Biomass has many advantages as a fuel for boilers: It’s inexpensive, readily available in many regions, CO2 neutral, and its use warrants government subsidies. The fuel also presents unique concerns to the designers, owners, and operators of biomass plants, especially in the design of the control system.
One of the more challenging aspects of the control system is developing a specific control system strategy for your particular plant. The system must maintain constant production of electricity to be profitable yet must also be able to respond to changes in demand in a deregulated electricity market. Additionally, the system must react swiftly to ensure that emissions remain in compliance. To do this, the system must precisely control the fuel input into the combustion system. That means the control algorithms must recognize changes in the energy content of the fuel in real time.
Biofuels by their very nature are not homogeneous. Their fuel characteristics vary greatly, depending upon what can be obtained on any given day. Fuel quality varies widely among these variables: density, moisture content, chemical composition, and Btu content. A control system must acknowledge these changes and respond accordingly. Even if the system is designed to respond to the varying fuel supply, the fuel control mechanisms (final control elements) must be designed to accurately deliver fuel to the furnace. The majority of plant upset conditions occur as a result of this human-machine interface (HMI).
Biofuel’s Popularity
the future U.S. renewable energy portfolio will surely include increased usage of biofuels or biomass-derived fuels. Biomass fuels include virtually anything organic in nature—wood, animal waste, sludge, and agricultural waste. The nation has the capability to provide up to 14% biomass-derived energy, according to the USA Biomass Association and the California Biomass Energy Alliance. Biomass is considered a carbon-neutral fuel and, as such, meets stringent greenhouse gas emission requirements. However, even though it is a relatively inexpensive fuel, its overall cost is heavily influenced by preparation and shipping costs. For that reason, most biomass plants are located close to their fuel sources.
There are now more than 100 biomass-fired boilers in the U.S., and many have been in operation for 15 years or more. Today, operating plants represent over 1,600 MWe, which is <1% of U.S. generating capacity. Nearly two-thirds of all biomass plants are in California. Their average size is 21 MWe with a total capacity of 610 MWe. Many of these boilers are small and are associated with other industries such as paper mills. Others are operated by independent power producers and are less than 50 MWe.
Europe, especially the Nordic countries, has many times more biomass-fired boilers than the U.S. and has many years of operating experience. Its boilers are equipped to burn such things as peat, forest cuttings, bark, sawdust, paper mill sludge, and wood chips. The world’s largest biomass plant, located in Finland, has the capability to produce 240 MW and more than 160 MW equivalent of steam for a paper mill.
The Pros and Cons of Biomass
Biomass typically has relatively lower energy levels than fossil fuels—as little as 30% of most types of bituminous coal. On the other hand, it has very high levels of volatile matter that sustains ignition. This dichotomy is known as the Rule of Fuel Contradiction. Fuels with high levels of energy have lower volatile matter, and those with high levels of volatile matter have lower energy content. Figure 1 shows various fuels, their energy levels, and volatile matter levels.
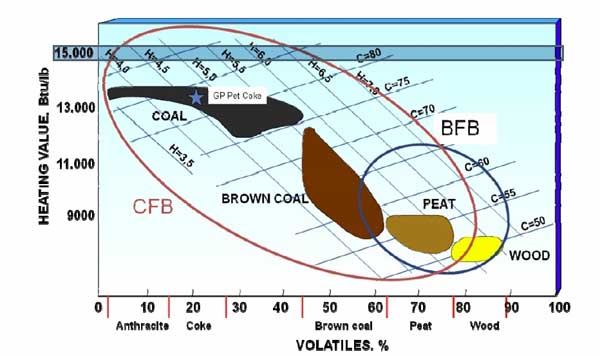
1. Volatile matter increases inversely with heating value for wood products of all types. Fluidized bed combustion boilers can handle both ends of the spectrum. Bubbling bed boilers are used for wood and peat, and circulating fluidized bed boilers are more suited for those fuels with higher heating values but little volatile matter. Source: Covanta Energy
Other issues associated with biomass burning concern its variability—Btu content, density, moisture content, and the like. Each presents a unique challenge to the control system designer and plant operator. The degree to which the fuel varies can mean the difference between operating in manual or automatic control. In addition, it can mean the difference between meeting and not meeting operating goals relative to availability, efficiency, and emissions.
In the remainder of this article, we examine the problems associated with fuel variability, fuel handling, furnace temperature variation, combustion control, and operator response at a specific biomass power plant. Solutions to each problem are suggested, although they are in the process of being implemented. A new control system with unique applications is proposed to deal with the problems associated with biomass fuel at this plant.
Covanta Energy’s Delano Plant
Covanta Energy owns and operates two biomass-fired power plants in the Central Valley of California, one at Delano and the other at Mendota. It also owns three more near Redding, California. The Delano plant (Figure 2) has two generating units, each with a bubbling bed boiler manufactured by Energy Products of Idaho and an Alstom steam turbine. Unit 1 is 32 MW and Unit 2 is 26.5 MW. The Mendota plant has one unit that is a copy of Delano Unit 2.

2. The Covanta biomass plant at Delano, California, has two bubbling fluidized bed boilers that burn cuttings from the numerous orchards in the region. Agriwaste is conveyed to the top of the boilers by a drag chain, which then deposits the fuel in metering bins on top of the boilers. Augers operated with hydraulic motors are controlled to deliver the fuel to the fluidized bed some 55 feet below. Courtesy: Covanta Energy
Both plants burn agriwaste from the surrounding region consisting of cuttings from almond, peach, and nectarine orchards. The Delano plant alone burns more than 390,000 tons per year that once was burned in the fields of Kern and Tulare Counties. The Mendota plant gets its fuel largely from Madera and Fresno Counties. The plants have been cited as a major contributor to cleaning the air in the Central Valley.
The wood waste is prepared off site and delivered daily to the plant by truck. The Delano plant can store up to 60 days’ fuel on site. The fuel delivery system is a drag chain conveyer that delivers the wood to small metering bins on the top of the boiler. From the bins, an auger delivers the fuel to chutes that allow the fuel to fall directly to the fuel bed some 55 feet below. Each chute divides into two chutes shortly after leaving the auger so that Unit 1 actually has eight chutes to deliver fuel to the boiler. Unit 2 has six chutes. Fuel enters one side of the boiler only. Striker plates and “bucking” air are used to distribute the fuel evenly over the bed.
Unit 1 has three bins and Unit 2 has four bins. Each bin is approximately 10 feet high by 7 feet long and 3 feet wide. Each holds about 2,500 pounds of fuel or enough for approximately 10 minutes of run time. The auger speed is controlled by the plant control system. Fuel is delivered to the drag chain by a “front-end” loader operated by a man in the fuel-handling yard.
The fuel delivery system (Figure 3) was originally designed to handle wood chips. The fuel now varies in size and shape as well as density, moisture content, and heating value. Plant operators in the central control room monitor the entire fuel delivery system—from the loader to the drag chain to the bins—via closed-circuit TV. The fuel delivery system is the main cause of operating problems. It is prone to uneven fuel flow and fuel flow stoppage. The control system is ill equipped to deal with these issues.
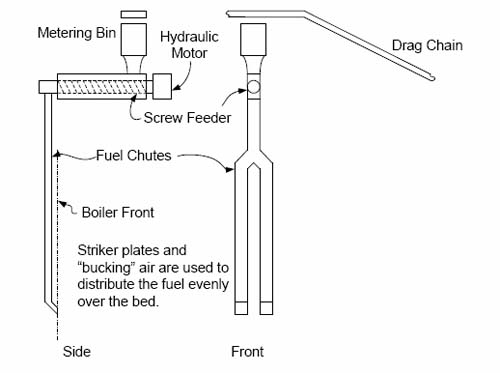
3. Wood waste is loaded on the drag chain by a front-end loader and then conveyed up to metering bins on top of the boilers. There are three drag chains on Unit 1 and four on Unit 2. Screw feeders, currently manually controlled from the central control room, deliver fuel to chutes that direct it to the bed below. “Clogging” is a common problem. Fuel delivered to the metering bins also is inconsistent. Observation ports are used to view the actual bed level along the front side of the furnace. Source: Covanta Energy
Energy flow to the boiler is also subject the variability of the fuel’s moisture content, density, and Btu content (Figure 4). Each of these problems contributes to operating problems in its own way. The control system has no means to detect any of these problems and to forewarn the operators, or to take positive steps to overcome the consequences. Fuel variability by itself contributes to changes in steam flow, steam pressure, and electrical output. Clogging of the fuel chutes, a common occurrence, causes severe drops in throttle pressure, down to as low as 300 psig. Correcting the problems and restoring pressure to its setpoint can take several hours and result in instability.

4. The metering bins can each hold about 2,500 pounds of wood fuel, which gives about 30 minutes of operation. Shown are the two metering bins with their hydraulic screw operators. Courtesy: Covanta Energy
Controlling the Fluidized Bed Combustion Boiler
Fluidized bed combustion boilers (FBC) are designed specifically for “hard-to-burn” fuels, including coal waste, anthracite, wood, peat, bark, tire remnants, and paper mill sludge. They are ideal because they operate at lower furnace temperature, approximately 1,500F to 1,650F, and below the threshold for NOx formation. In addition, by using adsorbents such as calcium carbonate (limestone), the FBC can capture sulfur dioxide in situ and avoid expensive back-end flue gas desulfurization systems. However, because agriwaste is used at the Covanta plants (Figure 5), sulfur capture is a moot point. The FBC bed provides for a relatively long residence time, and because bed temperatures are relatively constant, moisture is not usually a problem.

5. Sand, ash, and fuel are fluidized by high-velocity air in the fluidized bed combustion (FBC) boiler, which causes the bed to rise some 2 to 3 feet above the distributor plate. FBC boilers are used with fuels that are hard to burn and/or have low heating values. In an FBC, agriwaste is burned quite fast compared with grate-fired combustion because of the higher heat transfer rate. The better dynamics of FBC boilers provides for faster load changes but requires a higher level of control, in particular with regard to fuel control. Emissions are also a function of bed temperature. CO emissions are low in FBC boilers because of good fuel air mixing. Excess air can therefore be moderately low. Because Delano burns 100% biomass, it is not necessary to add adsorbents for sulfur capture. Source: Covanta Energy
However, agriwaste, while having high levels of volatile matter, has a low heating value that ranges from 5,000 to 7,000 Btu/lb. This is another good example of the Rule of Fuel Contradiction. Fuels with high volatile matter are usually low-Btu fuels and more suited for fluidized bed combustion.
Fluidized bed boilers typically take one of two forms: bubbling bed or circulating fluidized bed. The major difference between the two is illustrated in Figure 6.
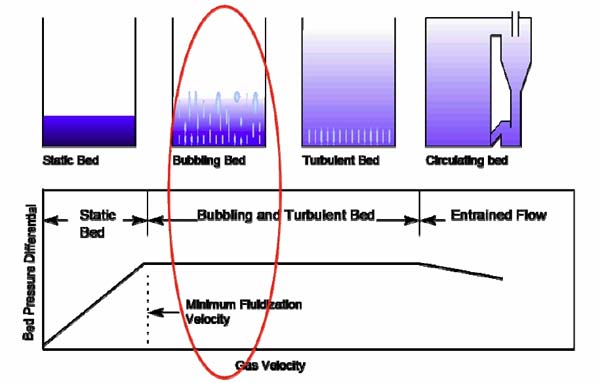
6. As primary air increases in a bubbling bed boiler, the bed rises upward about 2 to 3 feet. This bed flotation also provides for thorough mixing of fuel and air. Fuel residence time is increased significantly, which reduces the furnace temperature. Temperatures remain relatively low in comparison with pulverized coal–fired boilers, thus reducing NOx formation. Source: Covanta Energy
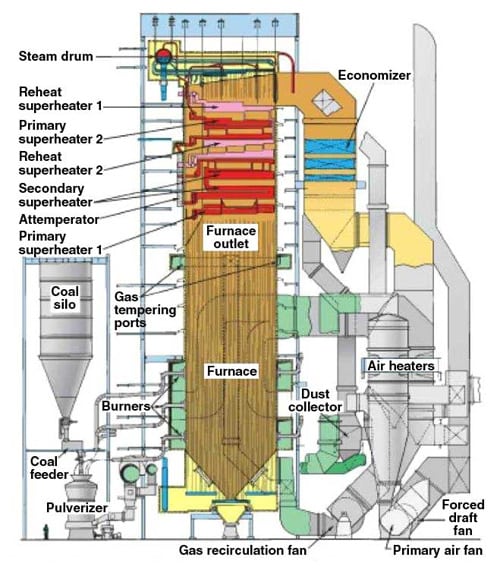
Underfire or primary air is fed into a plenum below the furnace floor. Air comes from the forced draft (FD) fan and is controlled with a duct-mounted damper. Primary air is admitted to the furnace through a set of nozzles called “tuyeres,” which are mounted in rows in the floor of the furnace. The floor, known as the distributor plate, also removes ash from the furnace. Figure 7 shows a typical bubbling bed boiler with rows of tuyeres in the distributor plate. Bubbling bed boiler designs are now approaching utility size and will become more in demand as biomass becomes a greater percentage of the nation’s energy supply.

7. A typical bubbling fluidized bed boiler has rows of “tuyeres” that line the distributor plate (furnace floor). High levels of primary or underfire air (as much as 70%) are used to push the bed upward and make it behave like a fluid. Residence time is increased, thus providing for thorough mixing of the fuel and air. Bubbling bed boilers using wood fuels now approach 100 MW in size. Source: Covanta Energy
The primary air velocity plays an important role in maintaining the bed at its proper level and ensuring thorough mixing of the fuel and air. The primary air is a relatively high proportion of the total airflow to the furnace, sometimes as much as 70%. The remaining airflow is assigned for overfire air. Separate dampers control each. The Delano boilers have three sets of overfire air dampers.
As primary air is increased, it lifts the bed, creates sufficient turbulence for proper combustion, and increases residence time for the fuel in the furnace. This is referred to as a bubbling fluidized bed boiler (BFB). Bed temperature is measured at 12 different locations and displayed to the operator. Inconsistent bed temperatures can lead to hot spots that may damage the distributor plate. The furnace temperature is maintained relatively constant because of the relative large size of the bed. Bed level is measured and maintained as a function of boiler loading. Note that if primary air is increased sufficiently, it will carry unburned fuel up through the boiler and to the backend as flyash. This is to be avoided in a bubbling bed boiler. Heavier, less-volatile fuels require a circulating fluidized bed boiler, where a separator such as a cyclone provides a means to return heavier unburned particles back to the furnace.
However, it is commonly known that staged combustion and lower temperatures have disadvantages that appear as higher CO, higher unburned hydrocarbons, and lower boiler efficiency (unburned carbon and CO). Therefore, it is important to keep the furnace temperature within a range to minimize the disadvantages and minimize NOx formation. Figure 8 shows NOx formation as a function of temperature and nitrogen content.
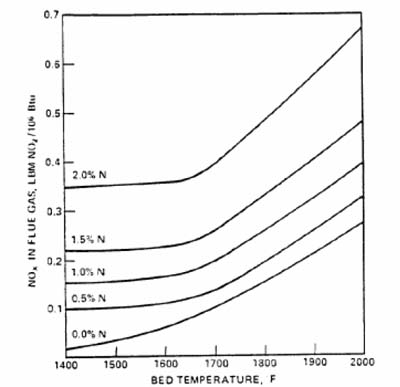
8. Fuel NOx is lower in an FBC boiler because of staged combustion and the lower furnace temperature. Note that NOx formation is a function of the temperature and the nitrogen content of the fuel. The breakpoint is around 1,700F. Source: Covanta Energy
To ensure minimal NOx release, an ammonia injection system has been installed at the Covanta plants. A stack monitor provides the intelligence to the ammonia control system. Total annual NOx release for the plant (two units) is 275,920 pounds. NOx reduction via ammonia injection also demands precise control of furnace temperature. A too-high or too-low temperature can result in reduced reactivity, while a too-low temperature means increased ammonia slip.
Overfire air, air diverted to the upper levels of the furnace, is usually controlled as a function of total fuel flow or exit gas temperature for the purpose of minimizing NOx formation. Again, because agriwaste has entrained nitrogen picked up from the soil, fuel NOx becomes an issue, especially in California, which is a “nonattainment” area. Thus, emission requirements are more restrictive and are enforced to a higher degree. In fact, the Covanta plants operate well within state and federal limits for emissions. Delano’s v levels are less than 0.1 lb per million Btu—comparable to the best solid fuel plants in the U.S. (Figure 8).
The Existing Control Systems
The current control systems are original and almost 20 years old. The manufacturer no longer supports the systems with spare parts or maintenance services. No clear migration path is available from the manufacturer other than total replacement. Parts are obtained from other plants that have replaced the system. A third party is used for maintenance, including changes to the control strategy. The HMI has been upgraded to provide newer and more relevant displays to the operators. More than 250 graphics are now available to the operators. Most are “face-plate” displays. The system database and configuration tools are late 1980s vintage and make the software difficult to maintain or change.
The control strategy remains virtually as it was when it was originally installed. A master pressure control with steam flow feedforward is the primary means to control the combustion rate (fuel flow). Steam flow feedforwards have long been known to be regenerative when trying to control solid fuel boilers. The feedforward causes instability while driving fuel in the wrong direction on boiler disturbances and changes in fuel quality. This is a major problem at the Covanta installation. No actual fuel flow measurement is provided as feedback to the control system. Furthermore, the FD fan control was set up to respond only to oxygen levels rather than a signal from the master pressure control. This is inadequate to deal with the issues associated with biomass firing.
No coordination with the turbine is provided other then the main steam flow signal. The turbine control does not include automatic generation control, so the plant is operated virtually in manual control. Operators monitor the most critical functions and take appropriate action through the workstations. The plant currently runs at near full load most of the time.
Drum level is maintained by operating two feedwater control valves. Feedwater is provided from one of two 100% capable motor-driven boiler feed pumps on each boiler. A classic three-element feedwater control is provided, which, unfortunately, has no obvious provision for shrink or swell. Operators take control of the valves when any load changes occur or under any duress.
Steam temperature is controlled with a single desuperheating spray valve that is controlled by a conventional cascade loop. However, no feedforwards are provided to the control. This is a moot point, as the steam temperature is typically lower than the setpoint.
Issues and Problems
Obviously, the obsolete control system must be replaced, if only because of the lack of support and the absence of an upgrade path. In addition, the control system must be able to deal with the current problems associated with the fuel and its delivery system. Any upgraded control system must solve the following problems at a minimum:
- These fuel characteristics change by the day and location: moisture, density, and Btu content. Unstable operation results, which lowers efficiency and increases operating costs.
- The fuel delivery equipment (drag chain, auger, and delivery chutes) suffers from clogging and uneven flow. This produces uneven bed level and temperatures and, at worst, reduction in output. The plant loses revenue as a result of load reduction and unstable operation. The operators currently take action based upon alarms and visual sightings via closed-circuit TV. Many times the pressure falls to as low as 900 psig from the design 1,250 psig operating pressure. It takes from 30 minutes to 1 hour to restore pressure and generation, resulting in system instability that does not level out for over an hour.
- The bed temperatures are uneven (as much as 100F between locations), which results in hot spots. Potential deterioration in the distributor plate could lead to a forced outage and subsequent loss of revenue.
- Firing rate and air do not respond in a coordinated manner, especially during load swings. The fuel/air ratio is difficult to maintain at setpoint. The FD fan responds only to oxygen levels but not to total airflow demand.
- The system lacks proper alarms and suggested actions for operators. Operators are currently learning about the problems when it is too late. In addition, they do not have proper information to make decisions.
- Full automatic operation is not available to operators over the entire load range. The system lacks coordinated boiler turbine control, which makes it difficult to respond to changes in generation demand or boiler upsets.
Proposed Solutions
The goal is to achieve automatic operation over the entire operating range and achieve automatic response to changes in fuel quality and discontinuous fuel delivery. The system must include intelligent alarming and provide help screens to assist the operator in decision-making when incidents such as clogged fuel chutes occur. Condition monitoring of the various elements in the fuel delivery system is needed.
A new up-to-date automation system must include a coordinated control approach and a link to the existing turbine control to enable the coming requirements for AGC. The system needs an online real-time calculation of heat release in the furnace (that is, online calculation of fuel heating value that is used as a stabilizing fuel feedback). This will automatically deal with changes in fuel quality and delivery. Figure 9 shows a suggested future control strategy.

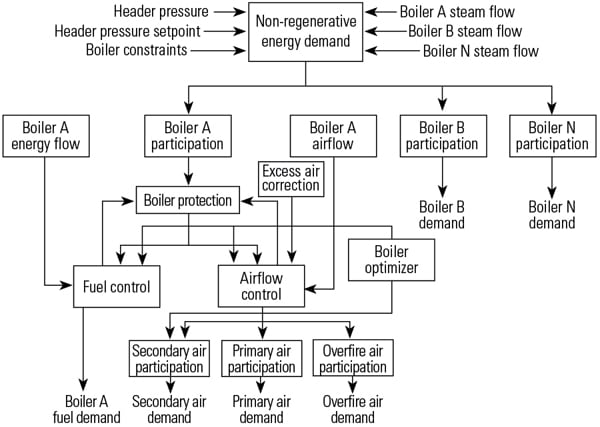
9. The plant control system consists of the following control loops: Unit demand is based upon a coordinated control concept that includes parallel operation of the turbine and boiler, nonregenerative feedforwards are used to move air and fuel in parallel, and teal-time heat release is used as a stabilizing feedback to the fuel control. Airflow measurements are based upon total airflow and bed temperature optimization. Source: Covanta Energy
The unit demand should be based on a nonregenerative feedforward that precisely over/underfires the boiler. Steam flow feedforwards are considered regenerative in nature, especially for solid fuels such as biomass whose heating values vary. The unit demand should include a continuous calculation of the turbine energy requirements. The unit demand should also provide for load-changing capability and AGC mode that is coordinated with the turbine controls. A mechanism to calculate the change in boiler stored energy will guide the amount of over/underfiring rate.
The system should also control fuel and air automatically from minimum load to full load in a parallel manner with airflow demand based on the unit demand. Oxygen should be used as a stabilizing variable that trims the airflow demand. The new control system should also optimize the ratio of primary air to overfire air as well as firing rate demand.
Combustion optimization should also improve the bed temperature symmetry, providing bed temperatures that shouldn’t vary more than 10 degrees from location to location. For the new control system to properly optimize performance, it should include a real-time calculation of the heat release in the boiler. This control routine would detect changes in fuel quality as well as any upsets in the fuel delivery system.
Two control system routines are in common use for detecting changes in fuel quality, and each has had good results at other plants:
- Online real-time heat balance application. Heating value calculations are quite common and require inputs to the system that might not be available in the system. Furthermore, the calculations tend to be based upon averages taken over several minutes and cannot be assumed to be usable for real-time control operations. They are very accurate. However, combining this calculation with an oxygen consumption calculation is a quick and easy way to provide a good derivation of Btu content that can be used for process control. Figure 10 shows how it is used in the system to bias the fuel and other processes.
- Change in stored energy application. It is well known that a boiler is a self-regulating process and that energy in is equal to energy out, but only at steady state. When not in steady state, the stored energy of the boiler changes, either up or down. When load on the units is increased, the energy input must be greater than the energy output to account for the changes in boiler stored energy, because stored energy increases nonlinearly with load. Thus, we overfire the boiler on an increasing load change to account for the increasing stored energy.
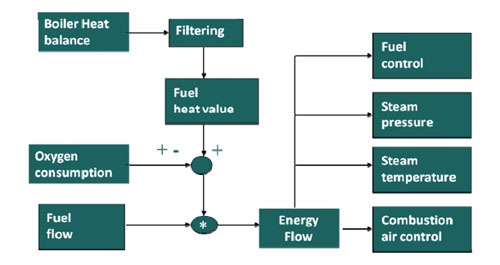
10. The heat balance and oxygen compensation calculation process is illustrated here. Source: Covanta Energy
An indicator of the amount of stored energy is drum pressure. However, we are only interested in the change in stored energy, because that is what must be supported by a change in the combustion rate. This principle can be used to detect changes in the heating value of the fuel. When stored energy is not changing (when the derivative of drum pressure is zero), energy in is equal to energy out. Therefore, no change in the combustion rate is required. If the heating value of the fuel changes, the derivative of drum pressure will become a negative value and cause the control to increase fuel to drive the energy in back to equal energy out. This calculation is used on hundreds of large and small solid fuel boilers with great success. Figure 11 shows an example of a heat release calculation used in the fuel control.
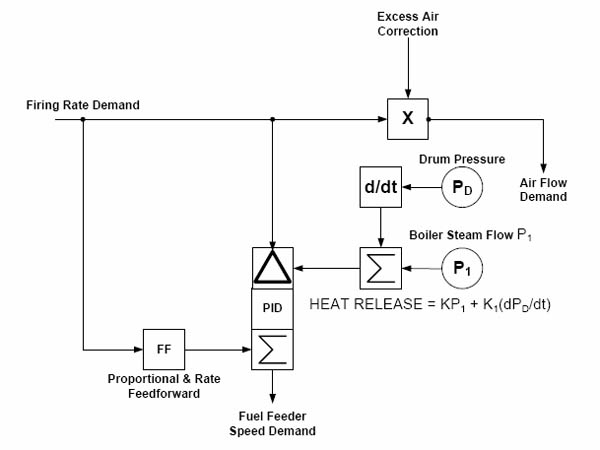
11. The heat release calculation can be used as fuel feedback in fuel control. The heat release calculation is composed of steam flow, or turbine first-stage pressure ± the derivative of drum pressure. The derivative of drum pressure is zero at steady state, indicating that the energy in is equal to the energy out. If fuel quality changes, the boiler’s stored energy will follow; thus the drum pressure component becomes a nonzero part of the equation. In this situation, the control system will attempt to balance input energy and output energy in the fluidized bed boiler. Source: Covanta Energy
More to Come
Biomass firing raises unique concerns that require unique solutions. Unfortunately, the average plant control system does not consider the control strategies just discussed. Optimization techniques and advanced applications are a necessity to remain competitive in a deregulated electricity market and to respond to tight air emissions rules. A new control system must have the ability to make online calculations of actual heat release in the boiler. The controls also must have intelligent alarming capability and operator help libraries so operators can custom-configure the system to address Delano’s unique challenges. We’ll report on our experiences with the plant controls upgrade project when the upgrades discussed are completed later this year.
—James McArthur is facilities manager and Tim Myers is plant engineer for Covanta Energy’s Delano Plant.