As a boiler fuel, biomass has shown great promise while suffering from a slow development history. One factor limiting its use has been the combustion system. For the most part, conventional grate-fired boilers have been the only option. Today, the most efficient approach to burning biomass to produce electricity and steam is fluidized bed combustion (FBC). Whether you choose FBC or grate, biomass presents unique challenges to control system designers.
Biomass fuels include virtually any organic matter, such as waste wood from manufacturing, forest “slash,” animal waste, wastewater treatment plant sludge, and agricultural waste. Biomass has many advantages as a fuel for power generation, including being considered carbon neutral by most experts. Furthermore, most biomass fuels are inexpensive, readily available in specific regions, and qualify a power plant for government subsidies, all of which can make them economically attractive.
There are more than 100 biomass-fired boilers in the U.S., and scores of them have been in operation for many years. Some of these plants are of utility scale (see “PSNH’s Northern Wood Power Project Repowers Coal-fired Plant with New Fluidized-Bed Combustor,” August 2007). Most are owned by independent power producers (IPPs), including the 25-MW Rio Bravo Rocklin Power Station profiled in the December 2009 issue of POWER. Some are small captive plants designed to provide combined heat and power to support manufacturing processes, such as at paper mills and sugar refineries. Some even burn waste products from the manufacturing processes for which they make steam and electricity.
Fluidized bed combustion (FBC) is rapidly becoming the favored technology for burning most biomass-derived fuels. FBC technology is perfect for hard-to-burn fuels in any combination, but most importantly it is a proven technology for both small and large boilers.
FBC has two configurations. The bubbling fluidized bed (BFB) is a type of FBC for smaller plants, up to 100 MW burning 100% biomass. One example is Southern Power’s 100-MW Nacogdoches (Texas) plant, which will fire a 100% wood-derived biofuel. Commercial operation is scheduled for 2012. The circulating fluidized bed (CFB) is used for plants firing coal mixed with biomass. CFBs as large as 250 MW are firing coal and biomass in Europe.
The Nature of Biofuels
Biomass fuels present many unique challenges to the designers, owners, and operators of power generating plants that use them. Biomass, by its very nature, is ubiquitous, yet it has a wide range of chemical constituents and attributes that determine the equipment necessary to efficiently burn each type of fuel. Regardless of the combustion technology prescribed for a specific set of “design” fuels, the inevitable “off-design” fuel combination can play havoc with a plant’s combustion controls. For example, today’s load of water-soaked agricultural waste, even when mixed with low-moisture saw mill residue, can lead to unpredictable performance.
Biofuels, by their very nature, are nonhomogeneous. Their density, moisture content, chemical composition, and heating value all vary greatly. Furthermore, their fuel characteristics can vary with every day or even with each fuel delivery.
Blending biomass with coal is also becoming more prevalent, especially on grate-fired boilers, although some utilities are experimenting with blended fuels in pulverized coal–fired boilers (see “OPG Charts Move from Coal to Biomass,” April 2010 and “Drax Offers Model for Cofiring Biomass,” July 2010). These special cases present even greater challenges to control system designers and operators. The range of the biomass/coal fuel ratio and the variability of the biomass component must be considered when designing the combustion controls.
Unfortunately, many existing biomass plants use conventional control strategies that are not designed to deal with the wide variation in biomass attributes or varying fuel combinations.
FBC Handles Difficult Fuels
Fluidized bed boilers are designed specifically for “hard-to-burn” fuels, including coal waste, anthracite, wood, peat, bark, tire remnants, paper mill sludge, and the like. This combustor is ideal because it operates at lower furnace temperature, approximately 1,500F to 1,650F, which is below the threshold for thermal NOx formation, the primary source of NOx air emissions. By using adsorbents such as calcium carbonate (limestone) in the bed of the combustor, the FBC can capture sulfur dioxide in situ when burning sulfur-containing fuels and avoid expensive back-end flue gas desulfurization systems. However, biofuels by their very nature do not have sufficient sulfur levels to warrant the use of limestone additives. Expect to use selective noncatalytic reduction systems to remove the remaining NOx and baghouses to remove particulates with an FBC plant.
FBC boilers are used with fuels that are hard to burn and/or have low heating values. In FBC boilers, the bed (consisting of sand, ash, and fuel) is fluidized by high-velocity primary air (also called “underfire” air) and rises approximately 2 to 3 feet. Each of the “three Ts” attributed to good combustion—time, temperature, and turbulence—is a major factor in FBC technology.
Fuel residence time is increased significantly, thus reducing temperature (and NOx) and increasing turbulence, thus providing for the proper mixing of fuel, air, and any adsorbents that might be required with sulfur-laden fuels. At the bed temperatures at which the FBC operates, typically 1,550 to 1,650F, moisture contained in the fuel is not generally an issue.
Emissions are also a function of bed temperature, along with backend temperature. They must be controlled in a dynamic operating environment, regardless of biomass type. CO emissions are low in FBC boilers because of good fuel-air mixing, which allows operation with minimum excess air and therefore higher relative combustion efficiency.
Another advantage: The design of the FBC boiler provides for a higher level of stored energy, thus allowing relatively fast load changes.
Considerations for Biomass Boiler Control
Bubbling fluidized bed boilers employ high levels of primary or underfire air (as much as 70%) to push the bed upward and make it behave like a fluid. Residence time is increased, thus providing for thorough mixing of the fuel and air. Primary air is fed into a plenum below the furnace floor. The air comes from a forced draft fan and is controlled with a duct-mounted damper. Primary air is admitted to the furnace through a set of nozzles called “tuyeres,” which are mounted in rows in the floor of the furnace. The primary air velocity plays an important role in maintaining the bed at its proper level, thus ensuring thorough mixing of the fuel and air.
The remaining airflow is assigned for overfire air or secondary air. Separate dampers control each. The floor, known as the distributor plate, also serves to remove ash from the furnace. Figure 1 shows a typical BFB boiler with rows of tuyeres in the distributor plate.
 |
| 1. Controlled chaos. This illustration of a typical bubbling fluidized bed boiler includes the rows of “tuyeres” that line the furnace floor, which doubles as a distributor plate for the primary air supply. Bubbling bed boilers firing biomass have now reached utility sizes. Source: Metso Automation USA Inc. |
Staged combustion and lower temperatures also have disadvantages, such as higher CO, higher unburned hydrocarbons, and lower boiler efficiency (resulting from unburned carbon and CO). Therefore, it is important to keep the furnace temperature within a range to minimize these disadvantages and minimize NOx formation.
Overfire air or, more precisely, the ratio of primary air to overfire air, is one element used to control NOx. This ratio is used to control bed temperature, which has a direct effect on NOx formation. Total air is function of the boiler load, and how it is divided (primary air to overfire air) in the furnace has an effect on overall combustion efficiency and NOx formation. For instance, diverting more air to the upper levels reduces NOx formation.
Fuel Delivery System
Consistent, uninterrupted fuel delivery is another key to reliable performance and efficient operation of a unit. In too many plants, fuel delivery equipment failures are cited as the number one reason for poor performance and availability. Inconsistent fuel delivery can lead to the inability to match boiler output with turbine energy requirements, maintain throttle pressure, or maintain emission levels at or below what is required by environmental authorities.
Biofuel delivery systems are usually composed of some combination of drag chains, silos, metering bins, feeding screws, and/or gravity drop chutes—all of which present opportunities for discontinuity and/or unplanned stoppages. These systems are prime candidates for machinery condition monitoring. Combine delivery system problems with varying fuel characteristics, and you have a recipe for inconsistent energy input, inconsistent energy output, and inadvertent releases of hazardous air pollutants.
Note that the new Boiler Maximum Achievable Control Technology (Boiler MACT) rule will no longer permit operating above the limits for hazardous air pollutants during start-up, shutdown, or emergency conditions. The proposed new emissions standard was signed by the Environmental Protection Agency administrator on April 29, 2010, and is expected to be promulgated on December 16, 2010. For more information on the Boiler MACT rule, go to http://www.epa.gov/ttn/atw.
Control Objectives
We have discussed many of the concerns associated with firing biomass. Please note that all of these issues are relevant when co-firing biomass and coal, whether it is in an FBC boiler, grate boiler, or pulverized coal–fired boiler. The following objectives apply to any boiler-turbine control system, but especially to systems that have boilers that combust biomass fuels with much variation in quality:
- Maintain output to match demand.
- Maintain boiler-turbine balance (throttle pressure).
- Optimize for emissions and efficiency.
- Protect the boiler from unsafe operating conditions, especially fuel-rich conditions.
We have chosen a coordinated approach to meet these objectives. Note that we have assumed in this discussion that the plant uses a steam turbine. The turbine can be fed by any number of steam sources (such as multiple boilers) that are directly connected to a common steam header.
Maintain Output to Match Demand. First and foremost we must match generation to meet demand. A closed-loop generation control employing turbine first-stage pressure, megawatts, frequency bias, and operating modes must be employed. It must have an interface with the steam turbine control so that the coordinated control can directly operate the governor valves. Run-up/run-down capability also must be provided. This control function must linearize the governor valves with the power output. If there are multiple steam sources, each must have a similar control arrangement.
Maintain Boiler-Turbine Balance. The second objective, to fire the boiler to maintain boiler energy output (or that of a combination of steam clients) equal to turbine demand, is far more difficult. Note that when throttle pressure is at setpoint, the boiler and turbine are in balance—an energy balance, not steam flow balance. We are concerned with the total energy output and total energy input. The energy input must include energy to accommodate boiler storage, the level of which is nonlinear with steaming rate. To do so, we will first develop a firing rate demand signal and then the energy input into the boiler, which must remain in balance for proper plant operation.
The firing rate demand function computes the overall turbine energy requirement. It must be a linear calculation, be correct under all conditions, and not be affected by boiler upsets or changes in the energy input (such as changing fuel quality). The demand signal must also consider multiple steam sources, if they are present.
The demand calculation is taken from the well-known direct energy balance (DEB) coordinated control system. DEB is based on a normalized ratio of turbine first-stage pressure (P1) and throttle pressure (PT), which is called the energy balance (EB) calculation. Next, dynamic compensation for over/underfiring is added to the EB calculation. Throttle pressure setpoint (PS), also a normalized value, accounts for variable pressure operation, although this is uncommon in IPP installations. The EB is found as (P1/PT) x PS.
The EB is equal to one (100%) when the governor valves are wide open and zero when they are fully closed. The dynamic compensation is found as the derivative of the EB times the EB. The complete firing rate demand, including pressure correction, is illustrated in Figure 2. This is a proven application based upon more than 30 years of industry experience and more than 1,000 installations on boilers of all sizes.
 |
| 2. Stay in balance. The direct energy balance boiler demand calculation is nonregenerative and self-calibrating. It is also a measure of turbine energy and provides the correct amount of boiler over- or underfiring. Source: Metso Automation USA Inc. |
Now we must calculate the energy input to the boiler. For most boilers, including FBC units, a measure of the fuel delivery rate is derived from the screw feeder. Unfortunately, this approach is subject to error, as biomass constituents and moisture change. However, this is also true for plants that use gravimetric belt feeders. We need a way to compensate for the changes in fuel quality, density, moisture content, and so on in order to have a true measure of boiler energy input.
Over the years, several different methods have been used for solid fuel firing under these operating conditions. One method that has worked well with fluidized bed boilers is called the “fuel power compensator.” It is a real-time calculation that provides an accurate indication of the energy input to the boiler. It uses two separate calculations and combines them to bias the feeder speed signal.
The first calculation, based on heat balance, is very accurate but requires a relatively long period of time for each calculation. The second, faster calculation is based on oxygen consumption and requires as little as 20 milliseconds, although it is less accurate. Thus, we have a very accurate calculation that takes too long and another that is made very quickly but is not as accurate as we would like. However, when combined in the same control loop, they have proven to work extremely well in many applications, including applications that co-fire coal and biomass (Figure 3).
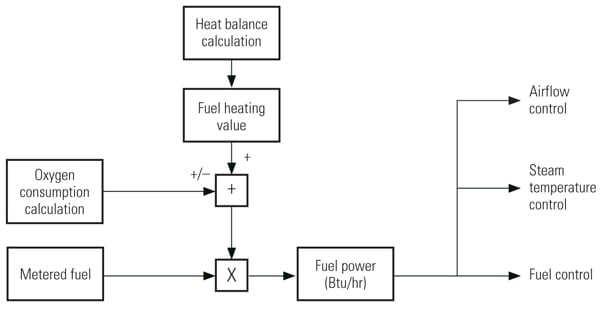 |
| 3. Compensating controls. The fuel power compensator calculation measures and compensates the fuel feedback signal for changes in heating value, which are common with biomass fuel supplies. Source: Metso Automation USA Inc. |
Figure 4 shows the response of a large FBC boiler with a fuel power compensator in which coal and biomass are cofired. In the figure, the rate of coal fed to the boiler is increased in steps by the operator, and the boiler is quickly responding to the total heat release in the furnace. Note how total boiler output (steam flow) remains unchanged as the control automatically decreases the amount of biomass to compensate for the increase in coal.
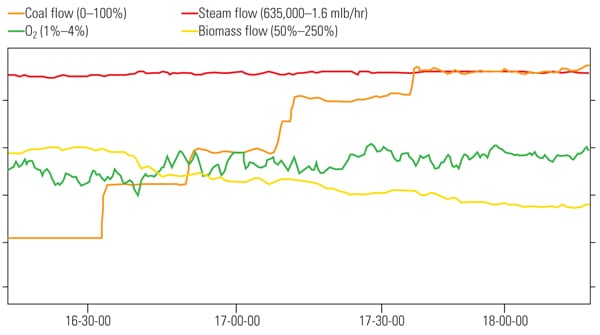 |
| 4. Fuel power compensator performance. The amount of coal fed to a boiler is manually increased in steps while the biomass control is automatically decreased by the fuel power compensator. Note that the steam flow remains constant. Source: Metso Automation USA Inc. |
Optimize for Emissions and Efficiency. Unfortunately, reducing or optimizing emission levels can also lead to lower efficiency; thus, optimizing both is largely a tradeoff. In addition, there are maximum emission levels that must be adhered to on a case-by-case basis for CO, NOx, and SOx. For instance, decreasing excess air decreases NOx levels but increases loss on ignition and plant heat rate. Also, in an FBC boiler, furnace/bed temperature is a major influence on efficiency and emission levels and is an important control parameter.
The process is not easy to model, nor easy to visualize. Multiple differential equations with strong cross-influences are the norm. Multivariable control systems and neural networks are used in many cases to optimize the process. In our experience, too many times these expensive and complex systems do not fulfill customer expectations because of their need for close monitoring and constant attention.
Another approach is to install well-known and easily available resident controller programs that can supplement the plant’s existing control system. One such combustion optimization approach developed specifically for FBC boilers combines the know-how, experience, and operating procedures of process suppliers and plant operators. This rule-based matrix infers a solution using “fuzzy-if-then” calculations that set the required control coefficients. It is a transparent system, not a black box. This approach uses as many variables as are available within the control system and, most importantly, the process model is described linguistically.
Figure 5 is an overview of the information flow used in this “fuzzy logic”–based combustion optimization scheme. The fuzzy logic combustion optimizer has been successfully employed on more than 20 different FBC boilers burning different combinations of biomass and coal, including a BFB boiler that burns peat, wood chips, and bark at a Stora Enso paper mill in Finland.
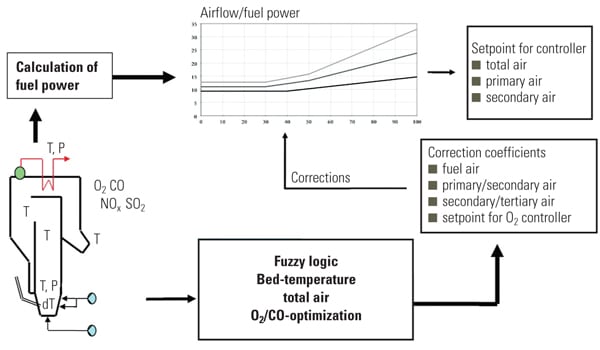 |
| 5. Fuzzy situation. In this configuration, combustion optimization relies on fuzzy logic, operator experience, a well-instrumented boiler, and an experienced controls designer. Source: Metso Automation USA Inc. |
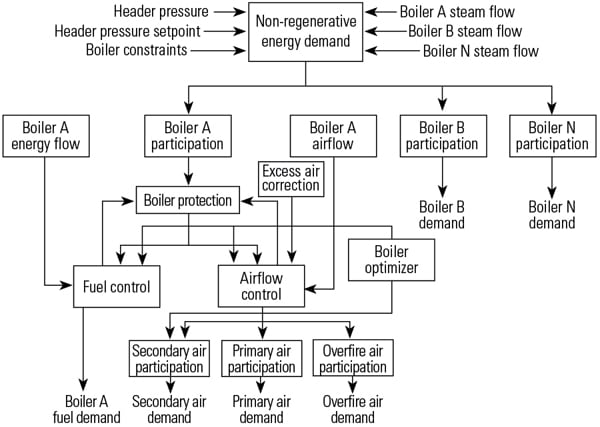
We are now able to combine all the pieces into a complete and coordinated design that is capable of interacting with automatic generation controls often required by the local independent system operator (ISO) for dispatch and coordination of plants operating in a region on a common grid. If this is a requirement, the controls must also compensate for the variation in fuel supply to meet the plant’s electricity supply commitments to the ISO. Figure 6 illustrates a comprehensive approach to plant controls that combines the previously described control designs.
 |
| 6. Put it all together. The complete control system for a biomass-fired boiler combines coordinated control techniques, boiler optimization, and the fuel power compensator. Source: Metso Automation USA Inc. |
Protect the Boiler from Unsafe Operating Conditions. The fourth goal is to ensure that the control system design protects the boiler under all operating conditions, specifically from dangerous fuel-rich conditions, because National Fire Protection Association 85 regulations are applicable to even the smallest biomass operations.
One method typically employed by many control system designers is called “cross limiting.” Simply stated, cross limiting means that the metered fuel is continuously compared to airflow demand, and the greater of the two is used as the demand signal for air. Furthermore, metered airflow is compared to the fuel firing rate demand, and the lower of the two is used as the demand for fuel. This method has several limitations; specifically, it is only accurate at a defined fuel quality for a specific fuel/air ratio. In the event that fuel quality decreases, the pressure control will increase the firing rate to maintain boiler output, but the cross-limiting algorithms will tend to decrease air, thus creating a potentially dangerous condition.
Under those conditions, a protection solution is required. The demand limit regulator (DLR), shown in Figure 6, monitors both the fuel and airflow errors. If either should exceed a predetermined limit, the firing rate demand is changed in the direction that reduces the error to an acceptable level. For example, should airflow become limited because of a stuck damper while increasing load, the airflow error increases until it reaches a predetermined limit that is unacceptable. The boiler demand is then run back until the airflow error is returned to normal. Note that the speed of the run-back is proportional to the unacceptable airflow deviation. In addition, if the boiler is run back, the DLR also runs back the turbine to maintain the required boiler turbine energy balance required under all operating conditions.
— Roger Leimbach (roger.leimbach@metso.com) is director of sales and marketing for Metso Automation USA Inc.