The ongoing privatization of the electricity industry the world over and the ensuing competition for price reduction for consumers has resulted in an increasing need to supply power on demand. As a result, all power plants (both conventional power plants and combined cycle power plants [CCPPs]) are increasingly being subjected to load following and/or cyclic operation. However, although cyclic operation is supposed to save fuel and related costs, it can also result in new damage types, enhanced plant monitoring, staff training, and increased repair and maintenance costs. The irony is that many of the older, less-efficient plants designed for baseload operation are being downgraded to two-shift operation and power supply during peak demand, while modern and more efficient power systems operate in a baseload mode. However, once a unit is subject to cyclic operation, reliability can suffer. This means that there is danger of a vicious spiral setting in so that more two-shifting leads to more unreliability, which leads to more two-shifting. Increasing contributions from hydro, wind, and solar generation, which cannot be scheduled in the same way as energy from fossil fuel or nuclear plants, means that in the future even new power plants may need to be subjected to cyclic operation prematurely.
Technical Issues Involved in Cycling CCPPs
Although many new CCPPs are now designed for two-shift operation, efforts to increase short-term reliability are still uppermost in the thinking of the designers. Furthermore, designs are being upgraded in large steps, and this can lead to unforeseen problems. The newer units are also presenting a whole new set of materials and component problems. Thus, for example, new higher-strength materials (such as ASME P/T91, P/T92, P/T23 and P/T24) are being utilized without the benefit of long operational trials and weld performance history. Indeed more recent studies have shown a large drop with testing/service time in the creep ductility of P91 and P92 steels (Figure 1), thus raising further fears about their reliable long-term performance when operating under a two-shifting or creep-fatigue regime, which requires higher creep ductility.
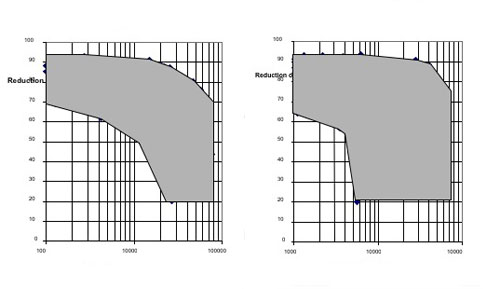
1. These figures show the reduction in area for p91 creep specimens ruptured at 550C (left) and 600C (right). Source: J Hald, European Creep Collaborative Committee Prague Seminar, Sep. 2003.
Furthermore, the read-across from aero-derivative gas turbine experience and its transfer to CCPPs is problematic because of scale effects and the completely different temperature regime. Relatively minor increases in gas turbine temperatures have transformed heat recovery steam generator (HRSG) steam conditions and alternator output. The increased output can have a dramatic effect. Thus, for example, merely doubling the stress range can reduce the cycle life by a factor of 10.
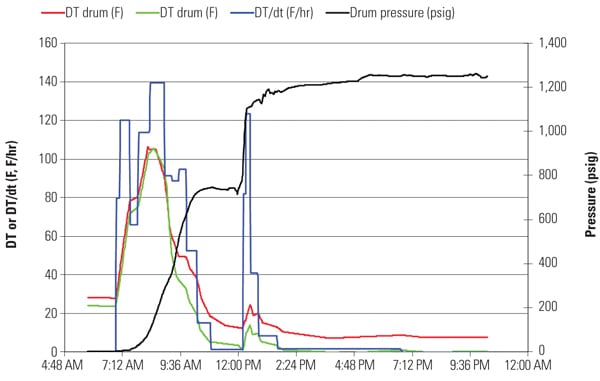
Thermal fatigue is at its most damaging when a component is operating in the creep range and is subject to a constant tensile load. One example of thermal fatigue cracking is shown in Figure 2. The higher the temperature, the higher the creep rate and creep damage, of course. Fortunately, over-temperature operation in CCPP units, in the sense of this being an error on the part of the operating staff, is rare. Nevertheless, both the HP turbine stage and sections of the HRSGs in modern machines are well into the creep regime. It follows that creep fatigue of the classic type, involving gross cracking, can be a major concern. One important issue is that the rates of heating up and cooling down of the turbine blading and HRSGs are very high compared to furnace and superheater structures in a conventional steam plant. Indeed, many creep-fatigue failures are now being experienced in modern CCPPs and HRSGs.

2. These photos show thermal fatigue failure at the tube to header weld. Courtesy: ETD
In addition, differential thermal expansion effects between the newer high-Cr martensitic steels and the older more established materials (low alloy, Ni-based alloys or stainless steels) result in increased stresses during thermal cycling, leading to new problems. Failure by simple differential expansion, without the presence of a high static load, will affect combustor cans, leading to cracking and distortion. The oxidation-resistant and thermal barrier coatings on combustor cans and blades can also be degraded in this way, the former due to spallation of protective oxide films, the latter due to delamination at the coating-substrate interface. Simple differential expansion may also be a problem in HRSGs even when these are not operating in the creep range. This can be due to poor detailed design, so that high-temperature headers are restrained by those operating at lower temperatures. It can also be due to condensate being trapped in some legs of the HSRGs, impeding steam flow during startup or shutdown. Here again the problem is due to part of the HRSG being at a different temperature from the rest. Indeed, more recently problems have even been found to occur in drainage pots and pipes installed due to operational and design issues.
Waterside issues in CCPPs will grow in importance as HRSG temperatures and pressures increase. But as with conventional steam plants, cyclic operation can interfere with water treatment and can result in lowered water quality. And there could be increased problems with corrosion fatigue of economizer tubing and in stress corrosion of steam turbines. Many CCPP units require good quality steam to control NOx. Dry air condensers are used, rather than wet systems, because there is less need for copious amounts of water, widening the possible range of locations. Finally, reverse osmosis is being utilized, as this has less environmental impact than ion exchange processes.
European Technology Development (ETD) has been studying the impact of operating the water treatment system during cyclic operation. Generator and switchgear can be susceptible to increased fatigue, wear, and other forms of degradation due to repeated stop-start operation. Plant performance using existing instrumentation needs to be studied to understand the causes of gradual deterioration. Furthermore, the positive and negative aspects of plant management need to be understood. It is also recognized that appropriate plant monitoring and staff training is required to ensure good control during startup. A number of computerized online data collection and analysis systems have now been produced to monitor plant operation and damage to components due to cyclic operation. These systems can assist in proper management to limit this damage.
Understanding and Calculation of Costs
CCPP operation under a two-shift mode will result in increased fuel and water costs through the necessity to heat up the plant, which is cold, and to blow down the steam system. However, operation in a two-shift regime will imply the need to run at part load, which will also imply inefficient operation, leading to increased gas costs. There is also the issue of staffing and training costs. It is recognized that with the growth of privatization, and the need to cut costs, staffing and skill levels in power plants have been reduced. Although this appears to run counter to the requirement for a higher level of capability when operating a plant on a two-shift basis, it is possible to compensate for this by closer online monitoring and control of plant operating parameters to reduce the severity of damage without increasing manpower costs. An often-neglected effect of cycling is the increase in operator error, and associated costs, which occurs due to the complexity of operation in a cyclic plant.
Major identifiable costs are likely to be due to component repair, replacement, and plant overhauls. There will also be costs due to increased inspection, wear and tear, and decrease in unit efficiency due to component degradation such as worn seals, fouled heat exchangers, and manning and management complexity. Review of existing plant systems and investigations into possible modifications for improvements to facilitate two shifting—such as drainage of condensate and minimizing thermal transients—is usually required to reduce the costs involved in cyclic operation. The results of one such study carried out by ETD involving about 25 European plants (about half conventional and half CCPPs) from a single electricity market show the costs incurred by these particular plants (Figure 3).
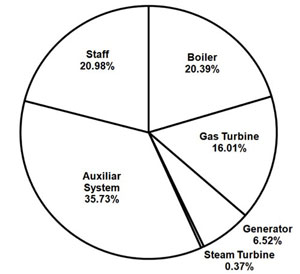
3. A survey of the costs to prepare for cyclic operation at about 25 European power plants (half conventional and half combined cycle) showed a wide range of financial impacts. Courtesy: ETD
For cyclic operation cost calculations, one needs to understand the costs associated with setting out criteria of a strategy for reviewing two-shift requirements, identifying critical components, determining the scope of engineering investigations, establishing plant improvements, and identifying operational constraints—together with the costs associated with the changes and a program of implementation.
ETD Cost Modeling and Recent Cost Analysis of European and North American Plants
Recent studies by ETD showed that many utilities regard maintenance and capital spending as the only additional costs associated with cycling and pay less attention to other costs such as staff training. The simple-to-identify and easily quantifiable costs on “per-start” basis include the cost of fuel, auxiliary power, water, and chemicals. The latent costs could include, for example, wear and tear. Thus consultancies, OEMs, power generators, and utilities have all tried to quantify these costs and have arrived at widely different results from similar input data. The use of different analytical techniques such as damage modeling, statistical/probabilistic analysis, bottom-up engineering, and top-down economic analysis can even produce results that differ by an order of magnitude for the same or similar units.
At a minimum, a detailed bottom-up engineering analysis for a single unit would include at least:
- Damage modeling for each unit related to specific start-related phenomena and known defects.
- Assigning levels of creep, fatigue, and corrosion damage to different modes of operation.
- Analysis of operating characteristics (including ramp rates, synchronization times, and cooling boundaries).
- Determining the effect of maintenance philosophy (preventive, corrective, predictive, or condition-based).
The potential sources of error in cost calculations could include: poor recordkeeping of operating logs and maintenance history; cost allocation inconsistencies (cyclic or baseload operation); specificity of failure rates and mechanisms to particular OEM/model/age; changes in accounting practice (possibly more than once) during the unit’s lifespan; and accounting anomalies due to equipment shared between units at the same power station.
In its studies, ETD designed a methodology based on the detailed analysis of three data streams:
- A questionnaire survey is sent to the management of each unit involved in the study.
- The ETD database of units examined in previous studies, which now consists of about 150 plants, 60% CPPs and 40% CCPPs, is used to provide a benchmark comparison with similar units to those in the study.
- Recorded start price bid, where this is available.
The ETD questionnaire is divided into six broad areas:
- Unit details (including OEM, configuration, and operating mode and history).
- Costs of damage due to cyclic operation. ETD can help plant operators to separate these based on the damage type and its previous experience with such exercises.
- Costs of modifications made (if any) to the unit for cycling.
- Costs of increased maintenance and inspection due to cyclic operation.
- Increased management costs (such as extra manpower and staff training for cyclic operation).
- Any other costs associated with cycling.
ETD’s own cost models and equations prepared over the past many years are then used to calculate the cold, warm, and startup costs. The technical and cost characteristics of the ETD model units have been derived from results of earlier studies carried out by ETD in Europe, North America, and Asia. Model units are of similar capacity, age, and configuration to the units being studied. ETD has in the past compared the cost of its model units against the plant cost data and the bid price (if available), which is calculated from the daily prices for hot, warm, and cold starts submitted as commercial offers for each unit. Thus the output of ETD analysis is:
- Hot, warm, and cold start cost derived solely from the information provided by plant operators in the questionnaire.
- Hot, warm, and cold start cost derived from the composite model units based on the ETD database.
- Average hot, warm, and cold start biding cost.
Annual cycling costs for plants of different ages and capacity can then be calculated and, for comparison within the fleet, these can be calculated per 100 MW output, for example. This is shown in Figure 4 for one of the ETD studies and shows the increase in cycling costs with plant age, particularly for the very old plant of over 25 years of age.
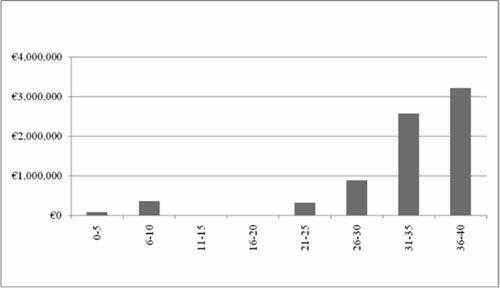
4. Not surprisingly, a survey of annual cycling costs for a group of European power plants showed costs increasing with age. Courtesy: ETD
Be Prepared
In brief, areas that need to be understood for CCPP cyclic operation are:
- Thermal fatigue of gas turbines and associated hot section equipment.
- Thermal fatigue of steam turbine rotors and chests, HRSG headers, and steam lines.
- Stress corrosion and corrosion fatigue cracking of turbine generator end rings, boiler parts, superheater, and reheater pipework and hanger supports.
- Oxide scale spalling and enhanced erosion corrosion of plant internals.
- Steam turbine back-end corrosion and erosion.
- Water treatment plant issues leading to increased corrosion problems.
- Need for additional instrumentation.
- Staff training requirements.
- Development of plant inspection and repair strategies.
- Costs associated with CCPP operation (such as fuel, manpower, engineering, repairs, and training).
- Improvements to the plant and the operating procedures to optimize costs.
Thus, the whole aspect of the cyclic operation of CCPPs/HRSGs demands a closer understanding of the issues involved, better monitoring of plant operation and the behavior of critical components, better plant management systems, a strategy of component inspection, and replacement and proper assessment of the costs involved.
—Dr. Ahmed Shibli is director of European Technology Development in Leatherhead, Surrey, UK.