JEA’s Northside Generating Station in Jacksonville, Fla., Units 1 and 2 were built in 1966 and 1972, respectively, although the Unit 2 boiler had not operated since 1983. Both were heavy oil– and natural gas–fired steam units rated at about 300 MW. The utility “repowered” those two units by removing the old boilers and adding new circulating fluidized bed (CFB) boilers (Figure 1) that entered service in 2002. At that time, they were the world’s two largest CFBs, and the plant won POWER’ s Plant of the Year Award.
 |
| 1. World record holder. JEA “repowered” two old steam boilers at the Northside Generating Station with circulating fluidized bed (CFB) boilers. When installed in 2002, the two CFB boilers were the largest in the world. The steam turbine portion of the plant remained unchanged. Courtesy: JEA |
The CFB burns crushed limestone (sorbent), which is injected into the bed where the coal or petroleum coke is burned, absorbing the released sulfur. A polishing spray dryer absorber completes the sulfur-removal process. The low temperature of combustion, about 1,650F, also minimizes NOx production. The bed of ash, solid fuel, and sorbent is fluidized by air accelerated through nozzles located in the bottom of the bed. The fluidizing air also supplies most of the needed combustion air.
As the solid fuel particles burn and reduce in size, the fluidizing air will carry the light particles upward through the boiler with the combustion gases. These particles are then separated in a cyclone and recycled back to the bed, the “circulating” part of the CFB boiler system. Ash is removed from the bottom of the bed through a stripper cooler that recovers heat as new fuel and sorbent are added. A fabric filter removes any remaining particles entrained in the flue gas. Uniquely, steam is superheated in tubes placed in the solids circulating stream and in the flue gas path.
As is often the case, deploying state-of-the-art technology often means that plant upgrades and operational improvements will closely follow emerging technology advancements prompted by actual operating experience. This is what JEA has experienced with the two new CFB boilers.
Solving Operating Problems
At Northside, concerns arose about boiler reliability and load reductions principally caused by unstable main steam temperatures that were in turn caused by high bed pressures. High bed pressures were caused by too much limestone and ash in the furnace bed and overfiring the CFB. Another side effect of these off-design conditions was high ammonia consumption. Ammonia is injected into the backpass (cyclone inlet) area of the boiler for additional control of NOx production.
Beginning in 2006, many improvements were made to the plant that included upgrading the air quality control system, improving stripper cooler reliability, and optimizing fuel/limestone mixtures. These and other modifications produced immediate benefits. For example, correcting hot combustion spots in the furnace resulted in lower ammonia use, saving $1.5 million per year. Better control of furnace temperatures also reduced coal usage and improved ash quality (ash is resold into the building materials market), resulting in lower cost of generation. In addition, reduced limestone use improved coal combustion and increased boiler efficiency.
Further improvements to the plant were made in the fall of 2009. One major improvement was replacement of the original 1966-vintage steam turbine low-pressure rotor in each unit. Redesign of the integrated recycle heat exchangers (known as “Intrex,” located in the return leg from each cyclone and used for steam superheating) and other modifications have also boosted unit output about 15 MW per unit, producing significantly higher power sale revenue.
Modifying the Intrex
The Intrex are integral to the CFB furnaces and function to reduce the height of the bed material in each furnace bed for improved combustion and steam production, operating at about 1,600F to 1,650F. Furnace temperature is directly controlled by changing the solids loading in the upper furnace, by control of the primary and secondary airflow, and by efficient flow of solids over the Intrex tubes.
Heat transfer problems occurred previously in the Intrex units when solids agglomerated on the tubes, reducing the airflow and heat exchanger performance. The solids buildup was first observed during initial furnace start-up in 2002. The replacement cost of each Intrex is about $1 million. Despite the CFB improvements made between 2006 and 2008, Intrex airflow issues continued to limit power generation (Figure 2).
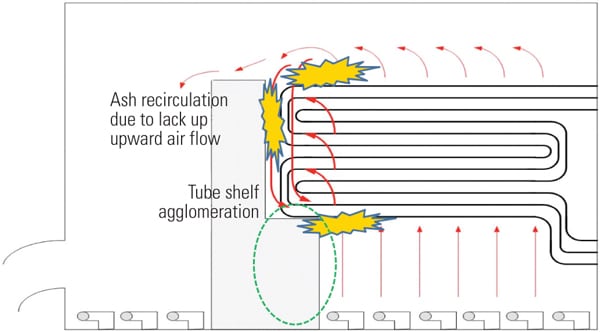 |
| 2. Intrex tube shelf problem. The end tube support design promotes agglomeration under the superheater tube bundle and on the return wall. Source: JEA |
There were other problems related to ash agglomeration. The original 10-inch damper valves controlling airflow to the Intrex units would stick when completely closed, requiring a 5% limit stop to be placed in the control system to prevent full closure. As a result, undesirable inflow at start-up caused overheating of the heat exchanger tubes, contributing to metallurgical damage and premature tube failures. Those 10-inch valves also tended to “hunt,” meaning that they were unstable, especially in the range of 10% to 30% open.
The designers realized well-controlled airflow was essential to ensure good circulation within the Intrex units to prevent agglomeration of solids on the tubes and for improved combustion in the CFB. As a result, the Intrex units were redesigned.
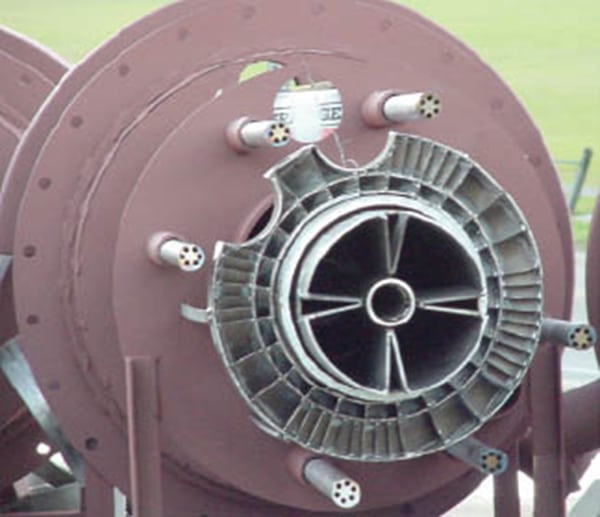
Three modifications were implemented during the fall 2009 shutdown: moving the superheater tube support, replacing weir walls with a new design to aid circulation, and using a three-pipe air supply inside of the single, 10-inch-diameter pipe (Figure 3). The original 10-inch air supply line was replaced by three pipes, each equipped with a new 4-inch-high performance butterfly valve designed to pass the same amount of air, but with improved accuracy.
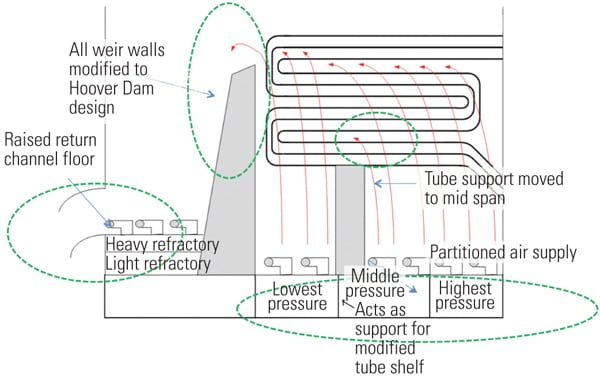 |
| 3. Intrex design improvements. In the fall of 2009, a number of additional design improvements were made to the Intrex. Source: JEA |
A New Butterfly Valve
High-performance butterfly valves are traditionally used in throttling applications requiring close flow control, but their accurate operating range is usually limited to a very narrow control range, about 30% to 50% open. When pushed to open wider, operation usually becomes sluggish and unpredictable. Perhaps this is why high-performance butterfly valves were not used in the original Intrex design, which had airflow controlled by the 10-inch damper valves.
Meanwhile, engineers at the Fisher Controls Division of Emerson Process Management were working to broaden the control range of high-performance butterfly valves. By testing various butterfly valve disk designs in their testing laboratory, they created a disk with an inherent equal percentage flow characteristic. This means that the percentage flow through the valve was proportional to the percentage valve opening, so there were more predictable flows over a much wider valve travel range, in this case up to 70% open.
Following successful field trials, the new 4-inch control disk valve system was introduced early in 2009, just in time for the new technology to be adopted by JEA. A Fisher spring and diaphragm actuator operates each of the new valves. Post-upgrade tests confirmed that during normal Intrex operation, the desired pressures in each of the three sections of the air supply plenum were achieved, which improved the flow of bed material. A dozen of the 10-inch damper valves were replaced by 36 of the 4-inch control disk valves on each of the two units. Another advantage was the control disc valve design is the complete shutoff of the air supply to the bed during start-up, avoiding Intrex tube damage.
Final Test Results
The redesign and modifications completed in 2009 greatly improved control of the airflow into each of the three Intrex heat exchangers in each of the two units. Ash flow through the Intrex heaters was also improved, reducing tube fouling and producing better heat transfer. The stability of bed levels in each furnace resulted in lower air pressures required to fluidize the bed material. The improved fluidization also prevents plugging of the Intrex heat exchangers. Other observed benefits have been reduced emissions of SO2 and NOx and increased load output. The valves can also control accurately at lower flows, making it easier to adjust to lower power loads at night.
Figure 4 shows before and after views of the superheater tubes in one Intrex. One year after the valve modifications were made, the Intrex tubes remain clear and problem-free. Recently, the distributed control system (DCS) monitor of one CFB showed very precise valve opening of 63.69%, 70.02%, and 66.79% on each of three control disk valves serving one Intrex heater. These valve opening readings represent gas flows of 2,056 lb/hr, 1,999 lb/hour, and 1,997 lb/hour, respectively, indicating that the Intrex heaters are operating as designed.
 |
| 4. Good results from Intrex upgrades. On the left is Intrex 2C in as-found condition before the 2009 outage. Note the agglomeration formation above the tube shelf. Agglomeration forms above the tube shelf due to poor fluidization. This buildup causes load reduction and cyclone plugging. Targeted modifications made in 2009 eliminated this problem, as shown in the photo on the right. Courtesy: JEA |
Also shown on the DCS screen was the power output of 308.37 MW for that unit, confirming that the upgraded Intrex system and other plant modifications have produced improved furnace operation and increased power output.
Looking Ahead
JEA intends to continue its leadership in CFB boiler design and operation with further improvements to the Northside plant. Today, JEA management believes that more fine-tuning will further increase plant output and efficiency. The next step is restoration of a number of Intrex tube bundles, already scheduled during the fall 2011 shutdown. Other plans call for improvement of secondary and primary air control, limiting Intrex tube temperatures on start-up to 1,050F, and analyzing start-up control factors such as feedwater flow, primary and secondary airflow, bed pressures, and above-bed burner uses to improve the responsiveness of each unit.
—Contributed by Frank Thomas (thomfh@jea.com), a reliability engineer, and John Kang (kangjj@jea.com), an electric generation optimization specialist, for JEA.