A chronic operational problem with circulating fluidized bed boilers is ash buildup or agglomeration that turns into slag, which forces frequent shutdowns for cleaning. Solving the problem is tricky, because combustion efficiency relies on good fuel quality, but the best fuel for efficiency may not be the best fuel for minimizing furnace and tube fouling and ash plugging.
JEA owns and operates five generating plants in northeastern Florida with a generating capacity of approximately 3,600 MW. Included in this fleet are two 300-MW Foster Wheeler circulating fluidized bed (CFB) boilers, located at JEA’s Northside Generating Station (NGS). When this plant was built in 2002, these were the largest CFBs in the world. NGS was POWER’ s 2002 Plant of the Year. JEA’s NGS is also recognized as a 2012 Top Plant for its long-term CFB improvement work, as discussed in the companion article (p. 38) and detailed below.
 |
| 1. Ash avalanche. These horizontal primary superheater tubes were completely fused together. Removing this agglomerated ash buildup required a forced outage and, often, explosives. Courtesy: JEA |
 |
| 2. Chunky ash. Huge “rocks” of agglomerated ash were collected in the Intrex final superheater that required an outage for removal. Courtesy: JEA |
Many operational problems plagued the CFBs, beginning shortly after entering commercial service. One of the chronic operational problems was ash buildup, or agglomeration, triggering frequent boiler shutdowns for cleaning. Specifically, NGS’s boilers routinely experienced furnace grid fouling—severe ash buildup in the primary, secondary, and reheat superheaters. The units also experienced frequent forced outages caused by ash plugging and poor reliability of the bottom ash removal system.
NGS is not alone in battling slag deposits. A February 2006 EPRI report, “Ash Deposition Impact in the Power Industry,” found that “slagging, fouling, and fuel blending continue to be the leading coal quality concerns of utility personnel [at coal-fired plants]… with an estimated annual economic impact of over $1.2 billion.” In CFB boilers, the agglomeration potential is naturally high due to the presence of a large quantity of ash circulating in the hot loop (see the sidebar for a description of NGS’s CFB boilers and the location of major components).
JEA has successfully eliminated ash deposits throughout the JEA boilers after years of effort. How this was accomplished is described in the remainder of this article.
JEA CFB: The Early Years
The CFBs were riddled with problems during the first six years of operation. The two units experienced numerous chronic problems related to combustion quality and ash agglomeration. Some of the problems that reduced combustion efficiency and produced high forced outage rates included:
- Frequent unit shutdowns due to ash buildup in the superheaters.
- Chronic plugging of the bottom ash removal system, resulting in unit load reduction and unit trips.
- Extended outages due to cyclone plugging.
- Ash buildup in the furnace.
- Excessive operating temperatures.
- Superheater tube leaks due to high-temperature operation.
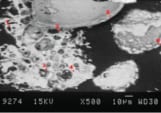 |
| 4. Coal alkali culprits. An electron micrograph of agglomerated ash shows the ash particles and the “bonding” agent. The electron micrograph was used to identify the chemical compositions of the particles present in an ash sample. Courtesy: JEA |
During the early years, JEA tried to correct these operational problems with numerous boiler modifications, but with minimal success. The general theme of the boiler modifications was to improve ash fluidization and combustion by forcing more air to critical areas or improving air distribution. In addition to the extensive fluidization improvement studies, many expensive boiler modifications were completed, including:
- Furnace division wall removal.
- Superheater tube bundle redesign and replacement.
- Furnace grid nozzle replacement.
- Stripper cooler and Intrex nozzle resizing.
These early modifications produced units that were more reliable, but the mean time between failures ranged between two and four months, and the forced outage rate was around 10%. Figures 1 and 2 illustrate the as-found condition of the Intrex final superheater and backpass reheat superheater tubes after only two to three months of operation.
In 2007, JEA shifted its focus from capital improvements to operational improvements using Six Sigma–based process optimization methods. Six Sigma analyses showed that ash buildup was one of the key root causes contributing to most of the boiler problems. Specifically, proper air and fuel flow distribution and fluidized bed level control were the key parameters that must be optimized. An extensive study followed with the specific purpose of improving boiler ash chemistry as a means to minimize ash agglomeration.
 |
|
5. Intrex superheater before using Aurora. Courtesy: JEA
|
 |
| 6. Intrex superheater after using Aurora. Courtesy: JEA |
 |
| 7. Furnace grid before using Aurora. Courtesy: JEA |
State-of-the-art technology was employed to aid in researching the mechanisms of ash buildup. For example, Microbeam Technologies Inc., a company with extensive experience in the field of solid fuel research, was commissioned to determine the mechanisms of agglomeration in NGS’s units. The work involved a year-long study of microscopic and chemical analysis of ash and “rock” samples collected from various regions within NGS’s boilers.
What Causes Agglomeration?
Results from the study of ash and combustion residue found that the primary bonding mechanism in the ash samples was the presence of alkali compounds containing sodium, potassium, and chlorides that were acting as catalyst bonding agents. Analyses showed that these alkali compounds volatilize at relatively low temperatures, such as those encountered during boiler operation.
While in vapor phase, the alkali compounds were acting as “glue,” which fused the ash particles to form a larger mass of agglomerated ash formations. Additionally, the alkalis contributed to formation of low–melting point phases that liquefied at CFB temperatures and acted as a binder within these ash formations. Further investigation showed that the alkali salts were present in significant amounts in the fuel and limestone burned at NGS. The alkali content in the petcoke and limestone was up to six times higher than the manufacturer’s fuel specifications.
In sum, the poor performance of the NGS units was due to burning fuel and limestone that did not meet the original fuel specification, which caused poor combustion chemistry, ash quality, and insufficient ash fluidization. Specifically, excessive alkali content in the delivered fuel was a significant root cause of many of the combustion and equipment reliability issues experienced with NGS’s CFB boilers. In simple terms, the ash produced by the combustion process was “sticky” and did not flow off the tubes and other internal boiler parts, as designed (Figure 4).
 |
|
8. Primary superheater tubes after using Aurora. Courtesy: JEA

9. Sticky ash is gone. Primary superheater tubes after two years of continuous operation show little ash accumulation. Compared with Figures 1 and 2, the reduction in ash agglomeration is remarkable. Courtesy: JEA
|
Finding a Solution
Using Microbeam’s technology, NGS conducted an extensive evaluation of suitable inert additives that would disrupt the bonding chemical reaction between the ash particles, which would improve ash chemistry and reduce ash agglomeration. One product selected for testing was a kaolin-based fuel additive produced by Imerys. After extensive testing, Imerys’ Aurora fuel additive was found to successfully disrupt the ash-bonding mechanisms and greatly improve the flowability of the ash. Chemical analysis of ash samples, and significant improvement in the run time between outages, showed that Aurora was very effective at eliminating ash agglomeration. The optimum dosage of the product was determined by a 30-day test trial. JEA settled on a feed rate of 40 tons/day per unit, a rate equaling approximately 1.8% of the fuel (by weight).
The ash fusion or “stickiness” problem was based on soluble alkali elements in the fuel, mostly sodium and potassium. The boiling point of sodium is 1,621F, and for potassium it is 1,398F, so these elements volatilize at boiler operational temperatures. Each forms a vapor phase, which consists of the soluble compounds of these elements, including hydroxides, chlorides, and sulfates. These compounds condense on cooler surfaces (such as tubes) and form the sticky deposits leading to slag formations found in the cooler areas of the boiler, such as heat transfer surfaces.
The agglomeration process begins at even lower temperatures. At about one-half the alkali melting temperature, the ash becomes sticky and bonds with other particulate matter that comes in contact with the surface, increasing in size. The process repeats itself to form larger agglomerated ash formations. As the quantity of bonded ash grows, more fuel is required to achieve adequate steam temperatures, reducing the efficiency of the boiler.
Aurora chemically captures the alkalis before they can form low–melting point compounds. Aurora forms an intermediate compound at boiler operating temperatures that is highly porous and reacts with high efficiency. The intermediate compound then reacts with alkalis to form alkali alumino-silicates, which exhibit much higher melting point temperatures and lack the stickiness of the alkali compounds at CFB temperatures.
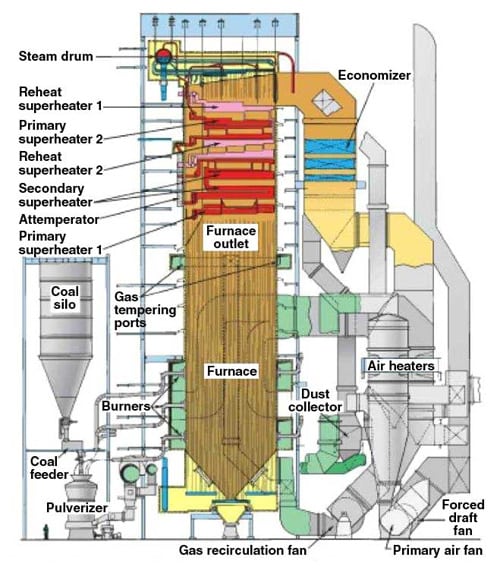
Inside the JEA Circulating Fluidized Boiler System
The coal burned in the Northside Generating Station moves through three separate portions of the gas path before the remaining gases are released into the atmosphere: the circulating fluidized bed (CFB) boiler; the cyclone, Intrex, and other heat exchangers; and the post-combustion air quality steps, such as flue gas desulfurization and particulate removal systems and stack.
CFB Boiler
The fuel-handling system receives petroleum coke, coal, and limestone and conveys it to stock-out and storage areas. The materials are reclaimed and conveyed to the in-plant fuel silos and to the limestone preparation system for limestone sorbent.
Coal fuel blends, along with primary air and a solid sorbent such as limestone, are introduced into the lower part of the combustor, where initial combustion occurs (Figure 3). As the fuel particles decrease in size due to combustion, they are carried higher in the combustor, where secondary air is introduced. As the particles continue to be reduced in size, the fuel, along with some of the sorbent, is carried out of the combustor, collected in a cyclone separator, and recycled to the lower portion of the combustor. Primary removal of sulfur is achieved by reaction with the sorbent (limestone) in the bed. Additional SO2 removal is achieved through the use of a downstream polishing scrubber using a spray dryer absorber. Fabric filters are used for particulate control.
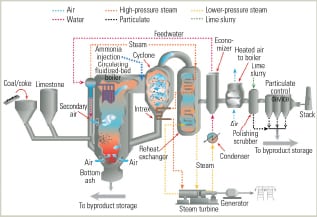
3. Process diagram for JEA’s Northside Generating Station. Source: DOE/JEA
Furnace temperature is maintained in the range of 1,500F to 1,700F by efficient heat transfer between the fluid bed and the water walls in the boiler. This relatively low operating temperature inherently results in appreciably lower NOx emissions compared with pulverized coal–fired power plants. However, the project also includes a new selective noncatalytic reduction system, using reaction with ammonia to further reduce NOx emissions to very low levels, as required by the stringent environmental regulations for the JEA project.
Steam is generated in tubes placed along the walls of the combustor and superheated in tube bundles placed downstream of the particulate separator to protect against erosion. The system produces approximately 2 million lb/hr of main steam at 2,500 psig and 1,000F, and 1.73 million lb/hr of reheat steam at 548 psig and 1,000F. The steam flows to the turbine/generator, where electric power is produced. The design heat rate is 9,950 Btu/kWh (34% overall thermal efficiency, higher heating value basis).
As the solid mixture of burning fuel and sorbent rises, it ignites and begins a controlled “slow burn.” The slow burn process maintains temperatures below 1,600F across a large area, minimizing the production of pollutants. At temperatures above 1,600F, production of NOx increases significantly.
As the fuel particles burn, they become lighter and, with the help of additional air that constantly turns the particles over in a fluid-like motion, they are carried higher in the combustor. The limestone absorbs about 90% of the sulfur in the fuel (as SO2).
Cyclone and Heat Recovery
At the cyclone inlet located at the top of the combustor, aqueous ammonia is injected into the flue gas to further reduce NOx produced in the furnace, converting it to molecular N2. The cyclones provide for efficient mixing of the flue gas and ammonia as well as sufficient residence time at the optimum operating temperature for effective NOx reduction.
The hot ash and limestone pass through the Intrex exchanger before being recycled to the bottom of the combustor. In the Intrex exchanger, superheated steam is produced in tubes over which the hot ash returning to the combustor flows.
The steam flows into the cyclone inlet panels, through the cyclone walls, into the convection cage wall, through the primary superheater, and into the intermediate and finishing superheaters that reside within the Intrex exchanger. Solid material, consisting primarily of ash and CaSO4, is removed from the bottom of the combustor and sent to byproduct storage.
The hot gases leaving the top of the cyclone enter additional reheater/superheater tubes that also generate steam for the turbines. The still hot flue gas is used to preheat the main combustion air before it is introduced to the bottom of the furnace.
Air Quality Management
After the reheater/superheater, the flue gas enters an air quality control system, where it travels downward through a polishing scrubber that applies lime slurry to absorb SO2. Following the scrubber, the flue gas passes through a baghouse containing fabric filters to further clean the gas before it is sent up the stack. The collected particulates, which are sent to byproduct storage, include trace metals captured in the fabric filters.
—From “The JEA Large-Scale CFB Combustion Demonstration Project,” Topical Report 22, March 2003, Department of Energy/JEA. Edited by Dr. Robert Peltier, PE.
Back in Business
The NGS CFB boilers have not experienced any significant ash buildup-related incidents—such as cyclone plugs, unit deratings due to ash removal system problems, or unit shutdowns for boiler cleaning—since use of the Aurora additive began in June 2008. The backpass of the boiler, which prior to 2008 required explosive blast cleaning every three to six months, has not been cleaned in any form in almost three years. The unit forced outage rate has improved from over 13% to less than 1%, by 2011. Figures 5 through 9 illustrate the improved boiler cleanliness that has resulted from using the Aurora additive.
Long-term performance trends show key performance metrics—such as gross megawatts, heat rate, bed level, ammonia use, main steam temperatures, and the like—have all improved with Aurora use (Figures 10 and 11). The loop seals and portions of the furnace grid that required up to 10 days of jack-hammering to remove agglomerated ash are now cleaned with a vacuum truck in a few hours. Convection tubes are found to be clean with drastically reduced scale buildup. JEA units are now operating for a third year with no backpass cleaning and zero cyclone plugs. Previously, two or three cleanings were required every year. By 2011, the forced outage rate was less than 1% and the units exceeded design megawatt output—a record that continues today.
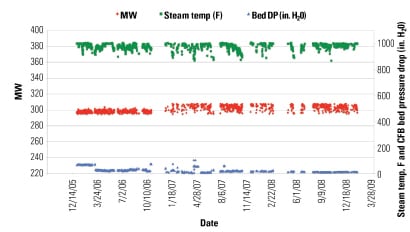 |
| 10. Steady data. Trends of main steam temperatures and CFB bed pressure drop have greatly improved since Aurora was introduced. The data shown is for Unit 2 and covers the period from Jan. 1, 2006, through Jan. 21, 2009. Aurora was introduced in June 2008. Source: JEA |
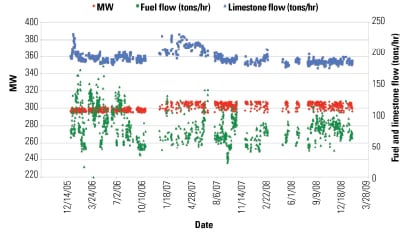 |
| 11. Stable fuel and lime consumption. With the addition of Aurora, fuel and lime consumption is much more stable, which is indicative of steady, long-term boiler efficiency. The data shown is for Unit 2 and covers the period from Jan. 1, 2006, through Jan. 21, 2009. Aurora was introduced in June 2008. Source: JEA |
In addition to performance improvement, there was tangible improvement to the plant’s air emissions when using the Aurora additive. Simultaneously, there were no net changes in NO x and SO x emissions output, yet NGS now spends $1 million less for ammonia to achieve NO x compliance and has not experienced any emissions excursions since using Aurora.
The additive has had minimal impact on ash being used for landfilling or beneficial reuse. The only significant effect identified was if the bed ash were to be used in the production of such products as bricks or construction substrate, the resulting product would have a lower compressive strength. Finally, permitting authorities have deemed Aurora an “inert” substance and thus exempted the product from air emission permitting requirements.
By improving fluidization within the CFB boiler, and thus combustion, JEA has achieved the goal of long-term reliability and maximum operating efficiency. Further refinements by optimization analyses and fine-tuning of the boilers resulted in an unprecedented forced outage rate of less than 1% in 2010, 2011, and the first half of 2012.
Cost savings related to combustion improvement and process optimization is estimated conservatively at $22 million per year, in addition to the $1 million saved through reduced ammonia usage. As a very welcome side benefit, NGS now produce an extra 1.5% of power, with the same amount of fuel consumed prior to the addition of Aurora.
— John Kang (kangjj@jea.org) is manager of reliability engineering, Dan Porter is plant engineer, and Ron Beverly is CFB specialist for JEA. Bill Leach (bleach@k-tclay.com) is director of research for Imerys.