
Owner/Operator: Pacific Gas & Electric Co.
Diablo Canyon Power Plant, which is situated in a postcard-perfect location on the central California coastline, generates electricity for more than three million households in central and northern California. In 2009 the project team at the dual-unit Westinghouse pressurized water reactor facility replaced four steam generators at Unit 1 in just 58 days. Through meticulous planning and excellent project execution, performance on this Unit 1 project was an improvement on the earlier Unit 2 steam generator replacement project.
Located on the dramatic Pacific coastline and encircled by green mountain ranges, Pacific Gas & Electric Co.’s (PG&E’s) Diablo Canyon Power Plant (DCPP) has a surrounding worthy of a five-star resort (Figure 1). But the project team at this facility definitely did not embrace a laid-back California attitude during their recent steam generator replacement project (SGRP). Instead, they set up an aggressive work schedule and replaced four steam generators in Unit 1 in record time with a superlative safety record.
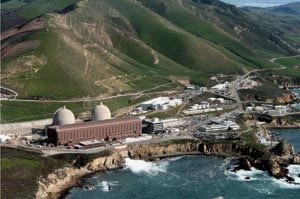
1. Pacific powerhouse. The 2,300-MW Diablo Canyon Power Plant is located near Avila Beach in central California. The installation of eight generators in 2008 and 2009 was the largest project in the history of the plant since initial construction was completed in the 1980s. Courtesy: PG&E
Project Profile
The Steam Generating Team West (SGT), a URS Washington Division/AREVA NP joint venture company, provided services for replacing the four steam generators at Unit 1 during a planned refueling outage that began in January 2009 and was completed in 58 days.
Steam generators are replaced as part of a power plant’s long-term maintenance program. Inside the steam generators used in pressurized water reactor power plants, heated water that has passed through the reactor is pumped through thousands of small tubes. The heat is then transferred through the walls of the tubes to water in a separate system, which then boils and turns into steam. The energy in the steam is used to turn a turbine generator to generate electricity. The steam generators used at DCPP are each 70 feet long and weigh 350 tons.
Each of the two DCPP units produces 1,150 MW, and each unit was designed with four steam generators. SGT provided project management, planning, engineering, and construction services to prepare and install the four new steam generators. In 2008 the SGT team had successfully replaced the steam generators in Unit 2 during a scheduled refueling outage.
SGT’s scope of work included general design, safety analysis, licensing, old generator storage facility design and construction, construction of temporary facilities, removal of existing steam generator insulation, removal of existing steam generators, installation of replacement steam generators, supply and installation of new insulation, and restoration of the plant.
Safety: A Vital Concern
SGRPs pose a significant challenge to employee safety, as the work is performed in an operating facility with a large variety of potential physical and radiological hazards. These challenges include high-radiation areas, confined spaces, heavy rigging, and hot work in close quarters. Safety permeated all aspects of the team’s work, and each task was meticulously planned. SGT’s total workforce for the DCPP Unit 1 outage exceeded 1,100 manual and nonmanual personnel. The project achieved 1 million safe work hours on December 1, 2008, and 1.9 million safe hours through project demobilization in May 2009.
The project team finished under the radiation dose goal and in the top quartile industry performance for radiological exposure. This feat was accomplished while working in a 30% higher radiation dose field compared with the Unit 2 SGRP performance while achieving a radiation dose that was only 15% higher. The team was committed to keeping radiation exposure as low as reasonably achievable (ALARA) and employed innovative ideas to minimize the radiological exposure, such as additional shielding and work sequencing.
A Complex Undertaking with Many Tasks
Steam generator replacements are complex, schedule-driven projects that require intricate engineering and planning that begins years before the outage starts. The meticulous preplanning for DCPP began in April 2005 — 45 months before the January 2009 Unit 1 outage began.
Steam generator replacement engineering and planning consists of many tasks to ensure success. Among the tasks in this project were:
-
26 task plans covering how the work would be managed and performed.
-
16 Unit 1 design change packages covering all contract design specifications.
-
169 Unit 1 work packages covering detailed implementation work steps.
-
69 Unit 1 playbooks detailing tooling coordination steps and permits needed for each work package.
-
ALARA dose estimate, ALARA planning, and radioactive waste management for both pre-outage and outage.
-
An integrated outage schedule to coordinate all SGT and plant work activities.
-
A bottoms-up estimate at completion and burn rate cost-tracking tools.
-
Detailed risk identification for SGT, subcontractors, and PG&E.
-
Direct labor staffing both through local unions and third-party subcontractors.
At its peak, more than 1,100 SGT personnel worked at the plant on alternating 12-hour shifts running 24 hours per day. The outage schedule included 7,226 SGT activities, with 1,500 relationship ties to client activities.
The defueling, replacement of four steam generators, refueling, and successful start-up of the reactor and plant at DCPP Unit 1 was performed in 58 days "breaker to breaker." The contract schedule duration was 58 days and 13 hours.
Complex planning and coordination began before the outage was under way. During the pre-outage period, the team prepared for a seamless transition from normal operations to the major replacement outage scope. Pre-outage work included installing temporary facilities for craft, trailers for the staff, and warehouse storage. To provide storage for the old steam generators coming out of containment, SGT built a large concrete structure that could house up to eight steam generators and two reactor vessel heads. Before the outage, major equipment was procured and tested on-site, and major lifting and transfer systems were installed and tested. Temporary power and scaffolding were installed at accessible areas in containment. Personnel were qualified and tested for site access, radiation worker and welding requirements, and other job-specific needs.
The team challenged station conventional outage preparations by maximizing work inside the containment while the unit was still at 100% power.
Like every SGT replacement outage, the DCPP project comprised multiple integrated scopes of work that all required careful and exact schedule adherence to ensure successful implementation. The major work scope included, but was not limited to, the cutting, rigging, and removal of the old steam generators as well as transporting them to the concrete storage facility.
Next, the new replacement Westinghouse steam generators were transported, rigged, set, and welded (Figure 2). Using photogrammetry and computer modeling, SGT was able to position the 70-foot-long, 350-ton replacement steam generators to within 1/16th inch of the required design criteria, an accomplishment recognized industrywide. Platform upgrades, instrumentation reroutes, interference removal and installation, and other plant system modifications were performed in parallel with the steam generator change-out scope.

2. Team work. Project team members worked together meticulously to complete the welding on large components. Courtesy: Robert De Haas
Concurrent with the replacement scope and plant start-up, demobilization and closeout activities were in progress. By mid-April more than 1,100 project personnel, both craft and temporary project staff, left as their work was completed. In addition to the personnel resources, more than 450 truckloads of major construction equipment — including cranes, forklifts, welders, generators, flatbed trucks, and trailers — left the plant to either return to vendors or be transported to another SGT project. SGT also disassembled the hatch transfer system (HTS), outside lift system (OLS), and single-point lift system (SPLS); disassembled and packed up scaffold; removed temporary power; and demobilized the temporary facilities. SGT engineering and quality groups closed out paperwork on 169 work packages, 16 design change packages, and multiple major subcontracts and purchase orders.
Planning and Innovation Drive Safe Performance
The project team was able to maximize what it had learned on the Unit 2 SGRP. By the end of that project, the team had identified and dispositioned more than 1,100 lessons learned that covered a multitude of subject/process areas.
The instrumentation and controls (I&C) element of the project proved particularly challenging: The total scope involved removing and rerouting more than 3,000 feet of tubing; there are fewer than 1,000 feet in a typical steam generator replacement project. Activities included fabrication of supports, installation of numerous concrete anchors, routing and connecting tubing, documenting as-built configurations, and field walkdowns for acceptance of installed configurations.
From the early planning phase of the Unit 1 outage, the team determined that I&C would likely drive the critical path at the end of the outage. Coordination with other work groups (such as platforms and upper lateral supports) enhanced performance of the I&C scope, which was completed ahead of schedule without ever making critical path. SGT constructed a number of mock-ups that were used during the pre-outage for craft, oversight, and quality control familiarity with the I&C work scope.
Innovative planning with both SGT and PG&E engineering involvement was key in the area of insulation. The team built pre-outage mock-ups in the warehouse and obtained PG&E and SGT work groups’ acceptance to ensure that the configuration was agreed upon prior to the outage. In addition, the team performed much of the tubing installation and insulation (such as hangers) earlier, during the first part of the outage. Transco, the insulation subcontractor, installed stainless steel sheet metal on all of the unanalyzed tubing, and all of the insulation was prefabricated outside of the containment building; both of these changes significantly shortened the schedule.
The insulation group maintained a high standard of excellence and safety while successfully coordinating its activities with those of many other groups during implementation of the project. There were no insulation events, and Transco shortened the schedule considerably for all areas of insulation, including the instrumentation tubing, when compared with the previous outage.
Keyway shims are an integral part of the steam generator lateral supports. They close up the interface between generator supports and the fixed building structure. Due to the difficulties of keyway shim installation on uneven surfaces, the team investigated innovative alternatives to maintain the required and restrictive gap criteria. The chosen methodology used custom-designed machines to surface the keyways to a flat surface prior to installing the keyway shims. The E.H. Wachs Co. developed the conceptual design and, after careful evaluation, SGT purchased two of the custom-built machines for use in the Unit 1 outage.
This proved to save time, money, and dose during completion of the lower lateral supports. The team improved the performance of routine rigging and handling and eliminated issues that had arisen during the previous, Unit 2 outage. For example, the support bolts on three of the four steam generators in the Unit 2 replacement project could not be easily removed; the team had to install welded brackets, which added an extra step, to complete their removal. As this task was on the critical path, the team developed an innovative contingency plan to thread studs to install the down-ending device if the steam generator support bolts stuck during this project.
Challenges Due to Unique Site Conditions
The containment building configuration and original installation of the steam generators was not designed to facilitate easy generator replacement. A completely customized rigging system and an innovative assembly process were required to remove the four steam generators. The heavy rigging subcontractor, Mammoet, worked with SGT to provide these unique lifting and handling systems. Managing the rigging operations through DCPP’s challenging configuration required handling all components three times, rather than the usual two times.
This major handling system included the temporary lifting device, utilizing a containerized winch system (CWS) mounted on the existing plant containment polar crane; the installation of temporary lifting trunnions on the generators; an upending/down-ending device; the hatch transfer system; the single-point lifting system on the auxiliary building roof to transfer the generators from the HTS to a self-propelled modular transporter (SPMT) (Figure 3); and the outside lifting system with the second CWS to lower the generators to the ground. Finally, a second SPMT moved the generators to the old steam generator storage facility (OSGSF).

3. Out with the old. An old steam generator leaving the containment area perched on top of a self-propelled modular transporter. The generators had to be tied down during transport to prevent them from rolling off the self-propelled transport in the event of an earthquake. Courtesy: Robert De Haas
Once the steam generators were placed on the SPMT by the SPLS, restraints were used to tie down the generators The SPMT then drove across the auxiliary building roof, through the fuel-handling building (FHB), and onto a specially designed, elevated platform outside the FHB. The drive engine on the SPMT had to be removed and reinstalled in a specially designed configuration due to very tight clearances. Further considerations required the SPMT to be designed to withstand an earthquake at any time while traveling with a steam generator load.
The OLS was installed outside the FHB and was used to lift the steam generator from the SPMT located on an elevated platform and lower the steam generator to another SPMT located on the ground. The OLS also included a CWS to speed up the handling process. Finally, the steam generators were placed on and tied down to another SPMT for transport to the interim storage building. The transport covered approximately 1.5 miles, most of which was up a 7% grade (Figure 4). The SPMT drove into the OSGSF and offloaded the steam generators. The old generators will remain in this long-term storage location until their final disposal as part of the plant decommissioning and disposal. The rigging and handling process for installation of the replacement steam generators was similar to the process described above, in reverse (Figures 5 and 6).

4. Uphill climb. An old steam generator begins a trip up the hill; most of the trip to the old steam generator facility was up a 7% grade. Courtesy: PG&E

5. Made in Spain. The new generators were manufactured in Spain by the Westinghouse division Design/Equipos Nucleares S.A. (ENSA) and shipped to California. Then they were transferred to barges in Port Hueneme and delivered to the dock near Diablo Canyon Power Plant. Courtesy: Robert De Haas

6. Getting ready. Pre-outage activities included receipt of the replacement steam generators (RSGs), followed by preparation activities to ready the RSGs for installation and welding to permanent systems. Courtesy: Robert De Haas
Oversight and Focus Groups Add Value
A Performance Improvement Oversight Group (PIOG) was established to identify high-consequence failure scenarios, implement mitigation strategies, evaluate lessons learned, and take actions to prevent future occurrence of adverse trends. The PIOG met each week to review the progress of actions taken to address known issues or future/potential issues, understand overall performance data and cross-cutting issues, and determine and direct actions to address identified performance issues.
After the Unit 2 replacement, the team had established focus groups consisting of key stakeholders from PG&E and SGT (construction, engineering, quality, safety, and radiation protection) to implement ways to improve performance on the Unit 1 replacement project. These focus groups consisted of nine teams and were formed to address critical areas of the project such as safety, steam generator supports, structural, instrumentation, rigging and handling, document turnover, and work package closure. Because group members had worked together during the first outage, they functioned even more seamlessly as a team during the second outage.
Members of the focus groups developed a comprehensive, integrated schedule with logic tie-ins that integrated SGT activities both internally to the project and with other activities planned at the plant. Over a period of several weeks, the focus groups worked to ensure that all applicable interfaces between the various SGT project work groups were identified and appropriately incorporated in the pre-outage and outage integrated schedules. The focus groups obtained a commitment from all key stakeholders on their pre-outage and outage schedule activity durations, sequences, coordination, predecessors, and successors. This effort ultimately defined the SGT outage window duration.
Promoting Prevention of Dropped Objects
Building on the success of the previous steam generator replacements, SGT enhanced its already robust dropped object prevention strategy. Dropped objects, which can range from tools to scaffold parts, can pose a hazard to employees or structures and are directly attributed to poor housekeeping practices. SGT formed a hand-selected, full-time team called the Red Hat Team, which functioned as the frontline defense for eliminating dropped objects and maintaining good housekeeping practices. Though a Red Hat Team had been in place during the earlier DCPP outage, for the Unit 1 outage, the Red Hat Team’s charter was to improve the project team’s overall housekeeping and safety practices through active surveillance and real-time feedback to the site manager.
Red Hat personnel, nine per shift, constantly monitored all areas of containment with a primary focus: to monitor and report housekeeping deficiencies and to aid and assist in the mitigation and prevention of dropped objects. Red Hats were tasked with reporting and taking corrective action immediately when they observed any unsafe condition.
Training Strengthens the Team
All those who worked on the project received specific training about project-related responsibilities and tasks. In addition, SGT developed and implemented extensive supervisor training to provide a common base for performance and accountability. Training covered key areas such as enforcing job safety rules using standardized daily pre-job briefings. Pre-job briefings covered safety, human performance, and specific activities related to performance of the day’s work. Supervisor training covered the dropped object prevention plan and support for the Red Hat program, housekeeping, fire prevention, signs and barricades, fall protection, accident reporting, and emergency preparedness.
A separate training session, presented by the project manager, established and defined expectations of supervisors, such as encouraging the team to create and promote a safety-conscious work environment. It also detailed how to supervise and give clear direction. Training also focused on the importance of quality for the SGT team and outlined procedures to report deficiencies and maintain material control.
Making Communication a Priority
Communication was fundamental to the success of the team, and it was a crucial component to maintaining safety and schedule on such a complex project. Each shift began with a plan of the day (POD) meeting. As with all project meetings, a relevant safety topic was at the top of the agenda. Other topics discussed included ALARA, upcoming shift activities, progress toward schedule, and client activities.
POD meetings served as a forum to communicate Red Hat observations and an opportunity for personnel to ask questions. The content of completed real-time observation cards was discussed to share successes and identify potential issues early. Discrepancies and housekeeping issues were also discussed to ensure that the corrective measures were understood and ongoing difficulties would be avoided. Information from the previous shift was carried forth in these meetings, which helped provide continuity during the fast-paced outage phase of the project.
The Project’s Economic Benefits
Replacing the steam generators in both units ensures that DCPP will run through the length of its current operating license, which expires in 2025. The old generators had been in operation since the mid-1980s; if they had not been replaced, the power plant would have had to shut down prior to the end of the licensed operating period. Maintaining the old generators also had become costly.
Installing new steam generators is more cost-effective than shutting down the power plant and obtaining power from other sources. In addition, replacing the steam generators helps ensure that the facility continues to operate at the safest possible level.
The complexity of this outage required bringing in more than 2,300 additional specialized workers. This influx of workers had a positive effect on the local economy and brought new commercial activity to local restaurants, hotels, and other businesses. The project also promoted positive relations between the power plant and the local community.
—Angela Neville, JD, is POWER’s senior editor.
















