Owner/Operator: Platte River Power Authority
Top Plant: The staff of the Rawhide Energy Station have been racking up operating stats and an environmental performance record that is the envy of other plant managers. In the past decade Rawhide has enjoyed an equivalent availability factor in the mid- to high 90s and an average capacity factor approaching 90%. Still not content with this performance, Rawhide invested in new technology and equipment upgrades to further optimize performance, reduce emissions, and keep cost competitive.
Platte River Power Authority (Platte River), established by the state of Colorado in 1973, is the wholesale electricity provider to the municipal power systems of its owner-communities: Estes Park, Fort Collins, Longmont, and Loveland. Platte River generates and transmits power to the municipalities, which distribute it to homes and businesses. Each member-city sets its own utility rates for customers.

1. Top of the charts. Rawhide Energy Station’s coal-fired unit is one of the most efficient in the western U.S. It also ranks among the 10 units with the lowest emissions. Courtesy: Platte River Power Authority
Platte River owns and operates, or purchases power from, a wide range of power generation resources to serve its customers’ electricity needs. Its own generating resources at Rawhide Energy Station (Rawhide) include four GE Frame 7EA natural gas-fired turbines totaling 260 MW (three installed in 2002 and a fourth added in 2004) and a 274-MW coal-fired unit. All are located along Colorado’s Front Range of the Rocky Mountains, in northeastern Colorado (Figure 1).
Platte River’s 10-MW Medicine Bow Wind Project, located near Medicine Bow, Wyo., provides renewable power to its system. Platte River also has an ownership share in the Yampa Project, a coal-fired plant in northwestern Colorado, and an allotment of hydroelectric power from the Colorado River and Missouri Basin projects to round out its electricity resources.
Platte River was traditionally a winter-peaking utility; however, in 1994 the peak moved to the summer and has since doubled from 312 MW to 635 MW (as of July 2007). In fact, the summer peak is now growing at 3.6% per year (five-year average) and is forecasted to reach 821 MW in 2017.
“Demand for electricity during the summer has grown dramatically in our owner-communities,” said Brian Moeck, Platte River general manager. “It’s mainly due to the number of air conditioners that have been installed during the last several years.” To meet this growing load demand, Platte River just placed its newest generation resource into commercial service on July 13: a 128-MW GE Frame 7FA natural gas-fired simple-cycle gas turbine that sits alongside its four other gas turbines at Rawhide (Figure 2).

2. Mixed-use site. The Rawhide Energy Station includes four 65-MW GE Frame 7EA natural gas-fired turbines. A new 128-MW GE Frame 7FA turbine (not yet built when this photo was taken) was commissioned on July 23. Courtesy: Platte River Power Authority
Peak performer
With its 505-foot-tall stack and herd of American bison see sidebar, Rawhide is a regional landmark on the sparsely populated grassland prairie 26 miles north of bustling Fort Collins. The plant has also routinely ranked as one of the low-emissions plants in the U.S. since it began commercial operations on April 1, 1984. Since commissioning, Rawhide has stacked up an enviable operations record, especially for a single-unit plant. For example, it has had a 93.1% lifetime equivalent availability factor and an average 88.8% capacity factor over the past 10 years.
Home on the range
Fort Collins was established by the U.S. Army on the Cache La Poudre River near present-day LaPorte in 1864 as an outpost to protect the new overland mail route, but it was soon destroyed by floods. The fort was relocated a few miles downstream, adjacent to what is now known as the “Old Town” historic district, by Colonel William O. Collins the following year. The short-lived fort was decommissioned in 1867.
Millions of bison roaming the grasslands in northern Colorado must have been a familiar sight to Colonel Collins and the early settlers. Today, about 20,000 American bison roam parks and public lands in Colorado, and about 50 of those bison call the Rawhide Energy Station home (Figure 4).

4. Home on the range. The Rawhide Energy Station must be the only power plant in the U.S. that maintains a herd of award-winning American bison on surrounding plant property. Courtesy: Platte River Power Authority
According to Albert Hamilton, Platte River Power Authority’s first general manager, “Bison should be returned to the grasslands to symbolize the ruggedness of the American West and to demonstrate that power plants can coexist in harmony with native plants and wildlife.”
Hamilton’s “Adopt-a-Buffalo” program established the Rawhide herd in 1983 with the purchase of the first 20 bison from a herd that was descended from the herd in Custer State Park in South Dakota. Outstanding specimens from the Rawhide herd have since won numerous trophies in stock shows, including the annual National Bison Association Gold Trophy Show and Sale. The enterprise remains revenue neutral, with sales offsetting the costs of herd maintenance. Plant staff provide water and supplemental feed to the herd.
The current 12-month operating statistics continue to inch upward and seem to leave little room for improvement: The plant’s equivalent availability factor is 98.5%, and its capacity factor is 95.1% so far this year.
Operating stats tell part of the story. Efficiency is the other half of the performance equation, and Rawhide continues to find ways to squeeze each Btu and improve its heat rate. In January 2000 the plant heat rate was 10,630 Btu/kWh, but today it’s 10,170 Btu/kWh—equivalent to saving a million dollars a year in fuel costs. Modernization of the steam paths of the original Westinghouse BB-243 HP/IP and BB-372A LP steam turbine (the former in 1998 and the latter in 2005) played a significant role in this heat rate improvement.
Low-sulfur Powder River Basin (PRB) coal fires the Combustion Engineering (now Alstom Power) tangentially fired (T-fired) boiler, which was equipped with a new low-NOx burner system in fall of 2005. Boiler exit gases are treated with a Joy Niro dry scrubber and baghouse to keep the SO2 and particulate emissions low and Rawhide’s ranking as one of the cleanest coal-fired plants in the nation high. Steam flow at maximum continuous rating is 1.9 million pounds per hour at 1,005F and 1,890 psi.
Eighty carloads of PRB coal are delivered from Wyoming to the plant’s railroad spur every other day after a relatively short 250-mile train ride. A rotary car dumper unloads each car every two minutes to top off the plant’s two active coal storage silos that hold 5,800 tons each, or about a three-day supply at full load. A coal pile, protected by raised earthen berms, provides a 60-day reserve of the low-sulfur coal. Rawhide burns a little over 1 million tons of PRB coal annually.
Reaction to combustion
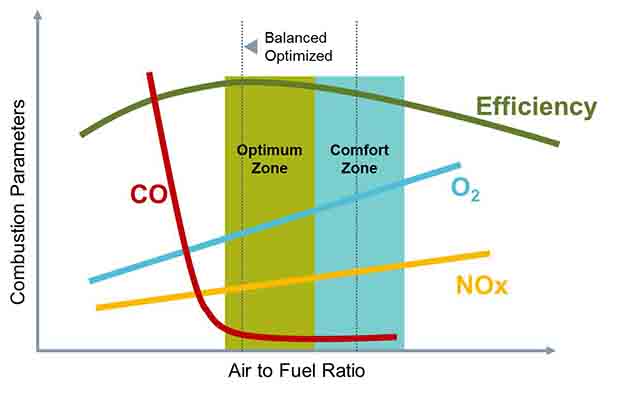
Platte River has a long-standing commitment to reduce plant emissions at Rawhide and signed a Voluntary Emissions Reduction Agreement (VERA) with the State of Colorado to reduce NOx emission to below 0.18 lb per million Btu and SO2 emissions below 0.09 lb per million Btu. Alstom Power was chosen to supply the low-NOx burner upgrades to reduce NOx levels below the VERA requirements while keeping CO below the permit level of 0.15 lb per million Btu. Alstom’s design called for the installation of its Low NOx Concentric Firing System (or LNCFS Level III) with four levels of separated overfire air nozzles to optimize CO emissions on T-fired boilers (Figure 3). The result: Post-installation testing measures NOx in the 0.16 to 0.17 lb per million Btu range with CO levels well below permitted levels.

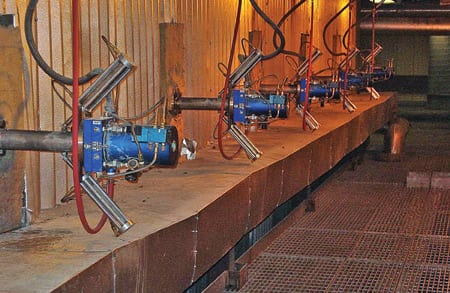
3. How low can you go? Rawhide Energy Station recently completed a low-NOx burner upgrade that included adding overfire air ports (shown on left and right of the photo). Also shown are the ZoloBOSS 2 1/2-inch-diameter laser ports added for in situ combustion properties measurement. Courtesy: Platte River Power Authority
Inside the flame
Ongoing compliance with VERA is critical to the Rawhide staff, so they explored ways to continually optimize and verify the combustion process. A plant with an efficiently operated boiler not only saves fuel but also has low emissions.
The staff collectively decided to install both a ZoloBOSS system and Neuco’s CombustionOpt neural network software on the T-fired boiler. The ZoloBOSS obtains real-time combustion constituent and temperature measurements during operation, while CombustionOpt continually manipulates variables such as damper positions, feeder speeds, and the like to optimize combustion, reduce emissions, and increase boiler efficiency.
Zolo Technologies uses a tunable diode laser absorption spectroscopy process (TDLAS) to generate boiler cross-sectional maps of temperature, O2, CO, CO2, and water vapor. Better data on the details of combustion give the staff better tools to tune the unit to run cleanly and smoothly. Temperature and combustion data also provide more insight into slagging and fire-side corrosion causes and potential remedies.
A TDLAS laser shines its light across the boiler cross-section, through a 2½-inch access port, to a receiver mounted on the opposite wall (Figure 3, above), be it above the combustion zone or boiler backpass. The laser, analogous to a CT scan, then measures in-situ combustion zone data along its line-of-sight path. No probes are inserted into the boiler gas stream. A grid is formed to obtain two-dimensional data—nine paths in a 5 x 4 grid in the combustion zone (Figure 5) above the overfire air ports and six paths in a 4 x 2 grid at the economizer outlet to replace the single optical pyrometer used to measure the flue gas exit temperature. A total of 15 sets of transmitter-receiver pairs (aka, paths) were installed on the boiler.
5. Grid lock. ZoloBOSS ports were placed above the overfire air ports on the T-fired boiler in a 5 x 4 grid to produce a two-dimension cross-sectional view of temperature and products of combustion. A similar 4 x 2 grid was placed at the economizer exit. Courtesy: Platte River Power Authority
Data collected from as many as five receivers can be coupled into a single fiber optic cable. Adding an optical switch increases capacity threefold to 15 separate paths, as was done at Rawhide. The data from each path are then processed by a computer for display by a Zolo-proprietary software package (Figure 6) and forwarded for use in PI ProcessBook. Rawhide also has developed methods to use this data in the intelligent sootblowing system for closed-loop control of sootblowing on key convection pass areas.
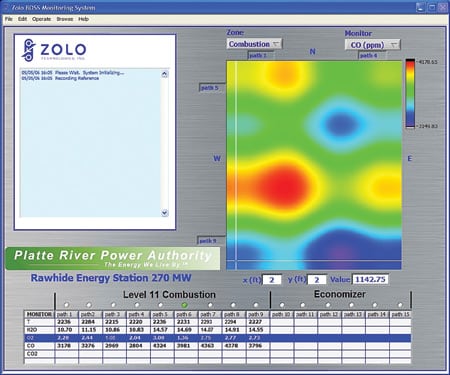
6. Data-rich environment. An example of the two-dimensional temperature and gas property data collected by ZoloBOSS inside Rawhide’s T-fired boiler. Courtesy: Platte River Power Authority
Problems overcome
The Rawhide staff has learned that projects thought to be straightforward can have a steep learning curve. For example, the small access ports that house the laser transmitters and receivers have a tendency to slag and are difficult to keep clean. An optimized port opening design that minimizes refractory at the opening was developed to reduce those problems (Figure 7), and larger (8-inch versus the earlier 4-inch), integrated “port-rodders” for slag clearing are now a standard feature. In addition, flanged sight tubes make for easier removal of the entire assembly for maintenance. However, during outages some sort of protection of the ports is required if shotgun or detonator cord blasting is used.
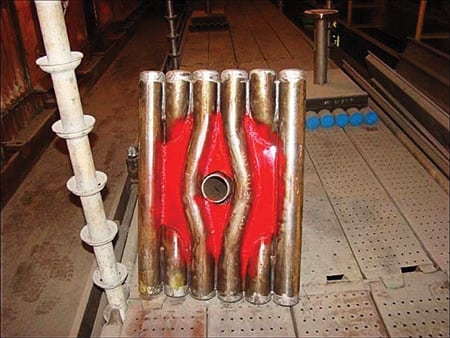
7. Improving the design. The original waterwall penetration had a tendency to slag over, preventing the laser from operating. A new port opening design that minimizes refractory at the opening reduced those problems. Courtesy: Platte River Power Authority
The implementation of ZoloBOSS and CombustionOpt provided many challenges, both technically and philosophically, but both have now started to pay off in improved system operation and heat rate.
Squeezing Btus
The Rawhide staff may have mastered combustion zone temperature and constituent measurements, but they aren’t content to keep this an open-loop process. Next on the agenda is exploring how to push the plant’s heat rate even lower by determining how to integrate the real-time boiler combustion data from ZoloBOSS with CombustionOpt to give true closed-loop optimization of the entire steam generation system and bust through the 10,000-Btu/kWh barrier. These advanced boiler control optimization systems would not have been possible without the Foxboro DCS upgrade completed in 2005.
It’s all about the people
Slapping the latest technology on a plant is of little benefit unless you have a solid, dedicated staff and sound management principles. It all starts with the people and a teamwork culture that shares ownership of the facility. Jason Frisbie, the division manager of Power Production at Rawhide, noted that, “while the operating statistics and utilization of technology continues to pay off, the primary reason for Rawhide’s success can be attributed directly to the dedicated and professional staff at the station.”
Here is an example of Rawhide’s unique management culture. Each employee, including the plant manager, is assigned a cleaning area that requires that person’s attention for an hour a week. Individuals feel a sense of accomplishment when they’re done, and everyone has a facility that all are proud of. Another benefit of a good clean, safe work environment is that it’s easier to spot problems with the equipment and easier to fix those problems as well.
Ongoing vigilance
A well-conceived and executed program for predictive and preventive maintenance is vital to the health and welfare of a facilty. For example, Rawhide recently added a thermal imager, sound gun, and portable vibration monitors to its inventory of high-tech tools.
Finally, don’t forget the importance of diligent equipment maintenance. If you haven’t kept up with the basics like coal mill maintenance, you can’t expect to optimize combustion with high-tech instruments and software. If operators haven’t been vigilant in routine tests, then equipment issues can’t be turned over to maintenance before they become major problems requiring an expensive outage to repair. Daily, all departments openly discuss plant priorities to ensure that resources are used effectively and the unit is kept running cleanly, safely, and reliably.