Nuclear power plant outages are filled with intense work and tight schedules. A feedwater heater replacement project at Duke Energy’s Oconee station in South Carolina shows how teamwork coupled with excellent planning and a focus on safety can lead to success.
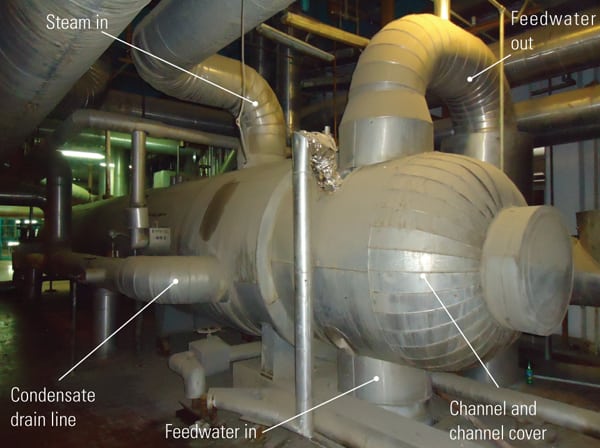
Feedwater heaters (FWHs) are an integral part of a nuclear power plant’s thermodynamic cycle. Depending on a plant’s design, there may be low-pressure FWHs installed between the unit’s condenser and deaerator, while high-pressure FWHs are often installed between the deaerator and steam generators. The number of FWHs installed is designed to optimize thermal efficiency. Each FWH typically utilizes steam from an extraction point placed at various stages of the plant’s steam turbines.
 |
|
1. The new feedwater heater (FWH) is shown here staged on the turbine deck prior to the outage. The next step was to remove the shipping caps over the nozzle connections and add insulation. Courtesy: ARC Energy Services Inc. |
Over time, the tubing in FWHs can erode, so it’s not uncommon for the components to eventually require repair or replacement to ensure long-term efficient plant operations. In May 2022, Oconee Nuclear Station replaced two vertical 60-ton FWHs in Unit 3 (Figure 1). ARC Energy Services Inc., Sarens Nuclear & Industrial Services Inc., 3SPACE Inc., and Structural Integrity Associates Inc. teamed up to complete the job in just 12 days and one hour. The project required 700 welds and more than 42,400 total hours of work, including planning, pre-outage, and outage activities, all completed safely.
Project Responsibilities
3SPACE performed laser scanning and created a point cloud to capture all interferences requiring removal before the feedwater heaters could be replaced. ARC then generated a 3D model animation to visualize the process during planning. ARC also engineered a sliding rail system, controlled by hydraulic pumps, which was installed in the heater bay crane aisles to mobilize needed rigging equipment for the FWH replacements, including:
- ■ Rocker carts to control movement at the bottom of the FWHs during the up-ending and down-ending of the FWHs, which was controlled by hydraulics.
- ■ A temporary load device (TLD) mounted on top of the existing plant’s heater bay bridge crane rails and remotely operated by the use of cameras to supply the team with precise movement for the replacement of the FWHs.
- ■ A hydraulic lifter to lift the TLD between the heater bay bridge crane rails and rotate 90 degrees before lowering onto the bridge rails.
- ■ A knuckle boom crane that could be mobilized and set up in 15 minutes at needed locations due to its design and motorized mobility.
 |
|
2. The old FWH is shown here being removed with the temporary lift device. Courtesy: ARC  In This IssueFull issue |
The old FWHs were removed with the TLD (Figure 2), down-ending onto the rock-over tailing cart and trunnion cart while maintaining control with the hydraulic sliding rail system. The new FWHs were up-ended using the same equipment and set into location so 3SPACE could perform metrology to align the 24-inch inlet and outlet nozzles (Figure 3).
 |
|
3. The new FWH is shown here being aligned to the pedestal. Courtesy: ARC |
Once all alignment was completed the team installed all piping and interferences per new design drawings. Structural Integrity performed phased array ultrasonic testing (PAUT) on all 24-inch nozzle welds before and after post-weld heat treatment with no rejections.
Teamwork and Innovation Overcomes Challenges
One of the biggest challenges was keeping the team safe and healthy. Several work groups had people out due to COVID-19. The team minimized that potential issue by practicing good hygiene and following COVID protocols that were in place.
 |
|
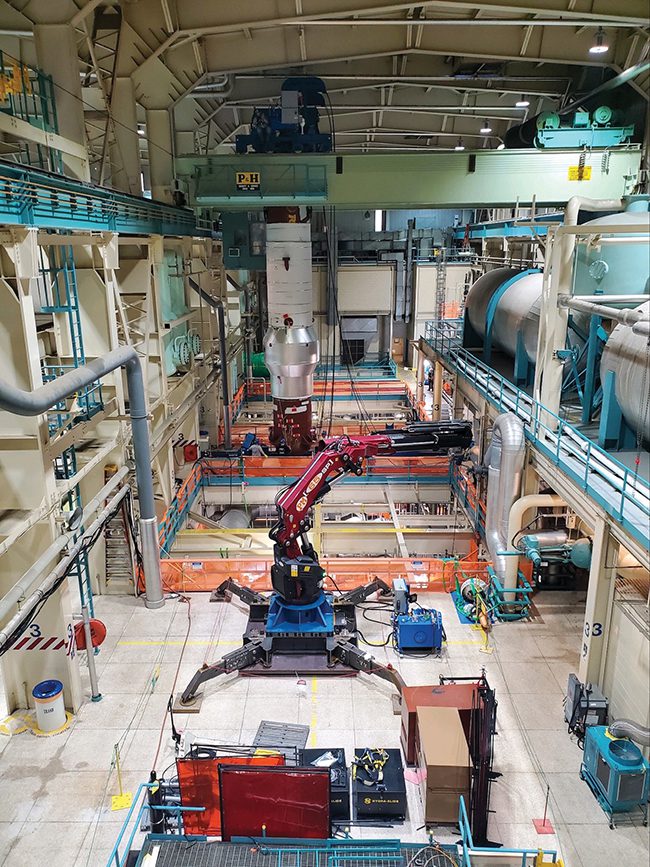
4. The new FWH is shown here as it’s being lowered, with the knuckle boom crane pictured in the foreground. Courtesy: ARC |
Another challenge involved crane use because two major projects were ongoing on Unit 3, which limited crane availability. Conflicts were avoided through effective communication and scheduling with Duke Energy work groups. ARC also provided an alternate option of using the knuckle boom crane (Figure 4) in some situations.
The project team utilized special engineered equipment to remove and replace the two 60-ton FWHs in the limited space and time available. The work was done safely with no injuries or first aid incidents, even while COVID-19 was a widespread threat. The success of the project demonstrates to the industry that with proper planning and focused execution jobs can be accomplished effectively and efficiently. The FWH project was completed below budget and ahead of schedule with zero injuries in 42,400 hours worked.
An Effective Safety Program
As a contractor for Duke Energy, ARC works closely to mirror the client’s safety culture and protocols. The company believes that all injuries can be avoided and promotes a safety-conscious environment on the job and off the clock. ARC says safety is 24-7 and it demonstrates that in all engagements with clients and staff.
The ARC safety program used at Oconee—and on all of the company’s projects—is designed to educate and guide employees and subcontractors toward a safe and healthy working environment. In addition to a comprehensive Environmental Health and Safety (EH&S) policy and procedure, and required training for compliance with all applicable safety and health standards, employees participate in a weekly safety training session designed to cover the latest best safety practices pertaining to the power industry.
Training and risk assessments include regulatory standards and applicable behavioral-based safety developments. Management’s commitment to safety is the foundation of the ARC program. Managers lead by example and guide crews to perform at the highest level of safety consciousness. At the beginning of each shift, teams complete a job hazard analysis to identify the assigned tasks, associated risks, and how to mitigate those risks and execute the work without incident.
Construction Quality and Craftsmanship
Using ARC’s robust Quality Management Program (QMP), managers set solid expectations and plans months before project initiation. Project quality requirements—from implementation to final offloading of the FWHs—were set and followed precisely.
The project’s quality team included four non-destructive test (NDT) and quality control inspectors (QCIs), who monitored every detail of the code, plans, and procedures used. Structural Integrity provided highly qualified PAUT specialists, who performed flawlessly and with precision.
 |
|
5. Workers are shown here welding one of the 24-inch pipe connections to the FWH. Courtesy: ARC |
Quality went beyond welding. It encompassed the development of quality plans, document controls, filler material controls, professionalism of each team member and their willingness to get things done right the first time, training, and following each element of the QMP. The team successfully completed the project making almost 700 welds with each being inspected, documented, and tracked (Figure 5).
Just like safety, quality takes a team effort. Without the amazing team ARC formed, quality would have suffered. Each team member contributed to the elevated quality of this project in the following ways:
- ■ Sarens provided its engineered rigging solution for removal and setting of the FWHs.
- ■ Highly qualified inspectors/NDT technicians performed inspections and testing, coached personnel with professionalism, and documented each weld made.
- ■ Fitters made the fits with precision, which provided a solid foundation for the welders to do their best work.
- ■ Welders followed the requirements of filler control, had questioning attitudes, performed peer checks with each other and QCIs, and made each weld in accordance with the required welding procedures with outstanding results.
- ■ Field engineer technicians verified the required materials were used and supporting documentation was completed. They also ensured documents were uploaded into Duke Energy’s system for final review after quality assurance approval.
- ■ Project management/supervisors made sure teams stayed on task, and kept quality and safety at the forefront of each task performed.
- ■ Post-weld heat treatment technicians ensured temperature controls were followed and equipment was set up properly, enabling the team to evaluate conditions and make immediate adjustments to not only protect the integrity of the materials being stress relieved but also provide error-free charts and final records.
—Roddy Phillips is president and CEO of ARC Energy Services Inc.