Spring training is when rookies and veterans alike are drilled on baseball’s fundamentals—throwing, catching, and hitting—regardless of the number of games or titles won in past years. Similarly, superior power plant performance is only achieved by a motivated plant team that’s well-schooled in the fundamentals of power plant operations and maintenance (O&M). One of those fundamentals is optimizing combustion.
The cost of fuel is by far the largest variable cost of operating a power plant. The typical coal-fired plant strives for the lowest possible heat rate for a given fuel supply in order to keep retail rates low. To lower their overall fuel costs, some utilities have adopted a fuel supply strategy based on spot market fuel purchases rather than the more conventional practice of hedging future costs with long-term fuel purchase contracts. This strategy makes more sense to accountants than to plant operators, and here’s why.
Purchasing lower-quality fuels will decrease fuel costs only if your plant is capable of reliably and economically burning the wide range of fuels available on the spot market. Some less-desirable fuels will increase boiler slagging and fouling and cause other serious operational and reliability problems. The decision to increase spot market purchases must be carefully considered, because it will add more operating risk to a plant already stressed by an aging infrastructure, workforce reductions, and a stagnant O&M budget. Using spot market fuels might lower fuel costs, but if a plant isn’t carefully optimized to handle a wider range of fuel types than were originally anticipated, the resulting increase in O&M costs could forestall lower power prices at the busbar.
Fuel flexibility consequences
Orlando Utilities Commission’s (OUC’s) Stanton Energy Center (SEC), located about 13 miles southeast of Orlando, features two 450-MW coal-fired plants and a 656-MW natural gas–fired combined-cycle plant (Figure 1). SEC has elected to fire spot market fuels with an extremely wide variation in quality over the past few years while attempting to maintain historic levels of plant reliability.

1. Fuel flexibility required. The Orlando Utilities Commission (OUC), Florida’s second-largest municipal utility, owns the two coal-fired plants at the Stanton Energy Center (SEC), commissioned in 1987 and 1996. A consortium of OUC, Southern Company, Florida Municipal Power Agency, and Kissimmee Utility Authority developed a third, gas-fired combined-cycle plant. SEC is a zero-water-discharge facility using about 10 million gallons of water a day from a nearby wastewater treatment plant. Courtesy: Orlando Utilities Commission
The plant’s challenge was to improve its systems and procedures to become fuel flexible enough to reliably burn a wide variety of fuels purchased on the spot market. This required SEC staff to quickly deal with the inevitable fuel-related problems—such as waterwall wastage, tube exfoliation and failures in the secondary superheater, and slagging and fouling in the furnace and convection section—before they became critical. The key to eradicating these problems, or at least making them manageable, has been SEC’s long-term plant improvement program to optimize the performance and life of the boiler and key components for lower-quality fuels.
Combustion fundamentals
SEC’s Unit 2, the focus of this case study, is a Babcock & Wilcox (B&W) balanced-draft, “Carolina Radiant” boiler rated at 3,305,000 lb/hr steam flow with a 1,005F superheat/reheat temperature. The boiler is configured with 30 B&W DRB-XCL burners. There are three burner levels on the front wall and two levels on the rear wall. Six overfire air (OFA) ports are on the front and rear walls. Fuel is prepared for firing by five MPS 89N mills. Primary and secondary combustion air is heated by one Ljungstrom regenerative air heater. The unit is also equipped with a selective catalytic reduction system (SCR), electrostatic precipitator, and a wet limestone scrubber for emissions control. One unique feature of this plant is that pulverized coal is burned with methane gas drawn from an adjacent municipal landfill. (Unit 1 does not yet have ultra-low-NOx burners, OFA, or an SCR.)
The 13 essentials of optimizing combustion in coal-fired boilers have been discussed in an earlier article. (POWER, October 2006, “Apply the fundamentals to improve emissions performance,” p. 26.) These fundamentals have been used to successfully improve the performance of many coal-fired plants, including SEC. The success of SEC’s project meant applying these essentials to improve load response and increase fuel flexibility while maintaining plant heat rate and reliability.
The project was broken down into nine core parts:
- Primary airflow measurement
- Secondary airflow measurement
- Pulverizer performance
- Burner performance
- Forced-draft fan performance
- Control damper settings
- Air heater performance
- Induced-draft fan performance
- Coal feeder accuracy
These components and settings were rigorously performance-tested and evaluated. Then a comprehensive plan was devised for necessary improvements to equipment and operating processes.
Space doesn’t allow for a thorough discussion of each system, or the many tasks that were part of each system analysis, or how the individual system performance tests were conducted. But we can give an overview of several of the more important tasks and their results. Also note that many of these systems are highly interrelated, making a series of performance tests necessary to completely understand how one system interacts with others.
The combustion air systems are good examples of the evaluation process used on this project. The amount of air required for proper fuel combustion can be calculated directly from the coal’s chemical constituents. As the coal properties change, airflow requirements also change slightly. When more carbon and hydrogen are bound in the fuel, that increases the amount of air required to fully combust the fuel. Recall that the total air used for combustion is split into three streams for the staged combustion of the fuel: secondary air (typically 55% to 65% of the total airflow) and primary and overfire air (each 15% to 20% of the total airflow). A fuel-flexible combustion system must be able to quickly change the amount of air and the airflow split when a fuel change is made.
The primary air transports pulverized coal from the mill to the burner to begin the combustion process by vaporizing moisture in the coal before combustion. Adding any surplus primary air will have a negative effect on fuel fineness, distribution, and combustion at the burner, which can lead to decreased emissions performance. Possible downstream effects of a furnace tuned for too much primary air include:
- Heat rate penalty caused by tempering air bypassing the air preheater.
- Reduced furnace residence time for carbon burnout.
- Increased slagging propensity.
- High carbon loss.
- High steam temperatures.
- High spray flows.
- High primary airflow, which increases erosion and mill circulation.
- Reduced once-through grinding efficiency of the mill, thus reduced mill capacity.
Remember that the total air also includes any unheated tempering air that may or may not be measured after the air heater, and any furnace casing leaks (in or out, as this is a balanced-draft boiler) can significantly degrade the results. Leaks must be identified early and repaired quickly, or the test results will be skewed.
Build on the basics
The typical primary air-fuel ratio for maintaining coal velocity exiting the mill relative to the secondary air velocity around the burner nozzle on most vertical spindle pulverizer systems is 1.8 pounds of air per pound of coal. Regardless of excess O2 setpoints, excess air requirements, or overfire air, the primary airflow ratio is the same at any given coal flow rate. Tuning the system to operate at this air-fuel ratio is the first step in building a primary airflow control ramp for the plant control system.
The second, and most restrictive, design criterion required control changes to ensure that a 3,000-ft/min minimum line velocity in each coal pipe is maintained. This is the minimum velocity necessary to entrain pulverized coal particles in an air stream, regardless of coal flow. Next, the primary airflow ramp on a vertical spindle mill, such as the MPS 89 mill, can be optimized for a nominal 1.8 air-fuel ratio, which determines the amount of primary air flow required at any load (Figure 2).
2. Select the right ramp rate. The horizontal portion of the line represents an operating regime under which the minimum line velocity is the controlling variable; the sloped line indicates the rate of fuel flow when the 1.8 air-fuel ratio controls the ramp rate of primary airflow. Source: Storm Technologies Inc.
Active tuning of the air-fuel ramp based on the fuel and mechanical condition of the coal pulverizer tolerances is rare today. However, this task is extremely important when comprehensively evaluating mill grinding performance and overall combustion performance. These days SEC actively adjusts air flow curves based on mill performance, coal quality, and pulverizer rejects to maintain optimal air-fuel ratios and unit response. SEC has found that unit response at lower loads may be reduced by maintaining the minimum primary airflow (following the curve, Figure 2), requiring an upward biasing of airflow at lower loads.
Breathe easy
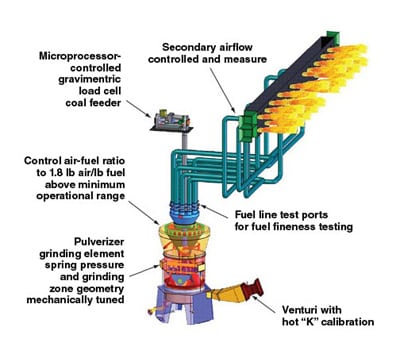
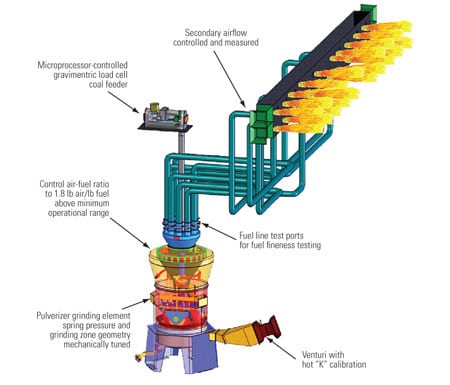
Just as important as maintaining the correct air-fuel ratio in the coal pipe from the mill to the burner is proper balancing of the air-fuel ratio between each mill and its burner. This is especially important because the path from each mill to the burners has a different pipe length and elevation to each of the five burner banks (Figure 3).
3. Injecting solid fuels. A properly tuned pulverizer; instrumentation to measure pulverizer throat velocity and venturi and orifices airflow; and a microprocessor-based gravimetric load cell coal feeder are required to balance the coal pipes from each mill to an individual burner and between the five mills. Fuel lines are also monitored for fuel fineness and distribution by periodic manual measurements. Source: Storm Technologies Inc.
Average boiler stoichiometry may not be a useful indicator for balancing mill performance, because the unit might be air rich on one side and fuel rich on the other. To obtain optimum performance in the furnace, air and fuel flows need to be balanced within acceptable tolerances. Our experience has shown that primary and secondary air flows should generally be balanced to within ±5% of the average, while fuel flow should be balanced to no more than ±10% of the average on a pipe-to-pipe basis. Keep in mind that 7% air imbalance and 14% fuel imbalance are conservative values for typical coal-fired plants. Not surprisingly, localized high-temperature zones and/or localized slagging issues are not uncommon under these conditions.
One of the first steps taken by the team was to balance the air-fuel lines within ±2% of airflow as part of a comprehensive fuel line–balancing process that accounted for:
- Clean air balancing within +2%.
- Measured primary air accuracy within +3%.
- Dirty air velocity measurements at optimum primary air-fuel ratio with a balance of +5%.
- Fuel line fineness balancing through classifier changes or fuel line distribution modifications to achieve +10% variation.
- Pulverizer “blueprinting.”
Plant technicians also began conducting periodic (quarterly or semi-annually, based on fuel quality) mill performance tests to optimize coal fineness and air-fuel ratios to the burners; at the same time they inspect classifiers to confirm that they are set with optimum tolerances. The coal feeders were also calibrated or refurbished as needed, and each mill was renewed to factory specs.
Hands-on testing required
Comprehensive diagnostic testing is commonly used to supplement plant instrumentation monitoring because of the accuracy desired. For example, sampling representative ductwork cross-sectional areas is important to accurately measure combustion airflow, and fuel conduit traverses are needed to optimize pulverizer and burner performance. Fuel fineness also has a huge impact on the flow distribution across the fuel conduits, because there is a point where very fine fuel mixed with air behaves much like a homogenous gas (Figure 4).
4. The key is coal fineness. Poor coal fineness often yields poor distribution as large coal particles and air mix to form a two-phase mixture that will not homogenize (left). Good fineness creates a homogenous and balanced mixture that behaves more like a gas than a mixture of air and fuel. Source: Storm Technologies Inc.
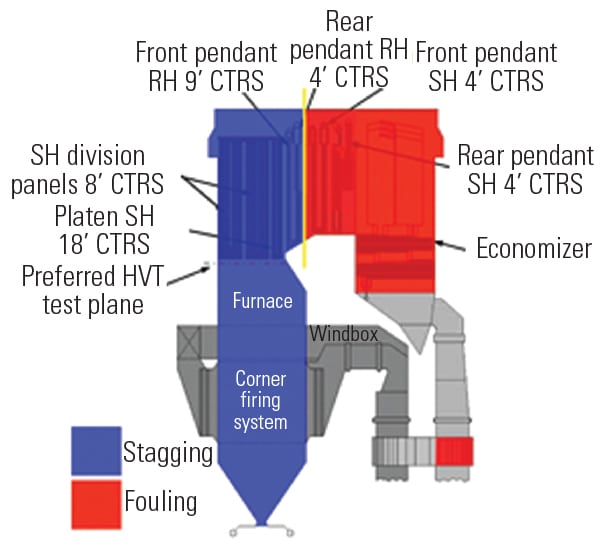
Temperature, CO, oxygen, and NOx profiles were measured with an HVT (high-velocity thermocouple) traverse, providing an indication of imbalances in air and fuel originating in the burner belt zone. Economizer exit flue gas was also profiled in conjunction with the furnace exit HVT traverses.
The furnace may experience secondary combustion when fuel flow, airflow, or overall stoichiometry control is lost. This situation can result in reduced lower furnace heat absorption and a corresponding reduction in the life of the superheater and reheater pendant sections because of increased gas temperatures leaving the furnace. High furnace exit gas temperatures coupled with high sulfur (which is typically high in iron) can increase the potential for slagging and fouling of the furnace and radiant surfaces and can increase waterwall tube wastage.
Finally, a system of semiannual combustion airflow device calibrations and periodic air heater performance tests were instituted to optimize the performance of the steam generator. Continuous attention to the daily details of inspecting and maintenance of key components is a must for Unit 2 to remain at peak performance (Figure 5). SEC has those tasks well in hand.
5. Stick with the system. Typical maintenance activities required during an outage related to fuel-flexible boiler operation. Source: Storm Technologies Inc.
Reduce the slag
The SEC plant operations team strives for reliable operation with peak environmental performance. In fact, the OUC tagline is “The Reliable One,” reflecting the company’s emphasis on reliable plant operations. However, reliability comes at the cost of increased O&M expense when greater fuel flexibility is needed.
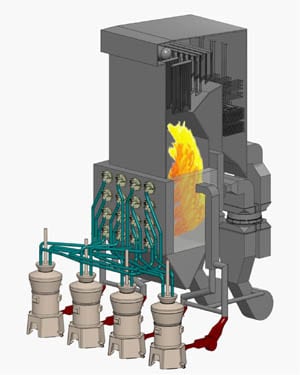
One of the most significant drawbacks of firing higher-sulfur coals containing high levels of iron is increased slagging, fouling, and fireside corrosion. The combination of staged combustion for low-NOx firing and operations with high-sulfur coals has long been a challenge for plant operators battling fireside corrosion and the thinning of boiler tubes (Figure 6).
6. Low-NOx burners have evolved. The complexity and difficulty of tuning low-NOx firing systems continues to increase. Source: Storm Technologies Inc.
Typically, using higher-sulfur coals correlates with increased iron in the ash. At SEC, sulfur content varies from 1.5% to 3%, with 20% ferric oxide. Operators have found that slag formation and the resulting reliability problems correlate well with these constituent levels. To reduce slagging and fouling to acceptable levels, the plant adopted the following operating requirements:
- Reduce the furnace exit gas temperature below ash fusion temperature to reduce the potential for slag formation.
- Combust coal in an oxidizing environment, since the ash fusion temperature is higher in an oxidizing environment and less char is formed with complete combustion.
- Avoid combustion in the superheater that forms slag due to secondary combustion and reduced ash fusion temperatures, as it is a reducing environment.
- Closely review the slagging characteristics of the purchased fuel. Coals with higher sulfur, iron, and lower ash fusion temperatures will produce more slag.
- Improve coal fineness to inherently improve fuel distribution.
- Improve fineness to reduce the formation of char, incompletely combusted carbon, and slag from ash in fuel. Doing so results in more complete combustion and less slag to form popcorn ash. (The popcorn ash increases in size as sulfates form, causing flyash to bind to the popcorn ash, which leads to SCR screen plugging and perhaps even air heater plugging.)
Rejuvenate your controls
The plant control system reaches across all the system boundaries to harmonize plant operations. A well-behaved combustion system relies heavily on system instrumentation and controls, as well as accurate controls tuning and final control element calibration. When calibrated well, most control variability and inaccuracy in the system controls can be eliminated.
Optimizing the controls is the final step after all the process measurement and control devices are correctly calibrated. Some older control systems may not have migrated to the latest control schemes available, so now is the time to do so. Many improved functional control schemes are available that will improve unit response and ramp rates and provide for finer control of combustion and primary airflows, fuel flows, and excess oxygen.
Challenges = opportunity
Many plants have installed flue gas desulfurization systems over the past few years, and many have a scrubber in their future. Some utilities are looking toward a future in which fuel flexibility might give them a market advantage; these utilities may have installed an oversized scrubber to enable the burning of higher-sulfur fuels later. On the surface, that logic makes perfect sense to the accountants. The challenge will always be whether the boiler can handle the higher-sulfur fuels that always seem to yield heavy slagging and increased waterwall tube wastage that will chew away at plant reliability. The boiler is the weak link, not the scrubber.
Carefully examine the combustion system improvements made at SEC Unit 2 when considering moving away from your design fuel spec. SEC was able to continue operating Unit 2 with a wider range of fuels because of a series of equipment and process changes implemented over several years. Today, Unit 2 continues to operate an average of just under 8,000 hours per year, as it has since 2000, with an average heat rate of approximately 9,900 Btu/kWh. That’s about 500 Btu/kWh better than the national average heat rate—quite an achievement given that the unit uses substantially poorer fuel than it was designed for. That result was made possible by modifications that now enable the unit to handle a wide range of high-sulfur fuels without degrading the performance of the boiler.
The authors would like to acknowledge Jim Czarniecki and Tony Engelmeyer of the Orlando Utilities Commission for their support and contributions to this project. We would also like to acknowledge the engineering staff of Storm Technologies Inc., especially Stephen Hall and Shawn Cochran.
—Stephen K. Storm (stephen.storm@stormeng.com) is executive vice president of Storm Technologies Inc. and is responsible for technical field service. Jack Lyons (jlyons@ouc.com) is a senior engineer at Stanton Energy Center.