On my first project as a combustion control engineer, I was responsible for loop checks and for watching the experts tune the system controls. The first loop I tried to tune solo was the drum level control. At that time the trend-tune program defaulted to a 2-minute window, and no one bothered to mention to me that the proper time span to tune drum level control to is 20 to 30 minutes. I also zoomed in on the drum level, which has a normal range of ±15 inches, though my trend range was ±3 inches. Finally, I did not know that drum level can be a very "noisy" signal, so the hours I spent trying to tune out that noise were wasted.
Eventually, I got the bright idea to add a little derivative to the loop control. In the time it took to program 0.01 as the derivative gain and then immediately remove it, the boiler tripped. Thus began my career in boiler tuning.
In the 20-plus years since my inauspicious debut, I’ve had the opportunity to successfully tune hundreds of boilers, new and old, that needed either a control loop tweak or a complete overhaul.
Many inexperienced engineers and technicians approach boiler tuning with a heavy hand and little insight into the inner workings of individual control loops, how highly interconnected they are with other loops in the boiler system, or what change should be expected from the physical equipment the loops are to control. My purpose in writing this article is to explore these fundamentals and share my experiences. I trust these insights will be of value to the power industry and specifically to those who want to tune boilers for rock-solid stability yet agility when responding to process changes.
What Constitutes Good Control?
Every boiler ever built has its own set of peculiarities. Even two boilers built at the same plant at the same time to the same drawings will have unique quirks and special tuning issues. I begin with a description of the various boiler and subsystem control loops before moving to good boiler-tuning practices that are sufficiently robust to accommodate even minute differences between what should be identical boilers.
From a pure controls perspective, the most important goal is to tune for repeatability of a value, not the actual value itself. We do not care that there are exactly 352,576.5 pph of fuel going into the furnace; we only care that, for a given fuel master demand, we get the same amount every time. There will be process variation, of course, but the goal is to tune the controls to keep that variation as small as possible and then tune for accuracy.
Boiler control processes are where I will begin. Additional control functions outside the furnace will be explored in Part II in a future issue of POWER.
Operator Controls
The operator’s window into the control system is referred to as a master or as a hand/auto station, control station, or operator station. The station is the operator interface to a given control loop and is typically a switch located on the control panel in older plants or accessible from the operator’s keyboard in those equipped with all-digital controls. Typically, the control station allows the operator to move between manual and automatic modes of operation. All of the control loops discussed in this article combine to form the set of controls that manage the key boiler operating functions.
When a control loop is placed in manual mode, the operator will have direct control of the output. In automatic mode the output is modulated by the proportional-integral-derivative (PID) controller. In automatic mode the operator usually has some control over the set point or operating point of the process, either directly or through the use of a bias signal. Occasionally, as in primary airflow control, the set point is displayed either on the controller located on the control panel or on the computer screen graphic display. Cascade mode is a subset of the automatic mode in which the operator turns over control of the set point to the master, whose internal logic generates the set point. Usually, there is some digital logic that requires the station to be interlocked to manual, as well as control output tracking and set point tracking.
Furnace Pressure Control
Furnace pressure control is a fairly simple loop, but it’s also one that has important safety implications. The National Fire Protection Association (NFPA) codes, such as NFPA 85: Boiler and Combustion Systems Hazards Code, are dedicated to fire and furnace explosion and implosion protection. Before you begin tuning a boiler, you must read and understand the NFPA codes that apply to your boiler.
Balanced draft boilers use induced draft (ID) fans and/or their inlet dampers to control boiler furnace pressure. The typical control system has one controller that compares the difference between the furnace pressure and the furnace pressure set point that uses a feedforward signal usually based on forced draft (FD) fan master output. The output from the controller typically is fed through an ID fan master control station. Smaller units may have a single ID fan, but larger units usually have two or more ID fans. The most I have seen is eight ID fans for a single unit. In this case, the output from the control loop or master is distributed to the individual fan control stations.
The NFPA also requires some additional logic for the furnace pressure control loop to ensure adequate operating safety margins. There should be high and low furnace pressure logic to block the ID fan from increasing or decreasing speed, as is appropriate. For example, because this fan sucks flue gas out of the furnace, on a high furnace pressure signal the fan should be blocked from decreasing speed and on a low furnace pressure signal it should be blocked from increasing speed. On a very negative furnace pressure signal, there should be an override that closes the ID inlet damper or decreases ID fan speed. The settings of these signals are determined by the boiler and fan supplier during the design of the plant.
Also, on a main fuel trip (MFT) there should be MFT kicker logic. An MFT occurs when the burner management system detects a dangerous condition and shuts down the boiler by securing the fuel per NFPA and boiler manufacturer requirements. When fuel is removed, the flame within the furnace collapses violently, which can cause a lot of wear and tear on the boiler and related boiler equipment. It also presents the very real danger of an implosion. The MFT kicker should immediately reduce the control output to the fan(s) proportional to the load being carried at the time of the MFT and then release the device back to normal operation.
I am constantly amazed at how well furnace pressure can be controlled, especially when you consider the amount of fuel and air being injected into a ball of fire many stories tall and the ferocious and chaotic environment inside a boiler. The fact that a well-tuned system can maintain furnace pressure to – 0.5 inches H2O is remarkable.
A typical mistake made by boilers tuners is the use of very fast integral action to the furnace pressure controller. Furnace pressure changes quickly, but not instantaneously, so consider the size of your furnace and the amount of duct work between the furnace and the fans as capacitance in the system, because air is compressible. I recommend restraint when tuning furnace pressure when it comes to adding integral gain. Interestingly, the feedforward for almost every boiler is on the order of 0% to 100% in, and 0% to 80% out.
The trends in the following figures show what you should expect to see from your furnace pressure control. The plant from which these data were taken uses both fan inlet damper position and fan speed to control furnace pressure. Figure 1 illustrates an ID fan tuning trend and the reaction of the ID fans and the furnace pressure to a change in set point.

1. Blowing hot air. Induced draft fans are used to control furnace pressure and primary combustion airflow. In this test, induced draft fan and furnace pressure respond to a step increase in furnace pressure set point. Source: Tim Leopold
Airflow and Oxygen Trim
Forced draft fans are typically placed in automatic after the ID fan master is placed in automatic. Usually, the FD fan master is only controlling airflow; however, some boilers are designed with secondary airflow dampers that control the airflow. In this case the FD fan will control the secondary air duct pressure to the dampers (Figure 2).

2. Favorite trend. I typically monitor airflow, O2 content in the flue gas, and furnace pressure control when I tune airflow. The particular response of those variables was observed after a 20% load increase in coordinated control mode. Source: Tim Leopold
Air and, consequently, O2 control are critical to the safe and efficient operation of a boiler. The airflow signal is normally measured in terms of a percentage and is usually not available in volumetric or mass flow units. The obvious question is, "Percentage of what?" The answer is the percentage of airflow that is available from a given fan or system of fans. The actual measured pounds per hour of air does not matter, because air is free, and the final arbiter of proper airflow is the O2 content in the flue gas (gases leaving the furnace). Because of variations in coal heat content, air temperature, and combustion conditions inside a boiler, we ensure proper burning by measuring the amount of oxygen content in the flue gas, commonly referred to simply as O2.
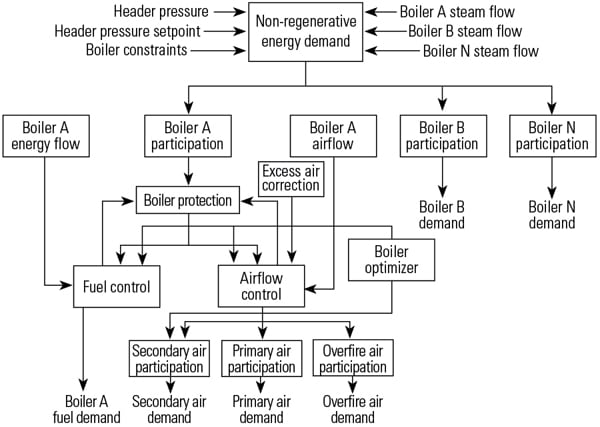
Pulverized coal has an interesting property: Under certain conditions of heat in a low-oxygen atmosphere, coal can self-ignite or even explode. Therefore, personnel safety and equipment protection require boiler operators to maintain excess O2 in the flue gas. The amount of excess O2 is determined by the load on the plant and the type and design of boiler. Typically, the load signal used is steam flow. In any coal-fired boiler, airflow demand is a function of the boiler firing rate or boiler demand (Figure 3). Gas- and oil-fired boilers have lower O2 requirements at higher loads.

3. Extra air is a good thing. A typical O2 set point curve for a coal-fired plant is a function of boiler firing rate or boiler demand. Minimum levels of air are required so that reducing conditions in the furnace never occur. Source: Tim Leopold
The term cross-limiting refers to the function of fuel flow that limits the decrease in air demand and the function of airflow that limits the increase in fuel demand. When decreasing load, the air demand follows its lag function and the fuel demand follows the boiler demand to ensure that there is always more air than fuel going into a furnace so explosive conditions never develop inside the furnace. When increasing load, the opposite is true. This is truly an elegant piece of logic.
The output from the boiler master is the boiler demand. Cross-limited air demand is developed by choosing the highest of four calculated values: boiler demand function, the lag of the boiler demand signal, a minimum value (per the boiler manufacturer under the NFPA codes), and a function of the actual fuel flow. The cross-limited fuel demand is selected from the least of three signals: boiler demand function, a lag of boiler demand, and a function of actual airflow. When load is increased, air demand follows the function of the boiler demand and the fuel demand follows its lag of the boiler demand.
To develop the air demand for your boiler, hold your O2 trim controller in manual at 50% output. At a low, medium, and high load, place your FD fan master, or secondary airflow dampers (if the boiler is so equipped), and your fuel master in manual. Then manipulate the airflow until you find the amount that satisfies your O2 set point requirement, using stack opacity as a reality check on the O2 set point. Next, manipulate the airflow characterization curve as required to allow the air demand to equal or slightly exceed the fuel flow or boiler demand. Record the airflow required for that fuel flow and then move on to another fuel flow setting. Three points should be sufficient for a good airflow curve.
Typically, the airflow measurement is a differential pressure taken in air ductwork and requires a square root in order to make it linear. Ensure that your signal is also temperature-compensated. Each boiler should have an airflow characterization curve that should be a virtual straight line. If it isn’t, I would be concerned about unexplained "correction factors" or "magic numbers" that should not be necessary.
Next, the characterized airflow is multiplied against a function of the O2 trim controller. The O2 trim control loop uses the set point curve, discussed above, plus an operator bias to calculate an O2 set point for various loads. This set point is compared with the O2 content of the flue gas used by the control system. It is best to have several O2 measurements because of striations or variations of temperature and oxygen that are present across the stack cross-section.
Different plants use different measurement schemes, selecting the average, the median, or the lowest measurement to control. O2 trim is designed to be a steady state trim of the airflow. If you, or your tuner, are trying to control airflow with the trim controller, stop it. The O2 trim controller should be mostly integral action with very little proportional and no derivative gain. Your time is better spent reworking your air demand curves or airflow characterization than attempting to tune the airflow using the O2 controls.
The output from the O2 trim control station then goes through a function generator such that a 0% to 100% input signal equals a 0.8 to 1.2 output signal. This value is then multiplied against the characterized airflow. This means that the O2 trim controller can adjust the airflow ±20%. In some extreme cases this amount can be varied, but for most boilers ±20% is more than sufficient. The final result is a signal referred to as "O2 trimmed airflow." This value is then used by the airflow controller to modulate the ID fans or dampers.
Because O2 trim control uses a primarily integral-only controller, it does not have the dynamic capabilities of most controllers. As a result, there are times when the controller should not be allowed the full range of control. At low loads, typically less than 30% to 35%, output from the O2 trim controller should not be allowed to go below 50% but should be limited to some minimum setting so that an air-rich atmosphere is always maintained in the furnace.
Also, when the lag function in the cross-limited air demand is driving air demand, airflow will lag behind. That is, the air will remain elevated for a period of time as the load, and the fuel flow, decreases. As a result, oxygen in the flue gas will spike up. If the O2 trim controller is not limited, the controls would see the O2 go higher than the set point and start cranking, cranking, cranking down. Then, when the load gets to where the operators have set it and the fuel flow is no longer decreasing, airflow demand will catch up with the boiler demand, and the O2 will quickly begin to fall. The controller will see the O 2 falling and begin to crank up. But because there is very little, or no, proportional gain, it will take a long time to bring the air back. This can result in an unsafe or, at the least, a nerve-wracking condition.
The NFPA requires some additional logic for the airflow control loop. There should be high and low furnace pressure logic to block the airflow from increasing or decreasing, as is appropriate. Because this fan forces air into the furnace, on high furnace pressure, the fan should be blocked from increasing speed; on a low furnace pressure signal, it should be blocked from decreasing.
Also, on an MFT there are NFPA and boiler manufacturer requirements that must be considered. One important consideration is the need to hold the air in place for a time after an MFT or if the airflow should drop very low during or just after a trip. The dampers should go to a full open position shortly after the loss of all FD or ID fans (providing a natural draft air path). Moreover, in the typical boiler air control system, if the ID fan is placed in manual, then the FD fan is normally forced to manual. If the FD fan is in manual, then O2 trim is forced to manual.
Drum Level and Feedwater Control
Feedwater is fed into the drum in a typical subcritical pulverized coal – fired drum boiler via either a series of valves in parallel with a series of constant-pressure feedwater pumps or a battery of variable-speed feedwater pumps. If the feedwater level in the drum goes too high, water can become entrained in the steam going to the turbine and can cause catastrophic results. If the drum feedwater level goes too low, the drum itself can become overheated, possibly resulting in catastrophe.
Feedwater (and drum level) control has two modes of automatic operation: single- and three-element control. The drum level set point for both modes is set by the operator. In single-element control the difference between the drum level and the drum level set point provides the error signal that is used by the single-element controller to control the rate of water entering the drum by modulating the feedwater flow control valve. Three-element control governs the three variables, or elements, that are used in this control scheme: drum level, steam flow, and feedwater flow.
Drum level control uses a cascaded controller scheme consisting of an outer and an inner controller. Steam flow is an indication of the rate at which water is being removed from the drum. A function of steam flow is used as a feedforward to the outer controller. The drum level error is then operated on by the outer controller. The output of this controller is the feedwater flow set point. The difference between this set point and the feedwater flow is then operated on by the inner controller. The output from this controller is then used to modulate the feedwater flow control valve.
Three-element control is much more stable and robust than single-element control. The reason that we use single-element control at all has to do with the nature of the instrumentation. Typically, feedwater flow, and occasionally steam flow, is developed by using a flow-measuring device like an orifice plate or a flow nozzle, where flow rate is proportional to differential pressure. However, a problem occurs at low flow rates (low boiler load), where differential pressures are not as solidly proportional as we would like and therefore untrustworthy for boiler control. Consequently, single-element control is used at low loads.
A well-tuned drum level control can be placed in automatic as soon as a pump is started. By the time steam flow has passed 25% of the total range, we can consider steam flow signals to be reliable. That is a good point at which to switch to three-element control.
There really is not much in the way of manual interlocks or control tracking when it comes to the drum level loop. If the drum level signal or the feedwater flow valve control output goes out of range, or no pump is running, this station is normally locked to manual mode. That’s about it.
Normally, tuning for the single-element controller consists of big proportional and very small integral gain settings. Tuning for the three-element controller has some additional requirements. As in any cascaded loop, it is absolutely crucial that the inner controller be tuned as tightly as time will allow. The inner controller, the feedwater controller in this case, must have an integral action that is faster than that of the outer, or drum level, controller (Figure 4). This is true for all cascade loops.

4. Rapid responder. A typical coal-fire boiler with a properly tuned drum level control will respond very quickly to a substantial load increase (top) or load decrease (bottom). The dynamic response of other key variables in boiler drum level control system is also illustrated. Source: Tim Leopold
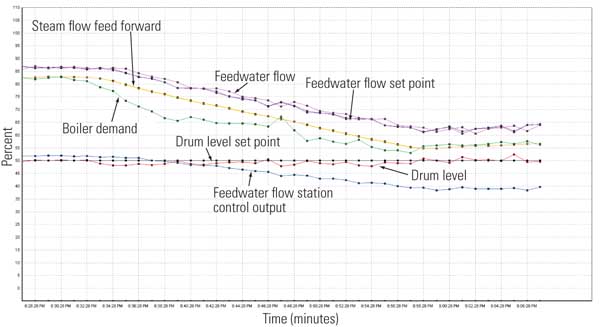
You may notice that as the load decreases, the drum level sags downward, and as the load increases, the drum level is slightly elevated. This means that the steam flow feedforward is just a tad too strong. A minute adjustment to the feedforward signal can add stability to the control loop (Figure 5).

5. Small is big. A small increase in the feedforward signal added more stability to the drum level controls. Only very small incremental changes in feedforward should be made when tuning drum level controls. Source: Tim Leopold
Superheat Temperature Control
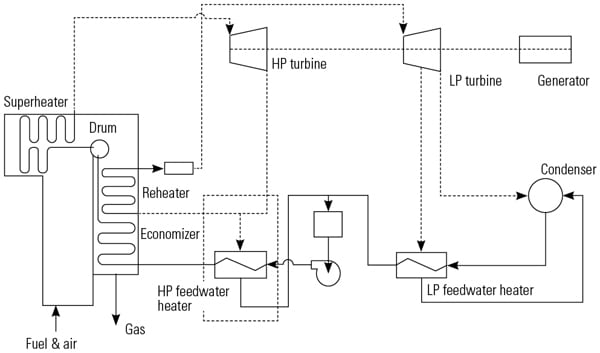
Superheated steam temperature control is very straightforward. Normally, steam leaves the drum and travels through a primary superheater(s) before entering the desuperheater, where attemperating water is mixed with the steam to modulate its temperature before it enters the next superheater section. After the steam passes through that superheater, the outlet temperature is measured.
If the inlet temperature to the superheater is a measured variable, the preferred method of control is a cascaded loop. In this case the outer controller uses the superheater outlet temperature as the process variable. The output from the outer controller is the inlet temperature set point. The output from the inner controller is spray water demand. If the superheater outlet temperature is the only available measurement, then we are forced to use a single-element control loop. In either case, it is important that the controls are equipped with a feedforward signal.
A variety of signals can be used for the superheater temperature control feedforward. Usually, the boiler demand is a good starting point for the feedforward because this signal anticipates the measured temperature signals. My experience is that the boiler demand usually has a well-defined relationship with the superheater temperature.
Other measured variables are available to supply the feedforward signal. Throttle pressure is usually used in tandem with the throttle pressure set point as an indication of over- or underfiring of the boiler, but throttle pressure is transient in nature. Airflow versus fuel flow or steam flow may be used in the same way. The ratio of fuel flow to the top mill versus the other mills is a good indicator of the changing dynamics in the boiler, especially if the boiler is large and has many burner levels. In this case it is a good rule of thumb to think of the top elevations as affecting temperature more than pressure, and the lower elevations as affecting steam pressure more than temperature. Finally, the reheater temperature control affects the superheater temperature to a greater or lesser degree, depending on the type of boiler manufacturer and its method of control.
The feedforward signal development may include both static and dynamic functionality. The static cases are basically a function of the variable that you are using. Dynamic feedforward refers to a derivative kick based on the movement of the chosen variable. For example, the ratio of airflow to steam flow might be used as an indicator of the boiler’s movement up or down, and the feedforward then can be manipulated accordingly.
Patience is a virtue when tuning these feedforwards, because steam temperature processes may have long time constants.
Reheat Temperature Control
It is an interesting fact that superheater spray adds to the efficiency of a unit but reheater spray flow decreases the unit’s efficiency. Maximum boiler efficiency is always the goal, so boiler manufacturers have developed alternative approaches to control reheat steam temperature.
Babcock & Wilcox uses a gas recirculation fan to move flue gas from the outlet of the boiler back into the furnace, either directly or through the secondary air wind box. More recirculation yields higher furnace temperature and, therefore, higher steam temperatures. Combustion Engineering, now Alstom Power, is famous for its tangential, tilting burner design that can move the furnace fireball vertically to control steam temperatures. Foster Wheeler boilers use a superheat/reheat gas bypass damper to shunt flue gas to the appropriate gas pass ducts to control reheat temperature. Spray valves are also used in each design, although the reheat temperature set point to the spray valve controller is usually several degrees higher to keep the reheater spray to a minimum.
The setup for the reheat temperature spray valve control is the same as that for the superheat temperature control: two valves (modulating valve and block valve), an attemperator or desuperheater, and a reheater section. However, reheat steam temperature control is not normally a cascaded loop. Assuming that the primary method of control (gas recirculating fan, tilting burners, or bypass damper) is operating, the sprays are held in reserve. The operator-adjustable set point is used directly by the primary control mechanism. A sliding bias is added to the set point before it is sent to the spray controller. Usually, the spray set point is set higher than the primary reheat temperature control set point before the sprays are enabled, to reduce the reheater spray flow.
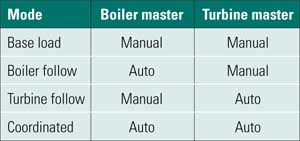
Part II will look at fuel flow control, pulverizer air control, and overall plant control options such as boiler- and turbine-following modes and plant coordinated control.
–Tim Leopold (tim.leopold@hotmail.com) is a field service engineer with ABB and has more than 20 years’ experience tuning controls on power plants around the world. His book You Can Tune a Boiler But You Can’t Tuna Fish is slated for publication in March.
|
. |