Big returns frequently require big risks. But taking carefully calculated risks increases the odds of winning, as the construction of Wisconsin Public Service Corp.’s 595-MW (gross) Weston 4 demonstrates.
Weston 4 is among the few next-generation supercritical projects expected to enter service in the U.S. this decade (Figure 1). Wisconsin Public Service Corp. (WPSC) selected the supercritical pulverized coal design for all the right reasons: life-cycle economics, the lowest practical emissions, and technology that has proven itself in decades of service. The $750 million Weston 4 will provide reliable and cost-competitive power for the utility’s retail and wholesale market customers for its 40-year design life and beyond.

1. Flagship station. Wisconsin Public Service Corp.’s 530-MW Weston 4 wins the “clean coal technology” trifecta by using low-sulfur subbituminous Powder River Basin coal, state-of-the-art air quality control systems, and supercritical combustion technology. Weston 4 began commercial operation on June 30, 2008. Courtesy: Wisconsin Public Service Corp.
The importance of Weston 4 was succinctly identified at the beginning of the project when WPSC CEO Larry Weyers said, “We are not just betting the back forty on Weston 4, we are betting the entire farm!”
Weston 4: Leading the coal resurgence
Weston 4 is jointly owned by WPSC, the principal owner and operator, with 70%, and Dairyland Power Corp. (DPC), participating as a 30% owner. WPSC, headquartered in Green Bay, Wisconsin, serves more than 400,000 electric customers in northeastern and central Wisconsin and in a small adjacent portion of Michigan’s Upper Peninsula. WPSC electrical generation facilities comprise fossil, hydroelectric, 335 MW of contract nuclear power from the Kewaunee Power Station that WPSC sold to Dominion in 2005, and wind-generating plants, for a total of 2,736 MW. DPC, headquartered in La Crosse, is a wholesale power generator for 25 electric distribution cooperatives and 20 municipal utilities located in the western half of Wisconsin, southeast Minnesota, northeast Iowa, and northwest Illinois. DPC’s installed generating capacity is 1,225 MW, including its portion of Weston 4.
The need for more power generation was critical for this fast-growing region. According to Philip Hayes, WPSC’s project manager for the Weston 4 project, “WPSC forecasted a shortfall of baseload generation ranging from 350 MW to 650 MW in 2002 attributable to increased customer demand. Further, our baseload plant capacity totaled 1,585 MW, and eight of our 13 units were commissioned between 1943 and 1960. Compounding the problem was limited transmission access. Our only solution was to build more baseload generation where it was needed.”
The Weston project is part of a small but notable uptick in coal-fired generation. The latest National Energy Technology Laboratory coal-fired power plant database (as of February 2008) lists 47 coal-fired projects, totaling 23 GW, near or under construction or well down the road to obtaining the necessary permits. Twenty-eight of those are under construction, representing almost 15 GW. That doesn’t sound like a lot when compared with the total U.S. installed coal-fired capacity of 336 GW, but it’s much improved when compared to the flat-line average of 1 GW per year installed from the mid-1990s through 2007. U.S. historic peaks were in 1975 and 1981, with just over 15 GW of coal-fired capacity entering service in both of those years. I wouldn’t call it a full-blown coal renaissance, but at least the trend is positive.
The Weston Power Plant, which sits on a 345-acre site near Wausau, is a microcosm of the coal-fired power industry. The 60-MW Weston 1 was built in 1954. It was followed by the 90-MW Weston 2 in 1960. In 1981, the same year as the last U.S. spike in new coal-fired generation, the conventional pulverized coal-fired 360-MW Weston 3 began commercial service.
Weston 4, with state-of-the-art performance, technology, and environmental systems, began commercial service on June 30, 2008, and was released to MISO on July 1. Hayes told POWER that, “By bringing Weston 4 into our baseload portfolio, WPSC will be able to keep electric rates lower and more stable for our customers. Weston 4, along with the recently completed 345-kV transmission line from Duluth, Minnesota, to central Wisconsin will give our customers access to very competitively priced capacity and energy for many years to come.”

Table 1. Major project milestones for Wisconsin Public Service Corp.’s Weston 4. Source: Wisconsin Public Service Corp.
Weston 4 also participated in the growing industry trend of lengthening planning cycles: Construction began on October 21, 2004, and was followed by a groundbreaking ceremony on November 8, 2004—two years after the first public announcement of the project. Weston 4 was six years in the making (Table 1).
Three big decisions
The three most important decisions during the development of any major power generating project typically concern the fuel source, the contracting approach, and the coal-combustion technology. Just about every decision made subsequently, and the project’s ultimate success, is shaped by these fundamental decisions. Selecting Powder River Basin (PRB) coal was an easy decision because the three existing units already burn the low-sulfur coal, although substantive upgrades to the coal train delivery system were required (Figure 2).

2. Riding in style. A rail loop and car positioner were added to the existing plant rail system to accommodate 150 car coal trains without segmenting groups of cars, as had been done in the past. Rail car unloading will use the existing rotary car dumper. Coal from the dumper will be discharged onto the existing belt conveyor that moves coal to an existing transfer house. Courtesy: Wisconsin Public Service Corp.
Black & Veatch (B&V) was retained by WPSC to provide the conceptual and detailed design, site field engineering, and start-up management for Weston 4. URS Washington Division provided the construction management services to WPSC that are so vital to an owner developing a project of this scale. The supercritical boiler island and major environmental equipment was supplied by the Babcock & Wilcox Co. Toshiba International Corp. supplied the tandem-compound four-flow steam turbine. Table 2 provides a more complete list of the contractors, engineering services providers, and major equipment suppliers for Weston 4.

Table 2. Weston 4’s major contractors and equipment suppliers. Source: Wisconsin Public Service Corp.
Many utilities have not been involved in a major power plant construction project in decades, so the internal expertise for managing these complex projects no longer exists. Owners weigh the performance and completion risks involved in a project of this magnitude and often conclude that the premium demanded by an engineering, procurement, and construction (EPC) contractor is justified. Others conclude that a portion of the risk premium is best used for hiring an experienced design engineer/consultant and construction manager and then trusting staff to manage the risk. WPSC calls this strategy a “multi-prime” (MP) contractor approach
Hayes said, “We believe that MP allowed for better and tighter cost control as we negotiated fixed-price contracts for equipment and erection. We linked schedule performance to key project milestone dates with liquidated damages, we tied unit performance targets (efficiency, capacity, availability, and emissions) to contract liquidated damages payments and guarantees, and we were better able to control total project scope—all while not having to pay a “premium” to an EPC contractor to take on these risks. The most important aspect was having our Operations group’s input throughout the duration of the project, from conceptual design through detailed design, supporting the procurement process, and ultimately through start-up and commissioning.”
The Weston 4 project used a single integrated project schedule, based on the Primavera P3 e/c Oracle-based scheduling tool, that included detailed engineering, procurement, construction, and start-up schedules. Engineering and procurement schedules were managed and updated by B&V via a real-time, remote connection to WPSC’s P3 e/c Oracle server, located at the Weston site. The construction schedule was managed by WPS and WGI on site. Site contractors were required to maintain and update their schedules weekly on the server.
Detailed project design began in July 2003 with the steam generator, air quality control system (AQCS), and steam turbine specifications. The air permit was received October 19, 2004, and authorization to proceed with construction was granted the following day.
The critical path of this project followed site preparation in the power block area, foundation work in the boiler area, erection of the structural steel, boiler erection, and first fire of the boiler and synchronization of the steam turbine to the grid. By purchasing the steam turbine early in the project, WPSC was able to keep delivery of the turbine and generator off the critical path.
A key design theme was minimizing equipment life-cycle costs. One way this goal was achieved was by conducting many cost studies during the conceptual design phase. For example, differences in the plant’s economic performance when using different designs can be estimated by comparing the difference in plant heat rate, which is largely a function of operating efficiency and/or auxiliary power consumption, with the difference in capital cost. Also included in the analyses were projected replacement power costs or increased power sales for any decrease or increase in plant capacity over design as well as loss or gain in plant revenue. When projected over a unit’s design life, a reasonably accurate estimate of the difference in life-cycle costs between design alternatives can be calculated.
This analytical approach enables the choice among design alternatives to be founded on quantitative facts rather than a slick vendor proposal. Examples where a life-cycle analysis was used include selecting the steam turbine configuration, the number of feedwater heaters, main and reheat steam temperatures, number and size of the feedwater pumps, and the AQCS equipment. Each selection also benefited from the experience and knowledge of the WPSC operating and maintenance staff and B&V engineering staff, as well as the supplier’s reliability, availability, and maintainability (RAM) data. Of course, the many interrelations between just these few design combinations make the analyses much more complex than described here. Tables 3 and 4 list many of the equipment and system design selections made using these techniques, along with their operating specifications.

Table 3. Basic design conditions and key boiler, turbine, and generator specs of Weston 4. Source: Wisconsin Public Service Corp.

Table 4. Weston 4’s key air quality control system specs and permit limits. Source: Wisconsin Public Service Corp.
Designed to be clean and lean
B&W pioneered supercritical boiler technology in the U.S. in 1957. Ohio Power Co.’s Philo Plant Unit 6 delivered 675,000 lb/hr of 4,550 psi steam at 1,150F with two reheats to 1,050F and 1,000F. The plant produced 125 MW and operated until 1975. The unit was named a historic mechanical engineering landmark in 2003.
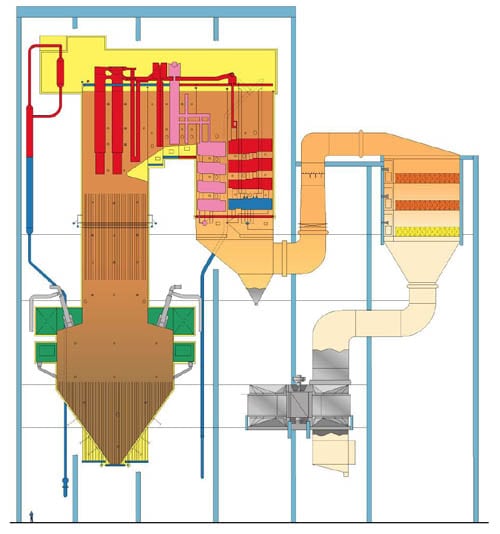
Fast forward 50 years and B&W remains on the forefront of supercritical boiler technology. Its scope of supply for Weston 4 included not only the design and fabrication of the spiral-wound universal pressure (SWUP) boiler (Figure 3) with low-NOx burners, selective catalytic reduction (SCR) system for NOx reduction, dry flue gas scrubber to control sulfur dioxide (SO2) emissions, and a pulse-jet filter to capture particulates, but also erection, start-up, and commissioning services. In addition, Weston 4 includes sorbent injection to reduce stack mercury emissions, making it the first plant in Wisconsin to use any advanced mercury reduction technology (Table 3).

3. Around the horn. Babcock & Wilcox pioneered the spiral-wound universal pressure boiler used on Weston 4 that encircles the furnace section. Note the circular wall penetrations for the low-NOx burners. Courtesy: Wisconsin Public Service Corp.
When asked why supercritical boiler technology was selected, Hayes summed it up in a single word: “efficiency.”
The spiral-wound furnace tubes are unique in their pattern: They are wound around the furnace circumference rather than being configured in the conventional vertical pattern. According to B&W, this design provides more uniform heat absorption, as all the tubes experience a similar heat flux pattern and, thus, similar heat absorption apart from the number of pulverizers or burners in service. This is especially important in a PRB-fired boiler, where deposits on the furnace walls can considerably increase furnace exit temperatures, which will in turn increase main and reheat steam temperatures, increase attemperator flows, and raise tube metal temperatures—none of which is desirable for efficient plant operation (Figure 4).

4. First fire. Burner igniters ran on natural gas for the first fire of the steam generator on November 8, 2007. Also note the near-horizontal spiral-wound “water wall” tubes in the furnace. Courtesy: Wisconsin Public Service Corp.
The 1,085F main steam temperature is the highest of any new supercritical boiler currently under construction or operation in the U.S. The main plant steam cycle also uses a heater above reheat point (HARP) design with a feedwater temperature of 556F. The other advantages of the SWUP design are for sliding pressure operation below 100% load, rapid start-up, and precise load-following.
The combustion system includes five B&W-89 pulverizers and 25 B&W DRB-4Z low-NOx burners (Figure 5). The burners are arranged in two elevations of five on the front wall and three elevations of five on the rear wall; each elevation is supplied by a different pulverizer. Combustion air is supplied by two centrifugal primary air fans, two axial forced-draft fans, and two trisector-style regenerative air heaters.

5. Ready for installation. B&W DRB-4Z low-NOx burners are staged during construction at a location that will become the furnace face. Courtesy: Wisconsin Public Service Corp.
SO2 and particulate emissions are reduced using a semi-dry lime-based flue gas desulfurization system and a pulse-jet-cleaned fabric filter. The dry-type scrubbers are located between the air heater and the fabric filter. Lime slurry is sprayed into the vessel as an atomized mist. Water is added with the reagent slurry to lower the flue gas temperature to within 32F of the gas’s adiabatic saturation temperature. The SO2 is absorbed into the fine spray droplets and reacts with the lime slurry. The heat of the flue gas evaporates the water in the droplet before the droplet can reach the wall of the atomizer, leaving a dry particle containing the by-product solids and excess reagent. The by-product solids produced by the dry-type scrubbers and the flyash are collected in the fabric filter. Two centrifugal induced-draft fans keep the exhaust gas flowing up the stack.
According to Hayes, “WPSC invested $120 million of our Weston 4 budget in air quality control systems, including low-NOx burners, overfire air, SCR, spray dry absorber (SDA), baghouse, and sorbent injection system for Hg control.”
The Toshiba steam turbine consists of a combined high-pressure (HP) and intermediate pressure (IP) casing and two double-flow low-pressure (LP) sections. Steam enters the steam chest at approximately 3,600 psig and 1,080F before entering the HP turbine. Steam is reheated to 1,080F before passing the stop and intercept valves and entering the IP section. Exiting the IP section, steam enters a cross-over/cross-under pipe to the two double-flow LP turbine sections and finally exhausts downward into the condenser (Figure 6).

6. Top turbine. This was the steam turbine deck during assembly of the steam turbine. Its high-pressure/reheat throttle conditions are 3,600 psig and 1,080F/1,080F. The throttle temperature is considered to be the highest for any supercritical steam turbine in the U.S. Courtesy: Wisconsin Public Service Corp.
Meet the challenges
Every power project of this size has its own distinct personality—and a few surprises. Here’s how the Weston 4 team turned a few of its challenges into advantages.
Weston 4 foundation design. The critical path plant foundation design was based on the original Weston 3 soils investigations that indicated sufficient bearing capacity for the new plant. But a new investigation of the Weston 4 area found the soil capacity was actually marginal. After some analyses, a freshly compacted 10-foot-thick, flyash-stabilized subgrade was used beneath the steam turbine and boiler foundations to obtain the necessary soil bearing capacity.
Testing demonstrated that design strength of 400 psi was achieved at 20% to 25% flyash with approximately 6% total moisture. The excavation area was approximately 250 feet by 400 feet, and approximately 32,000 cubic yards (or 10,000 tons) of flyash were beneficially used in the construction of Weston 4 (Figure 7).

7. Soil and ash recipe. Poor soil conditions required a foundation design solution. A 10-foot layer of mixed flyash and soil was used to achieve the desired load-bearing capacity. Courtesy: Wisconsin Public Service Corp.
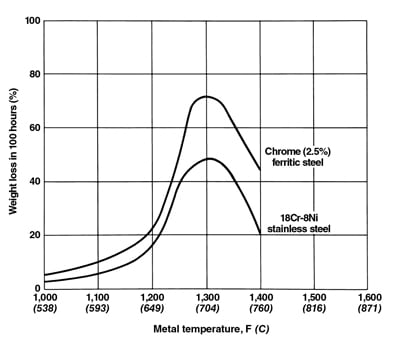
New steam pipe materials. Weston 4 is the first plant in the U.S. to use P92 piping for its main steam lines. (See POWER April 2006, “Why new U.S. supercritical units should consider T/P92 piping” for details on the pipe specifications and advantages.) The chrome alloy piping might be new to the U.S., but it has been in use in power plants in Europe and Japan for over a decade. Like P91, P92 is a 9% chrome alloy, but P92 also contains 1% tungsten, which makes for approximately 28% higher allowable stress at operating temperatures than P91 (Figure 8).

8. Prefab piping. Weston 4 is the first plant in the U.S. to use P92 for main steam and reheat piping. Shown are the reheater headers during installation. Courtesy: Wisconsin Public Service Corp.
Specifying the P92 alloy was the easy decision. Deciding how to ensure that the material could be purchased, fabricated, and on site to meet the scheduled installation window was much more difficult. This was especially true as lead time for the alloy jumped from 52 to 70 weeks because of rising worldwide demand from the three mills that make the pipe.
Determined to meet its schedule, WPSC purchased mill space several months early and well in advance of the projected fabrication schedule. WPSC also purchased bulk piping based on B&V estimated quantities for special-wall and alloy pipe by size and wall thickness. WPSC even arranged for large-bore valves to be shipped directly to the welding shop so they could be fabricated into the pipe spools, which saved site labor hours. These pipe spools ranged in size from 8 inches to 30 inches in diameter, 17 feet to 136 feet in length, and weighed between 500 pounds and 35 tons (Figure 9).

9. Starched and pressed. The main steam pantleg was prefabricated off-site and later welded into place. Weston 4 prefabricated many high-pressure pipe spools to increase worker productivity. Courtesy: Wisconsin Public Service Corp.
Steel production drawings. Structural steel erection also sat squarely on the critical path. To save time, B&V produced fabrication drawings using the public domain detailing program X-Steel and electronically transferred those drawings to the steel fabricator, which used the same program. This process was used for structural members, including columns, horizontal steel, bracing, and connection details. Doing so saved the time normally used to produce paper drawings, submit them for review, and then return marked-up comments. B&V estimates that five weeks were trimmed from the critical path steel schedule (Figure 10).

10. Steel city. Shared steel fabrication drawing software cut five weeks from the project schedule, according to Black & Veatch engineers. On the right is the steam generator support structure. The two SCR sections are being erected on the left. Courtesy: Wisconsin Public Service Corp.
Off-site module assembly. Finding sufficient qualified field labor is always a concern on a project of this scale. One approach to lessening the impact is to move subassembly fabrication tasks to an off-site fabrication center and modularize as much of the work as possible. Working under controlled conditions with the right tools and equipment can significantly increase worker productivity and work quality.
WPSC wanted to push the limits to include skid-mounting of several large equipment items to reduce site labor. For example, all medium-size pumps for the project and two sets of heat exchangers were skid-mounted with their piping, valves, and instruments before being shipped to the job site.
B&V prepared the design of each equipment module. A total of 13 sets of pumps and heat exchangers were eventually packaged. WPSC also fabricated much of the small-bore piping and valve assemblies off-site.
Controls simulator. Another critical path milestone is completing the plant distributed control system (DCS) and providing operators with some hands-on experience before the plant is fired for the first time. In many plants, operators don’t get adequate hands-on time at the control panel until the plant is ready to begin commercial service. This lack of training can reduce the plant’s reliability during its first year of operation.
WPSC calculated the dollars and cents to be saved by minimizing initial operating problems and unanticipated plant trips or outages and concluded that the cost of a high-fidelity simulator to fully train operators prior to start-up was well worth the investment. The simulator mimics the entire plant operation in real time, including routine operations, start-up and shutdown, and upset conditions, using mathematical models programmed into the computer. Operators interact with the same plant control system and computer screen interfaces found in Weston 4. Other uses for the simulator were to check the DCS factory acceptance testing, verify proposed control system changes before uploading them to the plant’s online computer, and qualify operators.
Waste not
WPSC set a goal of recycling 65% or more of all construction waste. By the end of construction more than 80% of waste was recycled, diverting more than 17 million pounds of waste from landfills. The recycling project also paid its own way with income or avoided costs totaling over $670,000 through May 2008.
Beyond the numbers
Weston 4 is much more than the sum of its parts, and there are plenty of parts. More than 280,000 feet of pipe was installed, 2.3 million feet of cable were pulled, 23,000 boiler pressure welds completed, and more than 73,000 yards of concrete were placed during construction.
The measure of a plant goes beyond how well these parts interact to how the plant serves its customers with reliable and reasonably priced electricity. We view Weston 4 as one of the power industry’s greatest success stories. Congratulations to the Weston 4 project team and operating staff who made this project an award-winning one.