants by high-efficiency combined-cycle plants was inevitable. For some developers of combined-cycle plants, deregulation created a perfect storm that required fast construction of large, low-emission, quick-starting baseload plants. Many developers made their fortunes in those early years. Ten years later, the best project sites had been taken and regional overcapacity of gas-fired plants had reached a tipping point, so the less well-financed developers began a slow slide into bankruptcy.
With 20/20 hindsight, it now seems obvious that many projects were based on overoptimistic predictions of stable natural gas prices and relied on an infrastructure not designed for dispersed delivery of large quantities of gas. But the price of natural gas, which was less than $2/mmBtu throughout the 1990s, skyrocketed to $5 by 2003 and to $8 by 2005. Merchant plants built a decade ago cannot meet their pro formas when gas prices quadruple. Today, on most grids run by independent system operators, there are many combined-cycle plants competing head-to-head for sales of intermediate and peaking power (Figure 1).
1. No more baseload. This duty-cycle analysis of the SGT6-6000G gas turbine takes its data from 20 units between July 2005 and June 2006. Classifications are based on ISO definitions. Source: Siemens Power Generation
Shelter from the storm
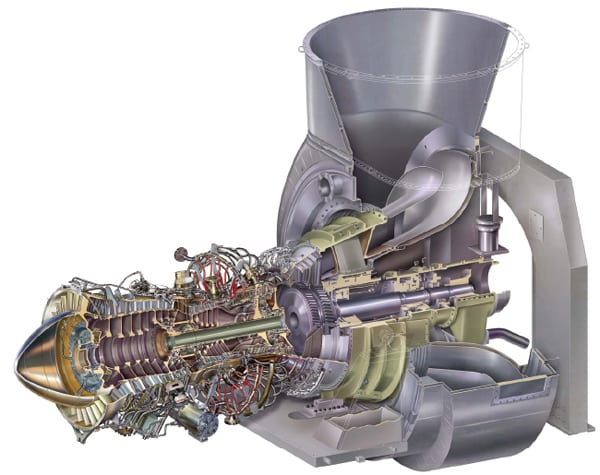
Siemens Power Generation (SPG) designed the 270-MW-class SGT6-6000G gas turbine (Figure 2), formerly known as the W501G (the "6" suffix stands for 60 Hz), to meet the demand criteria of the 1990s. Its 58% efficiency in a combined-cycle configuration was a step above the 54% to 55% efficiency of that era’s state-of-the-art units. The table lists the key performance specs of the SGT6-6000G in two different SCC6-6000G (combined-cycle) configurations.

Typical SCC6-6000G combined-cycle plant performance. Conditions are at sea level and 59F ambient temperature. Figures include inlet and exhaust losses. Source: Siemens Power Generation
Because they are more efficient than other combined-cycle plants, many SCC6-6000G plants are dispatched more often than competing units in today’s overcapacity markets.
The prototype SGT6-6000G engine first saw service in April 1999 in simple-cycle mode at Unit 5 of the Macintosh Power Plant, owned and operated by the City of Lakeland, Florida. This plant configuration used an auxiliary once-through steam generator to produce the necessary turbine cooling steam (more on the turbine design details later). Later, a bottoming cycle was added, enabling the plant to run in combined-cycle mode. It went commercial again in this configuration at the end of 2001.
Today, 22 Siemens G-Class turbines are operating worldwide and two units are under construction. The fleet recently passed the 250,000 operating hours milestone and should surpass 325,000 operating hours by the end of this year.
Peaking service remains the standard by which turbines are judged. One SGT6-6000G operated at a 10% capacity factor during its second year of service, but during that year it racked up 123 successful starts with a 95% starting reliability. At last report, the fleet’s rolling reliability and availability had reached 96.7% and 93.1%, respectively. By these measures, the SGT6-6000G certainly fits the classical definition of a mature turbine.
What’s under the hood
The SGT6-6000G, as part of a single-shaft combined-cycle power block configuration with a nominal output of 400 MW, has a net efficiency of 58.4% at ISO conditions. A single hydrogen-cooled generator sits between the gas turbine and the steam turbine. Steam is generated by a Benson once-through, triple-pressure heat-recovery steam generator (HRSG).
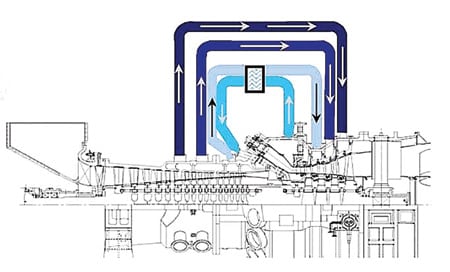
The entire single-shaft power block (Figure 3) is available from Siemens as a modular design package. A plant also can be built in a more conventional 2 x 1 multishaft, combined-cycle configuration with a nominal output of 800 MW. According to Siemens, the single-shaft variant will increase plant efficiency by 0.2% (which doesn’t sound like much but could increase the revenues of a baseloaded plant by several millions of dollars a year) and reduce the plant’s installed cost by 1% to 2%, compared with a comparable multishaft plant.
3. Follow the steam. The SCC6-6000G combined-cycle configuration tightly integrates the gas turbine and the HRSG steam systems. Source: Siemens Power Generation
Let’s now examine some of the numbers on the turbine’s factory window sticker. The SGT6-6000G has a 16-stage axial-flow compressor with a compression ratio of 19:1, a dry low-NOx combustion system, and a four-stage turbine. The compressor and turbine are bolted together and supported by two tilting-pad bearings. A directly lubricated thrust bearing located at the compressor or "cold" end keeps the shaft in place. The horizontally split engine casing (Figure 4) speeds maintenance because the rotor can be left in place.
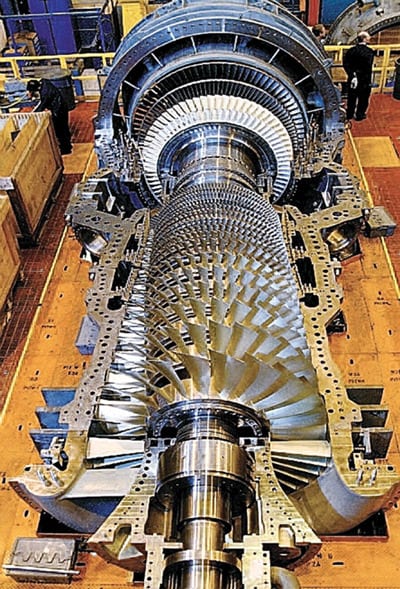
4. Turbine on the half shell. The horizontally split casing facilitates turbine maintenance. Courtesy: Siemens Power Generation
Following are the basic specs and interesting design details of each major turbine subsystem, starting at the front of the turbine and ending at the exhaust flange.
Compressor. Interstage bleed air used for starting and cooling is taken from the 6th, 11th, and 13th stages. The first stage is equipped with a set of variable inlet guide vanes (IGVs) to manage low-speed surges during start-ups and partial-load operation. The blade and disk designs allow for blade removal in the field. During this task, the rotor is left in place, as are all stages of the stationary vanes, which have segmented diaphragms. The rotating blades of stages 1 through 6 are made of 17-4 pH. The remainder use AISI 616 stainless steel.
Combustor. The 16 combustion cans use dry low-NOx technology, which is effective at both full and partial load. In the past, high CO was the limiting factor in partial-load operation. Improvements in the design of the combustion system have reduced emissions of NOx (at 15% O2) and CO to 25 ppm and less than 10 ppm, respectively, significantly improving the turbine’s operating flexibility. Because it is continuing to advance dry low-NOx technology, Siemens says that NOx levels below 15 ppm will be possible in the future.
Thanks to upgrades of the combustor and transition components, the introductory inspection interval in hours-based operation of the SGT6-6000G has been extended from 8,000 hours to 12,000 hours, with a corresponding increase in the starts-based service interval from 400 equivalent starts to 800 equivalent starts. Additional design improvements have been incorporated into the combustor basket to reduce emissions, improve reliability, and increase the time between subsequent inspections.
Transitions. The gas leaving each combustion can is aimed at the first-stage turbine nozzle ring by a transition piece (Figure 5). The transitions on the SGT6-6000G are steam-cooled, making it possible to raise the rotor inlet temperatures without increasing burner outlet temperatures. The cooling steam, generated by the HRSG, flows through passages on the exterior of each transition and then is directed back to the steam cycle to close the steam loop (see Figure 3 for more detail).

5. Too hot to handle. Steam cooling of transition pieces leaves more primary air for power production. Metal temperatures are no higher than with air cooling. Courtesy: Siemens Power Generation
Steam cooling means less primary combustion air is required to cool the transition pieces. As a result, more air mass flow is available to produce power. The SGT6-6000G maintains similar transition piece metal temperatures as the SGT6-6000F-class turbine, leaving a margin for future increases in firing temperature. The steam-cooled transition was redesigned to reduce metal temperatures and extend inspection intervals based on both hours and starts. The transition design has a demonstrated 16,000-hour service life in operation and is now being refurbished to prove the 24,000-hour life. In addition, the service interval extension hardware has improved that number to 36,000 hours, with 1,600 starts.
Steam cooling of the transition pieces also benefits the cycle in other ways. For example, in an air-cooled unit running at partial load, the compressor’s IGVs are typically closed to reduce CO emissions and improve the turbine’s operating efficiency. The downside of this design is a reduction in the pressure differential between the cooling air supply (from one or more compressor stages) and the pressure inside the transition pieces. This also reduces cooling air flow. Lower air flow means higher transition metal temperatures and shorter service life. The flow of cooling steam from an external source can be modulated as required to improve cycle efficiency or to maintain metal temperatures, regardless of turbine load.
Steam cooling does complicate the operation of the cycle a bit in one obvious area. Air is used to cool the transitions up to about 20% load to preheat the steam piping to above the saturation temperature of the cooling steam. This keeps moisture from condensing in the piping when the steam stop valve is opened. Air transition cooling is also substituted at the same 20% load when shutting down, during a load rejection, or after a loss-of-steam event. The air cooling and purging of the steam system on shutdown prevents moisture from accumulating in steam-cooled components and eliminates the possibility of freeze damage.
Turbine. Rotor cooling air originating in the combustor shell also is steam-cooled, in an external heat exchanger. After entering the turbine rotor through four separate supply pipes, the air cools the turbine disks and the first-, second-, and third-stage turbine rotor blades (Figure 6). Close control of the cooling air temperature also gives the turbine designer the means for active turbine clearance control. Compressor discharge air is used to cool the first-stage vanes. Interstage bleeds are used to cool the vane segments and interstage disc cavities of stages two, three, and four. The tip clearances of the first- and second-stage blades are reduced further by an abradable coating applied to the stationary ring segments. Compressor and turbine seals also were upgraded, to raise performance and lower emissions.
6. Compound cooling. The flexible secondary flow system can modulate cooling air temperature for turbine blades and recover the energy for use in the bottoming cycle. Source: Siemens Power Generation
Exhaust system. The axial exhaust system of the SGT6-6000G has been redesigned to increase the efficiency of the diffuser and to improve cyclic life. Stresses on the exhaust system caused by high exit swirl increase when operating at low loads with closed IGVs. SPG has reduced those stresses by moving to an inner and outer cone diffuser design that equally spaces six bearing struts along the hot gas path. The bearing struts are sheltered inside air-cooled strut shields, making them less sensitive to temperature transients. Other parts exposed to full gas turbine exhaust temperatures are fabricated from stainless steels for improved strength.
Controls upgraded, too
The control systems of the first SGT6-6000G turbines to enter commercial service used empirical equations that predicted exhaust temperature as a function of combustor shell pressure. With the advent of more-frequent cycling, controls engineers had to come up with a better strategy for low-load operation. The latest strategy controls outlet temperature based on the relationship between exhaust temperature and compressor inlet temperature. The new system enables tighter control of IGVs, higher efficiency at partial loads, and better NOx and CO control.
Other control upgrades have been incorporated based on lessons learned at operating plants. For example, Siemens developed a closed-loop ignition control system in the hope of increasing engine starting reliability to greater than 97%. This upgrade has been proven and is available for customer implementation. Control system software updates also have been made to eliminate spurious engine trips caused by balance-of-plant upsets. Data from Siemens’ two diagnostic centers in Orlando and Germany served as the basis of the new releases. One of the upgrades improves start-up reliability by replacing the traditional mechanical motor with a static frequency converter.
SPG engineers have also concentrated on improving the G-class fleet’s trip factor—the number of equivalent starts when the engine experiences a trip. A trip factor of 20 means that each trip does the same damage as 20 start-ups. Trips in baseload mode cause wear and tear by creating high-amplitude, high-temperature gradients in rotating components over a short duration. The negative consequences are reduced component life and shortened inspection intervals. Start-ups, which are more controlled, create lower-amplitude gradients. Although their negative impact is less, it is not zero. When the SGT6-6000G was introduced, its trip factor from base load was 20; today, it is 8.
Planning for the future
The robust design of the SGT6-6000G leaves room for substantial increases in power rating in the future. History points to that likelihood. When the first SGT6-6000G entered commercial service in the early 1990s, it was rated at 150 MW. Today, its nameplate reads "200 MW." Similarly, when the SGT6-6000G was introduced in 1999, it was rated at 235 MW. Eight years later, its output has grown to 266 MW, so further uprating to power and efficiency is a distinct possibility. In addition, Siemens will be testing its first 50-Hz H-class (SGT5-8000H) gas turbine in 2008 and will be able to apply these technologies to the 60-Hz products after validation (Figure 7).

7. Fast and furious. The world’s first 340-MW SGT5-8000H was shipped in early May to a combined-cycle plant that E.ON is constructing in Bavaria. The turbine is over 39 feet long and 15 feet high, and weighs over 440 metric tons. Source: Siemens Power Generation
The G-class engine’s reliability and availability have improved as well. As mentioned earlier, the unit’s introductory inspection interval—a key business metric for any owner of a competitive combined-cycle plant—has been extended from its original 8,000 hours to the current 12,000 hours (when burning natural gas). Thanks to the reduction in trip factor, the interval for combustor inspection has been extended from 8,000 hours/400 equivalent starts to 12,000 hours/800 equivalent starts. The major overhaul interval of the SGT6-6000G remains at 48,000 hours of operation/1,600 starts.