Cycle-chemistry guidelines for combined cycle power plants have changed over the years, with pH frequently maintained between 9.6 and 10.0 today. That can cause problems with condensate polisher operation. Plant owners and operators must evaluate a number of factors to optimize each unit’s chemistry program and operations.
In 2013, the Electric Power Research Institute (EPRI) updated its cycle-chemistry guidelines for combined cycle power plants. Striving to minimize the flow-accelerated corrosion (FAC) that was plaguing heat recovery steam generators (HRSGs), these 2013 guidelines elevated the recommended pH range for all-ferrous systems operating on all-volatile treatment (AVT). Specifically, EPRI elevated pH from the 9.2–9.6 of its 2006 guidelines to 9.6–10.0.
Operating experience to date shows that this elevated pH has indeed helped minimize the FAC. However, it has also created new challenges in condensate polishing systems, which are installed at many combined cycle plants.
Condensate Polisher Challenges
The primary concern with condensate polishers at elevated pH stems from a fundamental thermodynamic limitation of ion-exchange resins at high ammonia concentrations. Just how high is the ammonia concentration per the 2013 guidelines? Let’s calculate it.
 |
|
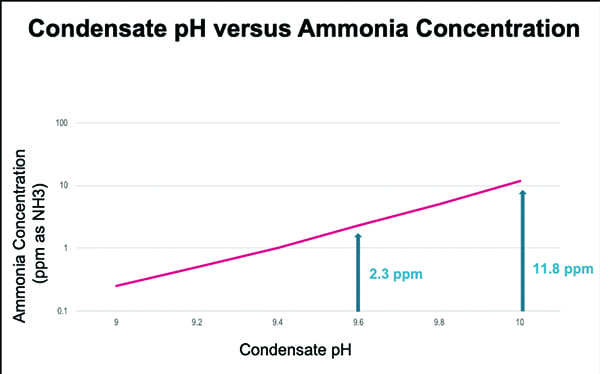
1. Ammonia concentration needed in condensate to achieve elevated pH. Courtesy: HDR Inc. |
Using the assumption that carbon dioxide in the feedwater/condensate is zero, our calculations show that ammonia concentration in the condensate and feedwater is increased dramatically—from approximately 2,300 ppb (at pH = 9.6) to approximately 11,800 ppb (at pH = 10.0). This five-fold increase might surprise you, but remember, the pH scale is logarithmic, not linear (Figure 1).
To put these ammonia numbers in perspective, consider the contamination load they impose on the condensate polisher. Today’s condensate polishers are typically designed to reduce 10 ppb of sodium (Na) to less than 2 ppb. At the older pH maximum of 9.6, the 10 ppb of Na contamination is competing with merely 2,300 ppb of ammonia, a contamination load that today’s condensate polishers can typically handle, so it will reduce the Na to the desired 2 ppb. However, at the newer pH maximum of 10.0—where many plants are operating—the 10 ppb of Na is competing with 11,800 ppb of ammonia. And, it’s not just Na that is proving to be a challenge for today’s condensate polishers to handle with the higher ammonia loading in the condensate, as we observed at two recent combined cycle projects.
Silica Removal Problems
The first project was a 2×1 combined cycle arrangement with wet cooling and a pre-coat condensate polisher. To meet the 2013 EPRI guidelines and combat FAC, the plant established an elevated pH range of 9.6–10.0 in the condensate and feedwater, as well as the corresponding pH range in the feed-forward, low-pressure steam drums of 9.5–9.8. Initially, everything seemed to be operating fine, but then a problem with drum carryover due to level control issues in one of the high-pressure steam drums brought to light a perplexing anomaly with silica removal in the condensate polisher.
The higher silica in the condensate revealed that the condensate polisher was not making an impact in removing silica from the condensate. This had not been obvious previously, with lower normal silica concentrations, but with the elevated concentrations due to carryover, the issue stood out. Through the use of blowdown, the plant was able to stay within its steam chemistry limits until the unit could be shut down and the level instrumentation issues addressed, but it was clear that additional investigation was needed.
 |
|
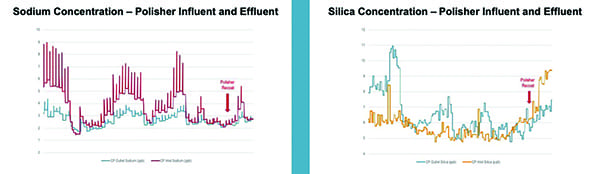
2. Polisher performance is indicated by silica and sodium levels. Courtesy: HDR Inc. |
Our analysis showed that for approximately eight to 24 hours after the polisher’s recoat, the elevated pH had not affected the resin’s ability to remove silica. However, after this initial operating period, the polisher’s inlet and outlet silica were nearly the same, so polisher performance had been degraded. Sometimes, the polisher’s outlet silica was greater than its inlet silica, which made the anomaly even more perplexing. Figure 2 shows the readings of sodium and silica levels at the polisher outlet during a multi-day baseload run.
To identify the root cause of this anomaly, we tested different resin blends with varying cation to anion to fibrous media ratios, while monitoring the inlet and outlet water purity throughout one full resin cycle (from recoat to recoat). We also tested different pH levels in the condensate, while monitoring iron transport, to further assess the chemistry impacts and determine the ideal operating point for this plant. Our investigation continues, but it was noted that above a pH of 9.6 all the various pre-coat resin blends tested exhibited limited silica removal.
Form Matters with Cation Resin
The second project was a 1×1 combined cycle plant with an off-site regenerated deep-bed condensate polisher, and the story was similar. At this facility, the polisher was designed to operate with the cation resin in the hydrogen form and the anion resin in the hydroxide form. When the plant established the elevated pH range at this project, it became economically impractical (based on regeneration frequencies) to operate the cation resin in the hydrogen form, so managers decided to operate the cation resin in the ammonium form.
What was the trade-off? Inferior removal of contaminants. The leakage of contaminants is higher from the polisher when operating in the ammonium form versus the hydrogen form. Initial testing at this plant found a correlation between pH, and sodium and chloride leakage, but no correlation between pH and sulfate leakage.
We are still analyzing the data collected from these two projects to thoroughly assess the long-term impacts of the 2013 cycle-chemistry guidelines and answer the question: What is the future of condensate polishing in elevated pH systems? Even before this question is conclusively answered, we’d like to offer the owners and designers of combined cycle plants this caveat emptor: The current steam/water chemistry recommendations promoting operation at condensate pH above 9.6 are forcing each plant to strike a balance between mitigating iron transport, controlling operations and maintenance costs, and keeping the condensate polishers operating reliably to remove other contaminants.
Each plant will have to find its own unique balance based on the design of its systems and equipment, and the results of its corrosion transport monitoring program. We’d also like to remind project owners and developers that cycle-chemistry guidelines are just that—guidelines. Whether they’re published by EPRI, the American Society of Mechanical Engineers (ASME), the International Association for the Properties of Water and Steam (IAPWS), VGB, or any other organization—they are not a one-size-fits-all standard that can be shoehorned verbatim into every plant. Each unit will have its own unique design and operating features. Owners and operators will have to dig in a bit deeper to look at all factors—operational, economic, design configuration, equipment metallurgies, and more—to strike the perfect balance to optimize a plant’s chemistry program and operations. ■
—Colleen Scholl, PE is the manager of HDR Inc.’s power-generation water practice, and Rob Swanekamp, PE is executive director of HRSG User’s Group Inc. This article includes information from a presentation given at the 2019 HRSG User’s Group Conference.