The lifeblood of the combined cycle plant is its water chemistry program. This is particularly true for plants designed for high pressures and temperatures as well as fast starts and cycling. Even though such plants are increasingly common, no universal chemistry program can be used for all of them.
In 1957, just a little more than 50 years ago, the first heat recovery steam generator (HRSG) was connected to a gas turbine and the combined cycle power plant was born. However, it was not until the mid-1970s that advances in high-temperature materials and air-cooling of gas turbine blades made the combined cycle power plant commercially attractive. Development of the combined cycle power plant design has rapidly improved, and today a variety of both simple and complex plant configurations exist.
As designers strive to optimize cycle efficiency and heat recovery, the designs grow more intricate, involving multiple pressure circuits, complex piping arrangements, and exotic materials. These increases in cycle complexity and efficiency have also been associated with increases in the number of HRSG tube failures. Data compiled by the Electric Power Research Institute (EPRI) indicated that of the top five modes of HRSG tube failure, four (flow-accelerated corrosion, corrosion fatigue, under-deposit corrosion, and pitting) had links to or could be influenced by cycle chemistry. (See the sidebar for additional resources on these subjects.)
In the past, many attempted to apply the same guidelines established for industrial water tube drum-type boilers to combined cycle power plants. For instance, in 1994 the ASME Research Committee on Water and Steam in Thermal Systems published a “Consensus on Operating Practices for the Control of Feedwater and Boiler Water Chemistry in Modern Industrial Boilers” (ASME Publication CRTD-34), but in 2001 it issued errata excluding HRSGs used in combined cycle power plants from this original consensus document.
As the volume of operating experience on HRSG and combined cycle power plants grew, it became clear that this class of power generating equipment had unique chemistry considerations that needed to be addressed in a different fashion than typical water-tube drum-type industrial or power boilers. In fact, last year the ASME Research Committee on Water and Steam in Thermal Systems issued recommendations specific to combined cycle power plants.
What Makes Combined Cycle Plants Special?
There are so many different design configurations that selecting the proper chemistry plan and establishing optimal chemistry operating limits can be challenging. Therefore, it is impossible to develop universal guidelines.
Unlike most conventional fossil or nuclear power units, combined cycle power plants generally operate at several temperatures and pressures. Multi-pressure HRSG circuits (low pressure [LP], intermediate pressure [IP], and high pressure [HP]) within a common HRSG casing are the norm rather than the exception, and these different circuits may be drum circuits, once-through circuits, or a combination of both styles.
Combined cycle plants also are designed with complex flow patterns; during startup, some tubes in the HRSG may sit stagnant or even flow in the opposite direction from operation. IP steam may be utilized for combustion turbine cooling. The unit may be designed for fast starts or rapid cycling, which can strain a chemistry program by restricting the plant’s ability to tolerate chemistry holds, which have been standard fare in traditional fossil units. A whole host of design and operation variations can exist and may affect the choice of chemistry program and limits.
By carefully considering each specific unit’s design and operational parameters, however, a solid chemical treatment plan can be developed that balances the top concerns of plant operators today: flexibility, cycling service, economics, and ease of use coupled with the need to protect and maintain plant assets.
Today’s Treatment Programs
Four basic types of cycle chemistry programs are described by EPRI, ASME, the International Association for the Properties of Steam and Water, and other entities. They are phosphate treatment, caustic treatment, all-volatile treatment, and oxygenated treatment programs. Phosphate and caustic treatment programs are only applicable to drum-style units, while oxygenated and all-volatile programs can be implemented on once-through or drum-style units.
Phosphate Treatment Programs. Phosphate treatment programs for boiler waters have been around for nearly 70 years and are probably the most commonly utilized treatment programs in drum-style units. Coordinated phosphate chemistry was first introduced in the 1940s by Whirl and Purcell and was based on the addition of trisodium phosphate (TSP) to the drum water.
In the 1950s, congruent phosphate treatment was introduced. This program, which was based on maintaining a sodium-to-phosphate ratio in the range of 2.2 to 2.8, was designed to combat the problem of caustic gouging that many plants operating on coordinated phosphate programs were experiencing. Despite the successes that many plants experienced operating on the congruent phosphate program, some units, particularly those operating at higher pressures (greater than 2,000 psi) and with higher heat fluxes, developed problems with phosphate hideout.
The 1990s brought another phosphate treatment program in response to those units that were having difficulty with phosphate hideout: equilibrium phosphate treatment. The theory behind equilibrium phosphate treatment was that each unit must independently determine its own equilibrium point for phosphate. This approach considers the different operating conditions of each boiler, such as boiler firing rate, unit cleanliness, heat flux, and fuel variations, all of which can affect the maximum concentration of phosphate that a unit can tolerate without scale building up on boiler surfaces.
The shift to equilibrium phosphate treatment was a positive step for many operators dealing with phosphate hideout issues; however, implementation of this program was sometimes confusing, and some of the units operating on equilibrium chemistry still experienced failures, but now the failures were linked to hydrogen damage.
The latest revision to this long history of phosphate drum water treatment programs is the phosphate continuum (PC) treatment program introduced by EPRI in 2004. Two forms of phosphate treatment are provided for under the PC program—phosphate continuum low (PC(L)) and phosphate continuum high (PC(H))—but there is no distinct boundary distinguishing the two treatments, necessitating the term “continuum” to describe the program. PC(L) treatment is designed for units using high-quality demineralized makeup water using low levels (0.2 to 3 mg/l) of phosphate to deal with low-level impurities in the cycle. PC(H) treatment is designed for units using lower-quality makeup water and increased amounts (approximately 3 to 10 mg/l) of phosphate to deal with impurities in the cycle.
PC chemistry requires the addition of TSP and sodium hydroxide (NaOH) to the steam drums/evaporators, ammonia and/or an amine to the condensate/feedwater system to control the pH of these streams, and possibly an oxygen scavenger to the condensate/feedwater system for dissolved oxygen control. The operating ranges of pH and phosphate in the steam drums/evaporators are bounded by the ratio of sodium (Na) to phosphate (PO4) = 3 and TSP + 1 mg/l NaOH (Figure 1).
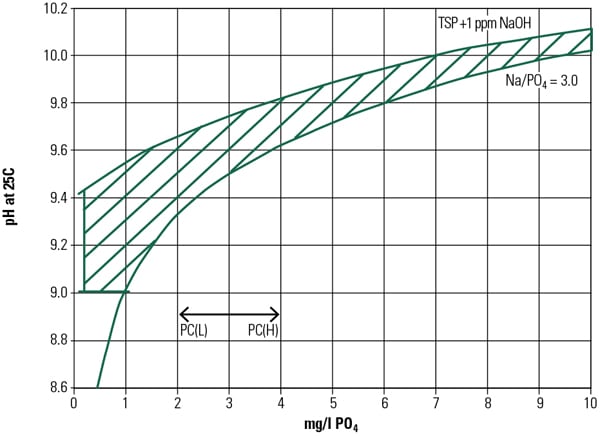 |
| 1. Phosphate continuum control chart. The chart provides a visual interpretation of the phosphate continuum operating ranges illustrating target pH and phosphate concentrations. Source: Derived from “EPRI Cycle Chemistry Guidelines for Combined Cycle/Heat Recovery Steam Generators,” Technical Report 1010438, March 2006 |
Caustic Treatment Programs. Caustic treatment (CT) programs have been used successfully in drum-style units where difficulties with phosphate hideout have been experienced. CT programs have been historically more popular in European countries than in the U.S.; many U.S. units abandoned the use of these treatment programs in the 1960s due to caustic gouging problems in higher-pressure units. Recently, however, this type of treatment program has been regaining popularity in the U.S. as plants investigate solutions to deal with the challenges encountered in utilizing phosphate treatment programs.
In CT programs, a low concentration of sodium hydroxide is added to the drum/evaporator water to achieve the recommended pH in the drum and provide protection against corrosion. As in phosphate treatment programs, ammonia and/or an amine is also added to the condensate/feedwater system for controlling the pH of these streams, and an oxygen scavenger may be added to the condensate/feedwater system for dissolved oxygen control.
The sodium hydroxide dosage rate is determined based on drum operating pressure to control the amount of sodium carryover in the steam to a target of less than 2 µg/l. As drum pressure increases, the dosage rate of sodium hydroxide decreases along with the protection level that this treatment program provides. Therefore, CT programs are impractical for implementation in units operating above 2,400 psi (Figure 2).
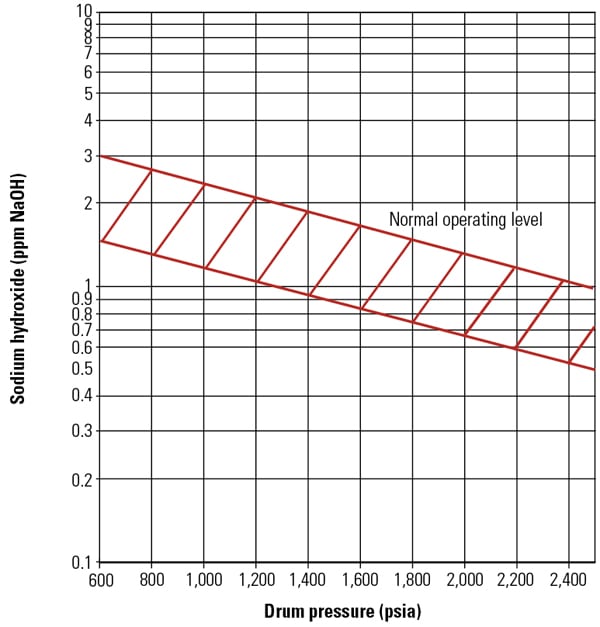 |
| 2. Caustic injection control chart. This is a visual interpretation of the sodium hydroxide dosing rates recommended by EPRI. Source: Derived from “EPRI Cycle Chemistry Guidelines for Combined Cycle/Heat Recovery Steam Generators,” Technical Report 1010438, March 2006 |
All-Volatile Treatment Programs. All-volatile treatment (AVT) programs have a long history of successful application in conventional fossil units and are applicable to combined cycle power plants that operate with high-quality demineralized water and very good feedwater quality. There are two basic variations of AVT programs utilized in plants today: oxidizing all-volatile treatment AVT(O) and reducing all-volatile treatment AVT(R). Full-flow condensate polishing is strongly recommended for units designed to operate using either AVT(O) or AVT(R) chemistries due to the extremely limited ability of units operating under these chemistry regimes to tolerate contaminant ingress. Polishers are especially necessary for units designed with seawater or high total dissolved solids (TDS) circulating cooling water.
AVT(O) is only applicable to units designed with all-ferrous metallurgy and utilizes ammonia or a neutralizing amine to elevate the pH of the condensate and feedwater to maintain a pH greater than 9.4 in the LP drum, thus minimizing flow accelerated corrosion (FAC). This typically requires that the pH of the condensate/feedwater be controlled to a minimum level of 9.6. A pH adjustment chemical is the only additive for the cycle in this treatment scheme. The dissolved oxygen concentration in the system is controlled solely through mechanical means, creating a slightly oxidizing environment and a slightly positive oxidization reduction potential (ORP).
AVT(R) is recommended for units designed with copper alloys in the system and units with steam hosts. Like AVT(O), this program utilizes ammonia or a neutralizing amine to elevate the pH of the condensate and feedwater. However, the pH under this treatment scenario is limited to a maximum of 9.1 in order to minimize copper transport in the system. An oxygen scavenger such as hydrazine or carbohydrazide is also added to the condensate/feedwater to control dissolved oxygen in the system and provide protection of the copper-based alloys. The addition of the oxygen scavenger creates a reducing environment and a corresponding negative ORP.
Oxygenated Treatment Programs. Oxygenated treatment (OT) programs are not commonly utilized in combined cycle power plants due to the cycling nature of most plant designs, but these treatment programs may be applicable for some baseloaded plants or for plant designs that include once-through HRSG pressure circuits.
OT programs, also sometimes called combined water treatment (CWT) programs, use oxygenated high-purity water to minimize corrosion and FAC in the feedwater system. This type of chemistry is only suitable for units that contain all-ferrous metallurgy in the cycle and that do not experience routine cyclic operation. Full-flow condensate polishers are required in the design to maintain the feedwater purity required to employ these treatment regimes.
OT utilizes ammonia or a neutralizing amine to elevate the pH of the condensate and feedwater. Copper alloys in the cycle, downstream of the condensate polisher, are not compatible with OT programs, as the presence of oxygenated water will result in dissolution of those alloys at an accelerated pace. In a drum-style circuit, the pH is maintained within the range of 9.0 to 9.4; in a once-through style circuit, a lower pH range is frequently permitted, approximately 8.0 to 8.5.
The optimal pH of the circuit must be determined in the field and should be based on minimization of iron transport in the cycle. An oxidant is also fed to the condensate/feedwater to create the oxidizing conditions in the cycle that promote formation of the protective cover layer on the ferrous materials. The most commonly used oxidant is oxygen gas. Air and liquid oxygen are also utilized in some plants. Air, however, contains undesirable contaminants such as carbon dioxide and, therefore, its use is generally discouraged.
Chemistry Selection Recommendations
Ideally, selection of the proper chemistry protocol should be done early in a project’s design phase, and material selection and component specification should be performed with the specific chemistry-monitoring and control requirements in mind. Design parameters for the unit and the chemistry program need to go hand-in-hand; there is no one-size-fits-all chemistry program, and even the best treatment program cannot compensate for improper material selection or poorly designed system components.
The process of selecting the chemistry treatment program needs to keep the uniqueness of the combined cycle plant in mind and should consider many plant parameters, including steam purity requirements, condenser cooling system design, presence and type of condensate polishers, potential for condensate contamination, condensate and feedwater system metallurgy, cycle design, operating pressure, the use of duct burners, cycling service or quick-start requirements, and the availability of a chemist to quickly implement corrective action—should it be required.
HRSG and Steam Turbine. In selecting the best cycle chemistry treatment program and deriving operational chemistry limits specific to a given unit, one should begin by compiling and analyzing the steam turbine, HRSG, and combustion turbine original equipment manufacturers’ (OEM) specified chemistry limits. The easiest way to do this, in general, is to begin with the steam turbine OEM limits and work backwards through the cycle to calculate the chemistry required in the HRSG and condensate/feedwater to meet these limits, considering the manner in which the plant is designed to operate.
In some instances, however, the HRSG or combustion turbine components may have limits based on their design or operation that are more stringent than the chemistry requirements dictated by the steam turbine limits. One specific example is a combustion turbine design where IP steam is utilized for cooling. In this instance, the purity of the IP steam to meet the combustion turbine requirements is more stringent than the purity that would normally be required based on steam turbine OEM limits. This is why it is important to collect and review all chemistry guidelines supplied by the OEMs for all major pieces of equipment.
The addition of multiple separate pressure circuits to the HRSG to supply IP or LP steam for services such as deaeration and feedwater heating has been an important improvement in the steam cycle efficiency and has been applied to most combined cycle power plant designs. Steam from these IP and/or LP circuits replaces the steam extraction regenerative feedwater heating design used in conventional steam power cycles. This design combines separate HRSG circuits with varying operating pressures within a common HRSG casing but typically utilizes a common condensate/feedwater system to supply water to all of the circuits.
It’s true that IP and LP circuits may have less-stringent chemistry requirements than the HP circuit strictly based on operating pressure under standard water tube boiler guidelines. But the intermingling of condensate, feedwater, and steam systems within the combined cycle power plant generally requires all HRSG circuits to be restricted to the same chemistry limits as the highest pressure circuit.
Although originally intended to improve simple cycle plant efficiency by absorbing and utilizing the waste heat from a gas turbine or turbines in a steam turbine, many HRSGs are now designed to incorporate the routine use of duct burners. The use of duct burners can significantly increase the operating pressures of all HRSG circuits and considerably increase the unit’s steaming rate. When choosing operating chemistry limits and the appropriate treatment for the HRSG, operators and designers need to consider these higher operating pressures as limiting design conditions.
Operating experience has shown that the most prevalent cause of phosphate hideout in a HRSG is operation of the duct burners. The degree of hideout experienced generally varies with the firing capacity of the duct burners: The greater the rate at which a unit is duct fired, the more severe the hideout issues experienced generally are. Frequency of duct burner use should be factored into the chemistry selection process, and unit testing during duct burner operation should be performed to determine how a given unit will respond if a phosphate treatment program is selected for application at the facility. If phosphate hideout is severe and maintenance of proper drum chemistry becomes a challenge, the operator may be better served by implementing a caustic or AVT program at the plant.
Several once-through HRSG designs are available that do not include a steam drum in one or more of the various HRSG pressure circuits. Drum-type units utilize a steam drum not only for water/steam separation but also for concentration and removal of impurities in the system. Once-through units, on the other hand, are designed such that feedwater is pumped into the HRSG in the liquid phase and is converted to steam as it passes through the heat exchangers in the HRSG. No provisions are provided in this design for concentration and mechanical removal of impurities. Whatever contaminants are present in the feedwater are transported to the turbine in the steam. Therefore, condensate and feedwater must be maintained very pure and must match the steam turbine OEM’s steam purity requirements. Condensate polishing is crucial to establishing and maintaining this high level of purity in the cycle, and chemistry choices are limited to OT and AVT programs.
At drum pressures of 2,400 psi or higher, contaminants such as sodium and chloride present in the boiler water easily vaporize with the steam and carry over to the steam turbine. This is due to the “partition coefficient,” or the ratio of the concentration of these contaminants in the steam versus in the water, which begins to increase rapidly at pressures above 2,400 psi. Due to concerns with carryover, phosphate and/or sodium hydroxide addition is not recommended for HRSG drums operating 2,400 psi or higher drum pressures.
Condensate/Feedwater System. Selection of a cycle chemistry treatment program is significantly simplified when the system metallurgy is all ferrous and no copper alloys are present in the cycle. This includes the condenser tubes, feedwater heater tubes, condensate and feedwater pumps, and any heat exchangers belonging to a host that receives steam supply from the plant. Copper alloys possess excellent heat transfer characteristics but are susceptible to ammonia attack and, therefore, the presence of these alloys in the system limits operating pH in the condensate and feedwater to approximately 9.1. Operation at this lower pH does also increase the system’s risk of FAC. Systems with copper alloy components can not operate on AVT(O) or OT. Chemistry treatment programs for these units are limited to AVT(R), phosphate, or caustic.
For all-ferrous units, all four types of treatment programs are applicable. However, it is strongly recommended that oxygen scavengers not be utilized in all-ferrous systems due to the potential link between a reducing environment in the condensate/feedwater and single-phase FAC. Two-phase FAC, on the other hand, which is common in many HRSG LP evaporator circuits, is not impacted by reducing or oxidizing chemistry (the addition or absence of an oxygen scavenger). To protect against two-phase FAC, boosting the pH of the LP evaporator by adding sufficient ammonia (in AVT programs), TSP (in phosphate treatment programs), or sodium hydroxide (in phosphate and/or caustic programs) directly to the LP drum to increase the pH of the drum water above 9.6 is recommended.
Adding phosphate or caustic, however, is not always possible in the LP evaporator. The chemical treatment of the LP drum varies depending on HRSG arrangement. In some configurations, each of the HRSG drums receives feedwater in parallel from the condensate/feedwater system. In other configurations, some of the drums are in series with drum water from one drum (usually the LP) providing feedwater to other steam drums (usually IP and HP drums). In configurations where the LP drum is the feedwater source for higher-pressure (IP and HP) drums, phosphate or sodium hydroxide cannot be added to the LP drum to provide protection against two-phase FAC. The same challenge exists in designs where water from the LP drum is used for steam attemperation. In designs where water from the LP drum is used for steam attemperation, the LP drum water must meet the same purity requirements as the steam itself and, therefore, the addition of caustic or phosphate to the LP steam water is not permitted.
Whether or not the condensate system is designed to include condensate polishers has a big impact on the selection of the cycle chemistry program. The design of any unit must include a means to handle the ingress of any impurities that may enter the system via condenser tube leaks, air in-leakage, makeup demineralizer operational issues, and the like. If condensate polishers are included as part of the plant design to remove any impurities that find their way into the system, AVT and OT chemistry programs can be utilized. If no condensate polishers are included in the plant design, phosphate or caustic treatment programs should be employed to buffer or neutralize any ingress of impurities and minimize corrosion and deposition in the system.
Plant Operating Regimes Must Be Considered
The proper water treatment process must be selected for the operating conditions and type of equipment, as just discussed. How the equipment is operated is equally important, as the water treatment process may be remarkably different at a baseload plant, a cycling plant, and one of the new generation of fast-start plants.
Cycling Service Considerations. Although phosphate treatment programs are designed to provide good buffering capability for drum units, cycling operation while utilizing these treatment regimes has been linked historically with phosphate hideout problems, where the concentration of the phosphate in the boiler/HRSG seems to “disappear and reappear” as the unit makes significant load changes. When the phosphate “disappears,” operations staff typically try to correct the situation by adding more chemical, which usually results in an overfeed situation when load changes again and the phosphate “reappears.”
Any drum-level control problems that result as part of the load swings can also result in mechanical carryover of phosphate and sodium from the drum to the superheater sections and the steam turbine, leading to potential deposition and corrosion. Oxygenated treatment programs are also best suited for steady load–type operations, whether the unit is a drum or once-through type boiler.
Boilers operating in a cycling mode are best served chemistry-wise by employing an AVT program coupled with full-flow condensate polishing to remove any contaminants that may enter the cycle. Units with copper-bearing alloys in the steam system should employ AVT(R) chemistry, where ammonia/amine is added to the condensate/feedwater to control pH and an oxygen scavenger is also added to the condensate/feedwater to minimize dissolved oxygen concentration. Ferrous-only units are best served by implementing an AVT(O) chemistry program where ammonia/amine only is added to the condensate/feedwater. It is recommended that inorganic chemicals (such as ammonium hydroxide and hydrazine) be used as the pH adjuster and oxygen scavenger, but there are numerous organic substitutions on the market today that will also yield good results when properly applied under the advice of a water treatment expert.
Fast-Start or Rapid-Response Designs. Several “fast-start” or “rapid-response” HRSG designs have made their way into the combined cycle market in recent years. These units—developed usually through collaborative efforts among the steam turbine, gas turbine, and HRSG OEMs—feature combined cycle power plant designs that are intended for quick startups and/or very quick and frequent load swings. These designs, while providing the swift reaction to the electric grid needs that today’s power market demands, also complicate steam cycle chemistry issues.
Chemistry, like the HRSG and steam turbine equipment, must now also be flexible enough to respond to fast startups and/or very quick and frequent load swings. These plants cannot tolerate chemistry holds that have been standard in traditional fossil units and still meet their startup time or load swing guarantees. Therefore, use of high-quality makeup and maintenance of condensate/feedwater purity are primary concerns for projects that utilize a fast-start or rapid-response design.
Such plants should ideally include permanent condensate polishers as part of their standard design to maintain condensate and feedwater purity and minimize chemistry holds. For Siemens’ once-through Benson boiler design, for instance, condensate polishers are required because the HP portion of the HRSG is designed to operate on OT chemistry, and therefore condensate polishers are a key part of this chemistry treatment program. For other fast-start designs, AVT chemistry programs coupled with a condensate polisher are generally the best choice to maintain a clean cycle and respond rapidly to changes.
Other Water Chemistry Issues
Plants incorporating an air-cooled condenser (ACC) for condensation of the steam turbine exhaust have unique requirements for their cycle chemistry treatment program.
The ACC design consists of a very large surface area for condensation of the exhaust steam. Though this large surface area works well for heat transfer purposes, it can upset the steam-water cycle chemistry. Newly erected ACCs are difficult to completely clean and tend to contribute a substantial amount of contaminants to the cycle during initial startup and even during unit restart if vacuum has been broken. The large surface area also increases the likelihood of iron transport in the system, particularly during initial startup and during unit restarts, and the potential for air in-leakage in the system. Owners should seriously consider including a condensate polisher when using an ACC.
FAC concerns are also common in the ACC. In order to minimize FAC in an ACC, the pH in the early condensate must be increased above that required for an equivalent water-cooled condenser. HP feedwater pH should be maintained in the range of 9.6 to 9.8 to minimize FAC in the ACC. This may require supplemental chemical injection for the HP steam drum or HP feedwater.
Steam from auxiliary boilers is frequently utilized in combined cycle power plants for purposes such as pegging the deaerator during startup, holding vacuum overnight, or hotwell sparging. The purity of the steam coming from the auxiliary boiler must be the same as the steam produced in the main cycle. Therefore, the chemical treatment program utilized for the auxiliary boiler must be compatible with the operating pressure and temperatures of the main cycle, even though the auxiliary boiler typically operates at lower pressures and temperatures.
For instance, nonvolatile oxygen scavengers are frequently used in industrial boilers operating at low pressures (less than 800 psi). However, if the industrial boiler is serving as an auxiliary boiler that is supplying steam to an HRSG with a HP pressure of over 800 psi, volatile oxygen scavengers such as hydrazine or carbohydrazide must be used in treating the auxiliary boiler, just as in the main steam cycle.
Consider Plant Staffing
The plant staffing plan and operating experience level of the team may also affect the choice of chemistry treatment for a unit. Managing a high-performance chemistry program (AVT or OT) requires tighter operating controls, more supervision of plant makeup water treatment systems and chemical additions, and a higher-level knowledge of steam cycle chemistry practices. An operations team supported by a dedicated on-site plant chemist or chemistry technician specifically trained in these practices is preferable. If the facility is unable to provide this level of support and supervision of steam cycle chemistry, the better option is to use a phosphate chemical treatment program, which can be more forgiving when system upsets occur.
— Colleen M. Layman (colleenlayman@hdrinc.com) is the energy-water management practice director for HDR Inc.