A major independent power producer’s (IPP’s) merchant fleet includes dozens of gas-fired combined-cycle plants of 3 x 1, 2 x 1, and 1 x 1 configurations. Nearly all have triple-drum heat-recovery steam generators (HRSGs) and similar steam cycle designs. The HRSGs, representing every major supplier, operate at three pressures: low (50 to 150 psi), intermediate (500 to 900 psi), and high (1,500 to 2,200 psi). For steam cycle makeup, virtually all plants use demineralized water with a resistivity higher than 10 megohms and a silica content of less than 10 ppb.
Given these fleetwide commonalities, one would expect individual plants’ chemistry feed, monitoring, and control systems to be similar as well. But that was not the case five years ago. Individual plants’ steam chemistry regimens were developed largely through evolution and trial and error. Parallel evolutions did produce some commonalities in treatment programs (all plants used phosphate, amine, and oxygen scavengers), but significant differences existed in feed systems, chemicals, sample panels, and operating philosophy.
Lacking standards, plant personnel and chemical vendors tended to use what worked at their last facility or what was used at nearby facilities. These varied approaches generally provided adequate results, but the lack of consistency in program specification created a hodgepodge of control limits and operating philosophies. Individual plants, lacking standards, often found it difficult to focus on those core parameters necessary to ensure long-term equipment reliability. Further, the varied programs made it extremely difficult for corporate or regional water specialists to troubleshoot problems at the plant level or to detect problems common to many plants.
Most plants used the chemistry monitoring software provided by their specialty chemical suppliers. Although these software packages usually performed acceptably, the lack of consistent monitoring packages made it virtually impossible to compare plants’ performance. Data entered into these programs disappeared into the "vendor universe" and were lost to the IPP. Data extraction was difficult and time-consuming, and most of the data could only be examined locally using proprietary software. Specific plant information wasn’t available to the rest of the company. This lack of shared data and information required each plant to reinvent the wheel. Each problem found was solved at the plant level; there was no easy method of communicating common problems and solutions to the fleet.
Most plants also relied on chemical suppliers for limits specification, troubleshooting charts, and control procedures. Though most vendors were diligent in providing this information, it often lacked the plant specificity required to make it useful to operators.
In addition, troubleshooting information often was lost in vendor service reports or languished in forgotten binders scattered about the plant. Plants relied primarily on "tribal knowledge" to combat chemistry monitoring and control problems.
For example, sample and analysis panels—the first line of defense in problem detection—often were abandoned in place because they "couldn’t be maintained." Operators had low confidence in the analyzers and relied on wet tests alone to monitor and control chemistry. That being the case, problems were detected only by wet tests. Chemistry or pump problems often went undetected for many hours (the time between tests). In several cases, HRSG pH values dropped to extremely low levels and remained there for several hours prior to detection.
Most plants started with a maintenance schedule for sample panels, but many were abandoned early in commercial operation. Instrumentation and controls personnel, lacking familiarity with water analyzers, postponed maintenance. Thus, the sample panels became useful for obtaining grab samples only. Online data still went into the plant’s data acquisition system, but alarms weren’t active and readings were generally ignored.
As a result of these problems, plants had difficulty maintaining chemistry within limits or—worse—established limits that failed to adequately protect equipment. Operators wasted time and effort monitoring non-core parameters and performing frequent chemical testing at the expense of more important monitoring. Upsets were more common, took longer to detect, and resulted in greater damage than necessary.
Operator testing does have a role in monitoring, but it should not be the first line of defense in problem detection. Wet testing can find a problem, but only if it exists when the sample is taken. The rest of the time, the plant is "flying blind." For most plants, the averages appeared to be within target ranges (see table), but variability was extreme, and many target ranges didn’t provide optimal equipment protection.
graph
Source: Dan Sampson
Typical chemistry of treatment programs "before"
Results "before"
Although this scattered approach did not result in widespread failures, there were several problems at individual plants that could have been prevented by a more organized approach. They included the following.
HRSG damage. Although the instances of chemistry-related HRSG damage were low, damage was severe enough to require significant work to perform repairs and return the units to operation. For example, at one 3 x 1 plant in the south, sodium-to-phosphate ratios were not monitored and iron transport was not monitored consistently. Several upsets occurred during the first several months of operation, including both low- and high-pH events. The result was formation of iron deposits in the lower bends of the generating tubes. Recovery from these events necessitated significant downtime, chemical cleaning, and the replacement of several tube sections. Damage may have occurred in any case, but a more organized approach to chemical feed, monitoring, and control would have alerted the plant to a systemic problem that required attention.
Inconsistent operator knowledge. This problem contributed to the severity of the HRSG damage at the southern plant. Operators often found low pH readings on their wet tests, but they didn’t have the advanced chemistry background necessary to correlate low pH with the risk of damage.
Cycling-caused chemistry upsets. The damage cited in the example above stemmed from rare upsets in demin makeup water quality or from condenser tube leaks. The "before" system also resulted in more-common, though less-severe, upsets during cycling operation. These upsets resulted from the over- or underfeed of treatment chemicals just prior to shutdown or immediately after start-up, and from the lack of standardized chemistry. The absence of a standard approach further complicated matters. Each plant (and, often, different operators at the same plant) approached chemistry control during cycling operation differently. Some operators raised oxygen scavenger and amine feed rates to maximum just before shutdown, whereas others shut the pumps off and raised chemical feed rates after start-up.
High iron transport. This was caused both by cycling operation and individual upsets. In most cases, the extent of the iron transport wasn’t detected until the HRSGs were inspected. With no iron data, plants assumed that their current condensate and boiler feedwater chemistry control programs were working. And the lack of iron data during the operating cycle made it impossible to relate observed HRSG deposition (bad or good) to operating iron levels. If iron transport was high, plants had no way of knowing if the transport had occurred slowly over time or during a one-time or infrequent upset. If iron transport was low, plants still had no idea what a "good" operating iron level might be. In addition to inconsistent iron testing, those plants that did perform iron testing often used different procedures. The diversity of iron test methods made it impossible to see fleetwide trends or to compare plants side-by-side.
High cation conductivities. As the table indicates, the average cation conductivity of condensate after chemical feed was 1.41 �S/cm. Average high-pressure (HP) steam cation conductivity was 1.08 �S/cm. Most steam turbine manufacturers recommend that cation conductivity be between 0.2 and 0.3 �S/cm. These limits are not realistic, unless ammonia and hydrazine are the only products used for feedwater treatment. The primary cause of high cation conductivities "before" was overfeed of oxygen scavenger.
Extra operator time and attention. As stated earlier, many plants performed tests that did little to protect equipment. If the sample panel is reliable, then wet tests need be performed only to verify the continued accuracy of the online analyzers. Lacking reliable analyzers, wet tests became the first line of defense, and at most sites they were performed every 4 to 6 hours. In addition to wet testing, operators spent a lot of time maintaining chemical feed systems. HP phosphate feed systems and oxygen scavenger feed systems tended to fail most often.
High maintenance. The lack of consistent control, the approach to sample panel maintenance, the lack of standard chemical feed systems, and the damage associated with upsets all increased the need for maintenance. The lack of consistent control increased iron transport and necessitated extra chemical cleaning of HRSGs during scheduled outages. Sample panel maintenance was especially time-intensive and consisted of weekly or biweekly calibration of the analyzers. The maintenance department calibrated the analyzers, but frequent drift of just a few analyzers led operators to believe that all of them needed calibration or probe replacement. Thus, operators wrote up a work order for any analyzer that didn’t appear to be working. Maintenance attempted repair of all the analyzers and replaced probes often. Chemical feed systems required additional maintenance as nonstandard pumps failed. Redesign often was required to allow the use of available pumps. Plugged lines and air binding were common. Damage required forced outages for repair. Outage durations lasted from a few hours to many weeks. The scope of repair work varied from simple (fix the bad pump or valve) to complicated (repair or replace entire HRSG tube sections).
Taking action
The IPP began a multistage standardization initiative as the difficulties described above became clearer. Early standardization efforts focused on plants under construction or in design. Lessons learned and standard designs then were applied to operating plants. The standardization effort is well under way, but is not yet complete at all sites.
Specific standards continue to evolve as operating data become available, but consistency is improving. This section summarizes the steps taken. All steps have been completed for some plants, and some steps have been completed for all plants.
Standardizing chemical feed systems (for new plants). This action was taken about four years ago. The steam cycle chemical feed system consists of three subsystems: for oxygen scavenger/passivator feed, amine feed, and HRSG internal treatment. Standardization allows the use of common spares and common logic, enables quick identification of common problems, and simplifies maintenance.
Standardizing the sample panel configuration. The standard configuration provides those core parameters necessary for reliable operation. Sequencers switch between shared analyzers to provide data for multiple sample streams. A "patch panel" allows any of the grab samples to be connected to online analyzers for troubleshooting. The standard design has improved ease of use and has made it much easier to compare results across multiple plants.
Changing maintenance of the sample panel. The IPP implemented the following general procedure to ensure that online analyzers read reliably and are repaired when they do not. The first step was to standardize the analyzers and the way that operators check their accuracy. The company’s chemistry-trending software contains a set of calculations called "Analyzer Deviations." These calculations compare the wet-test sample results with those of the online analyzers and calculate the difference between the two. Operators take responsibility for this important calibration check; they perform a weekly check of the deviation data and standardize any analyzer with a deviation that exceeds the limit. The next step in the procedure is to flag out-of-service analyzers or equipment. Continuously high deviations or constant standardization failures could mean that the analyzer needs to be replaced. If this occurs, operators write work orders, and maintenance looks at the analyzer in detail.
Modernizing and standardizing the treatment program. The diverse steam-cycle chemical treatment programs have been modernized and standardized through the internal publication of the IPP’s "Steam Cycle Chemistry Guidelines." This extensive document includes a discussion of the most common steam-cycle chemistry issues and concerns, examines in detail each of the three steam-cycle chemistry programs (condensate corrosion control, condensate metal passivation and oxygen scavenging, and HRSG internal treatment), and recommends specific control strategies, limits, and products. Unless specific site conditions (such as unique designs or specific contaminants) warrant deviation, plants use the chemistries described in the guidelines. Standardizing chemistry allows the setting of standard control limits, standard troubleshooting, and easier identification of fleetwide issues.
Advanced steam-cycle chemistry training. Advanced steam-cycle training continues to be rolled out at all of the IPP’s plants. The training program, which lasts about four hours, begins by describing the evolution of steam-cycle chemistry programs and proceeds through a very detailed description of condensate, boiler feedwater, and HRSG internal chemistry. It also includes a detailed discussion of common chemistry issues and concerns and provides operators with recommended control limits and test schedules. The advanced steam-cycle chemistry training program was developed using the published "Steam Cycle Chemistry Guidelines."
Standardizing chemistry-monitoring software. Extensive research of available data management packages indicated a wide range of products, prices, and capabilities. Most available packages were general in nature but adaptable for use for water treatment data management. The IPP selected a software package called Track 2, designed specifically for monitoring water systems, from LXF Inc. (Wilmington, Del.). It has nearly all of the capabilities of the vendor-provided software, including statistical analysis, histograms, X-bar and R charts, trending, and exception reports.
Writing a cycle chemistry manual. The IPP’s Cycle Chemistry Manual provides "one-stop shopping" for all site chemistry, chemical feed systems, water treatment systems, troubleshooting, test procedures, and the like. It combines information from many disparate sources into a single resource that provides a ready reference. The manual is interactive and searchable to allow operators to quickly find information. It provides detailed procedures for finding and correcting the most common problems found in steam cycle chemistry or water treatment, codifies what was formerly tribal knowledge, and provides additional detail on the topics discussed during Advanced Steam Cycle Training.
The costs of standardization
Standardizing chemical feed systems and sample panels achieved a net cost reduction for new plants. Specific equipment specifications reduced vendor add-ons and made it easier to compare apples to apples when evaluating equipment bids. Existing plants modified their installed sample panels. Modification was not required at all sites. Those sites that did modify their sample panels incurred a cost of about $22,000 per site for piping changes. Existing analyzers were retained.
The cost to standardize on the LXF software was $2,000 per site for an unlimited network license. The software was installed on existing servers at no additional cost. Plant chemistry data can now be accessed enterprisewide or via any high-speed Internet connection.
Moving primary responsibility for maintaining the sample panel to the operator level resulted in a net decrease in maintenance costs. Analyzer calibrations now are performed on an as-needed basis rather than every week, saving about four instrumentation and control (I&C) worker hours per week. The frequency with which pH and oxidation-reduction potential probes needed to be replaced decreased from about once every six months to about once a year. Conductivity probes are no longer routinely replaced as part of the preventive maintenance program; they are only replaced if they fail. Net cost reduction averaged $18,000 per site.
Modernizing and standardizing the treatment program also produced a net cost reduction. For example, a newly recommended phosphate product provides a higher pH for the same number of pounds fed, so fewer pounds are fed to control the pH of HRSG drums. Similarly, a new amine product provides a higher pH for the same pounds of product fed, producing a net cost reduction. Changes in the oxygen scavenger/passivator feed strategy resulted in a 50% reduction in passivator chemical feed. Total savings per project have averaged $3,000 per year, or a cost reduction of about 10%.
Finally, providing advanced steam-cycle chemistry training incurred no additional costs. The curriculum was incorporated into existing training programs and replaced more basic training.
The payoffs
Following are the key results of the standardization effort.
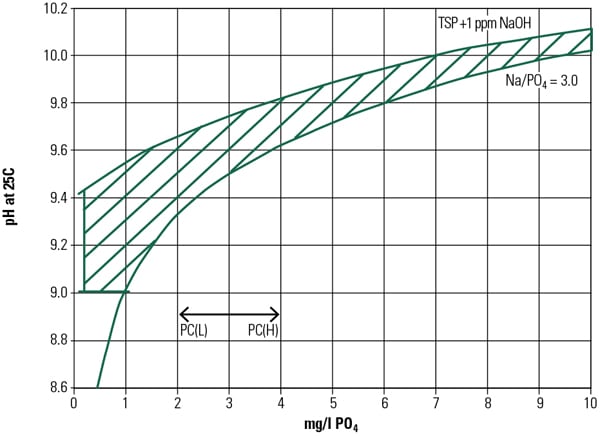
Fewer chemistry upsets. Upset frequency and severity both decreased. For example, the IPP’s plants in California and the West experienced four major HRSG pH upsets in 2003. The causes varied, but in all cases HRSG pH fell rapidly and remained low (less than 6.0) for periods ranging from 4 to 36 hours. Though a few pH upsets did occur in 2005, in no cases did pH fall below 8.0, and no upset lasted as long as 4 hours. Changing HRSG internal treatment was especially useful in minimizing upsets. The recommended treatment program increases the sodium-to-phosphate ratio in the HRSG bulk water and provides additional buffering in the presence of small amounts of contamination.
Improved compliance with chemistry limits. The figure details one plant’s overall compliance with chemistry limits for the same month (August) before and after the standardization effort. Though control prior to standardization was adequate, compliance with limits improved significantly after implementation.
graph
Source: Dan Sampson
1. Big improvement. Following implementation of the standardization project at one plant, overall compliance with chemistry limits improved significantly.
A more-reliable chemical feed system. Chemical feed system reliability improved as new plants received the standard chemical feed system package and as existing plants were retrofitted. Improvement was most significant in HP HRSG phosphate feed (as a result of using dilution water) and in oxygen scavenger/passivator feed (as a result of improving the pump suction design).
Improved sample panel reliability. The change in responsibility for sample panel maintenance reduced maintenance costs and served to make the panel more reliable. Now, operators check deviations at least weekly and perform a single-point calibration, if required, to bring the online analyzers into agreement with the wet-test results. A work order is written for any analyzer that requires constant calibration or that fails the single-point calibration. I&C then performs more-detailed troubleshooting to bring the analyzer into agreement with the wet-test results.
Lower cation conductivity. Cation conductivity fell both as a result of improved operator understanding (Advanced Steam Cycle Training and the Cycle Chemistry Manual) and the change in oxygen scavenger/passivator feed strategy (the "Steam Cycle Chemistry Guidelines"). In the past, most plants chronically overfed oxygen scavenger under the assumptions that zero dissolved oxygen was desired and that there were no adverse consequences (other than increased cost) if scavenger were overfed. The new strategy focuses on the use of these products as metal passivators. In addition to providing lower cation conductivities, this change has lowered the potential for flow-accelerated corrosion (FAC) by minimizing the reducing environment.
Long-term benefits and conclusions
It will take several years to fully realize the long-term benefits of the standardization effort. Based on data to date, the IPP expects to see lower iron transport, lower potential for FAC, fewer HRSG cleanings, no chemistry-related equipment failures, fewer forced outages, and lower maintenance cost.
The improvement and standardization process is self-perpetuating and does not rely on individual knowledge passed down from person to person. Creating standards provides a knowledge base that survives changes in individuals or suppliers, allows easy benchmarking of various plants, speeds problem detection and resolution, and eases the burden on maintenance personnel.