COOLING TOWERS
Assess your cooling tower’s condition
The aggressive operating environment that cooling towers are subjected to can accelerate their deterioration in many unexpected ways. This article explores how the following environmental effects must be considered when developing measures to extend the service life of a cooling tower:
- Freeze-thaw deterioration. Cooling towers in northern environments are exposed to cyclical freezing and thawing of wet concrete. When ice forms within the concrete, expansive forces can cause cracking and deterioration of the concrete matrix.
- Corrosion of embedded steel reinforcement. Concrete normally has a pH of about 12.5, providing a highly alkaline environment for embedded steel reinforcement. A thin passivating film normally forms on the steel as a protective coating against corrosion. If this film is compromised, corrosion can result.
- Chloride ion levels. Some cement constituents in concrete can chemically bind with chloride ions, averting corrosion until a threshold concentration is reached at the surface of the embedded steel. The generally accepted threshold is 0.20% acid-soluble chloride ion by weight of cement. In the presence of moisture and oxygen, chloride concentrations at and above this level can penetrate the passive film on the steel and initiate corrosion.
- Carbonation. Carbonation occurs when CO2 in the air reacts with calcium hydroxide and other hydration products present in concrete to form predominantly calcium carbonate and water. Calcium hydroxide has a pH of 13, while the pH of calcium carbonate and water is 7. When the pH of the concrete at the steel surface drops to about 10, the alkalinity is insufficient to maintain the passivating film on the steel and, in the presence of moisture and oxygen, the reinforcing steel will corrode.
- Sulfate attack. Sulfates can react with aluminates and water to form expansive compounds capable of breaking down the integrity of cement paste in concrete. Sulfate attack is a particular problem in areas with high-sulfate soils and groundwater. Elevated sulfates in cooling tower water can lead to gradual degradation of surface concrete.
- Demineralized or acidic water. Where cooling water is demineralized, it can slowly break down surface concrete by leaching cement paste from the concrete matrix. Similarly, cooling water that is mildly acidic (as from some natural sources) can erode surface concrete over time.
- Alkali-silica reaction (ASR). ASR is a reaction between alkali constituents within concrete and certain siliceous aggregates. A primary source of alkalis is portland cement, but other concrete constituents can also contribute alkalis. In addition, because ASR is fed by moisture, the cooling tower environment can produce ASR-related distress while it may not occur in nearby structures built with similar aggregates.
Many NDT options available
Owners need to routinely evaluate the condition of their cooling tower structures, as many of the failure mechanisms outlined above are hidden or occur without warning. Simple steps—such as visual inspections of all accessible areas by an experienced engineer—should be taken annually.
Discovery of excessive cracking, rust staining, concrete spalling, or surface softening are clues requiring a more thorough investigation. If needed, a variety of nondestructive testing (NDT) techniques are available, such as hammer sounding, impulse radar testing, and covermeter to evaluate the presence and depth of the steel; stress-wave methods to find deteriorated concrete; and half-cell potential tests to identify the presence of active corrosion in a structure. ACI 228.2R, Nondestructive Test Methods for Evaluation of Concrete in Structures, provides a detailed description of these and more concrete test methods.
Two case studies
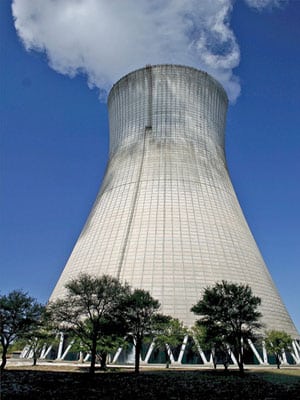
The first case study involves a Midwestern two-unit nuclear plant with two reinforced concrete hyperbolic natural-draft cooling towers (Figure 1). Our interest was with Unit 2’s tower, which had been placed into service 21 years earlier.

1. Challenging assignment. Two hyperbolic cooling towers were the subject of a detailed condition assessment by CTLGroup consultants. Courtesy: CTLGroup
CTLGroup was engaged by the owner to perform a condition assessment during an April 2007 scheduled outage. A similar inspection five years earlier had found soft concrete areas near the top and evidence of poor concrete consolidation at horizontal concrete placement lift joints. Also, several canopy beams had impact damage caused by falling ice. In addition to a follow-up inspection of the soft concrete, CTLGroup was asked to evaluate the condition of various structural elements, record any observed deterioration, identify any long-term durability concerns, inventory those areas that needed near-term corrective action, and recommend corrective measures (Figure 2).

2. Detailed inspection. The inspection program on Unit 2 included the floor of the cold water basin of cross-struts, thrust blocks, portions of the abandoned hot water basin, and the underside of canopy beams. Courtesy: CTLGroup
The investigation began with hammer sounding at representative and accessible locations at the bottom of the shell exterior and at thrust blocks, columns, basin walls, and slabs. In addition, covermeter testing at representative areas at the bottom of the shell exterior and at an abandoned cooling structure column were completed.
The investigators identified cracking and localized concrete deterioration to the tower’s structural components. The observed cracking and deterioration were not judged to be an immediate threat to structural integrity. CTLGroup also recommended a series of repairs be made immediately, including removal and repair of all loose cracked and spalled concrete. A number of potential future problem areas were identified for the owner to make routine inspections of to ensure that the deteriorated areas don’t expand.
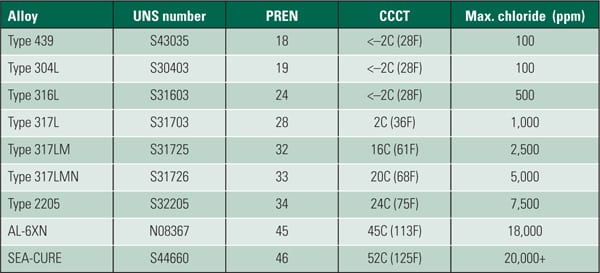
The second case study involves a two-unit coal project in the eastern U.S. that was placed into service about 35 years ago (Figure 3). By 1985 the two natural-draft concrete cooling towers began exhibiting signs of concrete deterioration, embedded steel corrosion, and water leakage through the thin shells.
3. The fix is in. Before rehabilitation, 370-foot-tall cooling towers exhibited significant concrete deterioration, prompting an inspection of every square foot of the tower. Courtesy: CTLGroup
An investigating team composed of company staff engineers and CTLGroup consultants was assembled and charged with preparing a comprehensive condition analysis report on the towers.
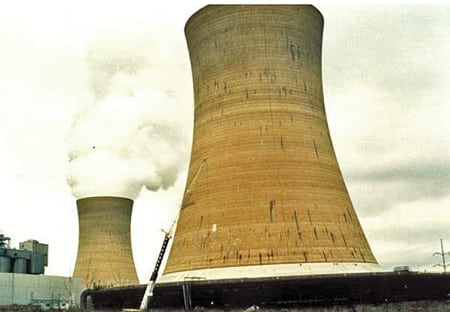
The size and geometric configuration of the towers made access for thorough inspection and repair challenging. A platform was erected on the outside of the shell just below the top of the tower to provide access for inspection and repair. Below the platform, a trolley rail was mounted to provide horizontal movement for suspended cable-climber scaffolds. Plant staff removed core samples and sent them to a laboratory for compressive strength and accelerated freeze/thaw testing. Copper-copper sulfate half-cell measurements were used to assess active corrosion (Figure 4).
4. Inside out. Areas where an NDT examination revealed soft concrete or rebar spalling were opened up and repaired. Courtesy: CTLGroup
An NDT examination team hammer-sounded every square foot of concrete in both towers, and questionable areas were further examined using pulse-echo micro-seismic tests. Inspectors used paint to mark deteriorated concrete for subsequent removal by the contractor. Grid markers also were attached to the shell. These were used in mapping the deteriorated and repaired areas, for planning the work, and in quality control documentation.
The team determined that the main cause of the shell deterioration was freeze/thaw action on non-air-entrained, poorly consolidated concrete. The inside shell deterioration was the result of leaching of cement paste by demineralized water from the tower operation. Cracks in the support columns and ring beam that paralleled the reinforcing steel were attributed to drying shrinkage of the concrete.
The final study report recommended the deteriorated concrete be replaced, the cracks sealed, and a coating applied to the inner surface of the shells. This would seal and dry out the existing non-air-entrained, saturated concrete to increase its long-term resistance to the freezing/thawing environment.
CTLGroup’s rehabilitation team used then-state-of-the-art computer modeling to help ensure that structural integrity was maintained throughout the duration of the project. The structural analysis program also allowed for continuous updating of input data, taking into account the progress of the repair work. A comprehensive quality control program incorporated materials testing, pre-qualification of shotcrete crew members, and oversight and inspection of repair installation.
Another inspection 15 years after these repairs were completed found no sign of concrete distress. In fact, the entire rehabilitation project earned a longevity award from the International Concrete Repair Institute in 2005.
—Contributed by Peter R. Kolf, PE, SE (pkolf@ctlgroup.com), a principal structural engineer, and David L. Byrd, PE (dbyrd@ctlgroup.com), an engineer with CTLGroup (www.ctlgroup.com).
WELDING
Proper technique for vertical-up stick welding
Vertical and overhead stick welding have never been so popular. Flat and horizontal are the fastest welding positions to use, but when vertical or overhead welding with a stick electrode cannot be avoided, doing it well requires attention to several considerations (Figure 5).

5. Standing tall. Vertical and overhead stick welding skills are in greater demand than ever before. Courtesy: Lincoln Electric
First, choose the right electrode
Fighting gravity is the main concern in vertical-up welding—or with any position that is 45 degrees or steeper. Stick electrodes with an American Welding Society (AWS) classification of 7018 are considered the first choice because of their lower iron powder content. The molten metal produces a puddle that can freeze quickly and is less inclined to drip off the work during its liquid state.
AWS 6010 also can be used for similar reasons, but 7018 enables a faster weaving pattern (Figure 6). Using 6010 requires a stacking or a whipping technique, where the stick is intermittently pulled in and out of the puddle. A 6010 electrode will help overcome poor surface conditions, but using it takes more time and skill than weaving with 7018. Those new to vertical-up welding sometimes mistakenly choose a 7024, which lacks proper fill and often drips uncontrollably down the work.
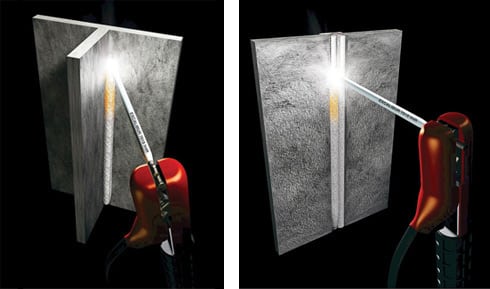
6. Whip your stick. Vertical or overhead stick welding requires mastery of several new techniques and selection of the right stick material, such as AWS 7018, which allows a faster weaving pattern on fillet (left) and butt welds (right). Courtesy: Lincoln Electric
Next, create a “weld shelf”
Of the five welding positions—flat, horizontal, overhead, vertical-up, and vertical-down—vertical-up is the slowest because the welder needs to combat gravity. A slow travel speed provides better penetration than vertical-down, so the technique is required on most material heavier than sheet metal.
The trick to both vertical and overhead welding is preventing the puddle from spilling out of the weld. For material heavier than sheet metal, vertical welding generally should be performed uphill. Welding sheet metal can be performed downhill because less penetration is needed, and the faster travel speed produces cooler temperatures that prevent burn-through.
Vertical-up can be compared to bricklaying in that the welder slowly creates a weld base from the bottom up, one small section at a time, and continuously works above each previously laid weld. Each newly laid lower weld acts as a base upon which subsequent welds are made. That lower bead is referred to as the “shelf.”
Each shelf step should be about 1.5 to 2 times the diameter of the electrode. A 1/8-inch electrode would create about a 1/6- to ¼-inch puddle needed to freeze in time to uphold the next weld.
When weaving vertical-up with a 7018 electrode, zigzag back and forth and allow each puddle section to freeze in place in time to weld up to the next stair step. Hold the electrode slightly uphill and keep a short arc to gain better penetration and fusion.
During a weave, focus on welding the sides of the joint. Pause briefly at the sides to allow the bead below to cool and the lower shelf to form. Watch the puddle closely to allow the slag to drip off the shelf. Slag trapped in the weld will impair strength and diminish appearance. If the base metal overheats, the puddle will spill. If you see this start to happen, quickly move the electrode away from the crater without losing the arc.
With a 6010 electrode, a stacking technique replaces the 7018 weave. The stack should resemble poker chips—each chip creating a shelf for the next level. To stack a vertical-up weld, keep the electrode in the root of the material. As the puddle forms, whip the electrode upward, while maintaining the arc. When the puddle freezes, return the electrode and apply another level to the leading edge of the weld. Continue until the weld is complete. Again, each puddle should be roughly 1.5 to 2 times the diameter of the electrode.
Avoid undercutting
One error to avoid while weaving is undercutting. This is when the work is gouged without sufficient filler metal, as gravity draws the filler metal away from the work. One way to avoid this is by reducing current and slowing the process. Sometimes simply reducing the puddle size improves operator control.
Better out-of-position welders watch the puddle closely. They learn to read its characteristics. In both weave and stacking techniques, the slag should drip off the shelf, while the puddle forms well enough to fill the gouge and stay in place.
Use low power settings
Because a vertical-up puddle needs to freeze quickly and in place, lower amperage settings are needed to maintain control. Welding in the flat position has the benefit of gravity and can be performed at lower temperatures and faster travel speeds.
In general, use the lower end of an electrode’s amperage rating when welding vertical-up or overhead. For instance, power to 120 to 130 amps using â…›-inch 7018 electrodes, and 90 to 100 amps for â…›-inch 6010 electrodes.
Flux-cored welding vertical-up
Flux-cored welding has replaced some of the traditional stick welding in many construction markets because of its faster productivity from a continuously fed wire. But many ironworkers prefer stick, which can be more convenient if the work is shorter in duration.
When welding for extended periods in one place, flux cored might be a good alternative. If that’s the case, all the same rules apply as for the vertical-up 7018 stick weaving technique. Build a shelf and weave upward slowly enough to allow the level below to freeze while not overheating the base metal (Figure 7).

7. Safety always comes first. With any out-of-position welding, all of the standard safety precautions for flat horizontal welding should be increased because of the added risk of falling molten metal and spatter. Safety glasses and a proper helmet, gloves, long sleeves, and leather or fire-retardant clothing are a must. Safety-toed shoes will prevent liquid metal from burning through to the skin. Courtesy: Lincoln Electric
Becoming certified to weld in a vertical position is a good idea for anyone planning to do repeated vertical-up welding. Another benefit is that anyone certified in vertical welding is automatically certified in flat horizontal welding.
—Contributed by Bill West, training manager for The Lincoln Electric Co. (www.lincolnelectric.com).
MATERIAL HANDLING
Move material with a sonic horn
A sonic horn (also called an acoustic horn or acoustic cleaner) produces and amplifies low-frequency sound vibrations at high intensity to fluidize and remove material buildup. Because the sonic horn doesn’t apply mechanical vibration, it doesn’t compact material or segregate it by particle size and is less likely to cause vessel failure than a continuously operating mechanical vibrator.
A sonic horn is also used to start bulk solids flowing from vessels and to ensure vessels are completely emptied to prevent batch-to-batch contamination in some applications. Unlike an air cannon, which directs a narrow localized air blast into one vessel area, the sonic horn provides fluidization throughout the vessel. The horn also uses less compressed air than an air cannon, eliminating a need for a large compressed-air reservoir, which can be a source of potential moisture contamination. The sonic horn also eliminates the labor required for injecting fluidizing air into a vessel with a manual air lance.
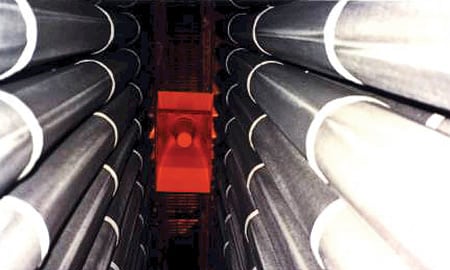
Sonic horns have widespread application in dust collectors, where they can fluidize dust collected in hoppers to aid discharge and can be used in conjunction with the filter-cleaning system — even replacing a baghouse shaker system — to dislodge dust from filters. Among the major benefits are reducing pressure drop across the collector and extending filter life (Figure 8).

8. Keep it clean. Sonic horns are used to reduce dust accumulation in areas that are difficult to access, such as this baghouse. Courtesy: Industrial Accessories Co.
How the sonic horn works
The sonic horn consists of three main sections: a driver, which includes a compressed-air inlet and a steel diaphragm; a cone-shaped chamber called a bell with a round or square cross section; and a larger-diameter horn outlet. The horn can be equipped with a mounting flange at any of various points along the horn, depending on how it will be installed.
In operation, an automatic timer linked to the sonic horn driver’s compressed-air inlet releases a burst of 60- to 80-psig compressed air into the driver. Typically, each air burst lasts several seconds (up to about a 20-second maximum), with the intervals between bursts depending on the application. The air burst entering the driver causes the diaphragm to vibrate. This produces sound waves that are amplified as they move out through the bell, which functions much like a handheld megaphone. The sound waves move through the horn outlet into the vessel and displace the air, producing low-frequency sound vibrations at a high-pressure acoustic energy level. Because sound waves are pressure waves, they cause pressure fluctuations that break the bond structure in the material buildup. This fluidizes the material and facilitates its flow from the vessel.
The vibrations’ acoustic energy level falls within a fixed frequency band determined by the bell’s shape and size.
Where horns are installed
The sonic horn is typically top-mounted in a storage vessel, usually in the access hatch on the vessel’s roof, so the sound vibration is directed down into the materials. A second sonic horn can be bottom-mounted on the vessel’s cone section, just above the discharge or at the cone-body transition point, with the horn outlet facing inward to break up material bridges above the discharge. In some cases, the bottom-mounted sonic horn is installed on a small fluidizing chamber mounted below the vessel discharge (Figure 9).
9. Play it loud. A typical sonic horn uses compressed air to produce acoustic energy to fluidize materials. This horn is installed in the baghouse of a coal-fired power plant. Courtesy: Industrial Accessories Co.
On a hopper truck or railcar, the sonic horn can be top-mounted in the roof’s loading hatch to fluidize compacted material and break up ratholes. A second horn can be bottom-mounted at the truck or railcar’s discharge to fluidize compacted material and bridges above the discharge.
Sound pressure level
The sonic horn’s ability to remove material buildup depends on its sound vibration intensity, or sound pressure level, and is measured in decibels. To fluidize most materials, the sound pressure level must be above 120 decibels. The greater the sound pressure level, the more effective the material removal.
Low-frequency limits
The sonic horn’s sound frequency is typically between 125 and 250 Hz. Frequencies above 250 Hz begin to enter the audible spectrum and may annoy nearby plant workers. Frequencies lower than 60 Hz not only lose their power to remove material buildup but can damage solid structures, such as silo walls and support legs, and mechanical connections, such as feeders and dischargers.
—Contributed by Glenn Smith, CEO of Industrial Accessories Co. (www.iac-intl.com).