Power plant piping with a nominal pipe size of four inches or larger that carries steam or water operating at greater than 750F or 1,025 psi is considered a “covered piping system.” That means the operating company must establish a program to assess the piping and ensure it lives up to standards. Plant engineers, management, operations, and maintenance personnel must understand the code and how to comply with its requirements.
In the past, heat recovery steam generator (HRSG) piping inspections were often categorized as “high-energy” piping inspections and mostly emphasized steam piping. However, the American Society of Mechanical Engineers (ASME) B31.1 “Power Piping” code sets requirements for piping maintenance plans. The code states that any piping systems with nominal pipe size of four inches or larger that carry steam or water and operate greater than 750F, or greater than 1,025 psi, are considered “covered piping systems” (CPS). The areas defined under covered piping systems encompass the main steam, hot reheat steam, cold reheat steam, and boiler feedwater piping systems at a minimum. The code also mandates covered piping systems be assessed by the operating company using an established program in which all documentation relevant to the condition of the plant’s piping is maintained.
The CPS portion of the ASME code was developed after several notable safety incidents that occurred on covered piping systems. High-energy piping in poor condition poses a huge safety risk to plant personnel, so it is crucial that plants and operating companies put a high priority on maintaining covered piping in a safe condition.
More than a decade after the first inclusion of Chapter VII in the code, sites are still working to develop CPS programs. Despite having three pages in the code dedicated to covered piping systems and a fairly robust reference system in Nonmandatory Appendix V, the code still leaves a lot of areas that must be evaluated by the plant based on analysis, inspection, and engineering judgment.
With these requirements in place, the question for plant engineers, management, operations, and maintenance personnel is: What do I need to do to run my unit safely and in compliance with the code?
Site-Specific Program Development
In order to ensure sites are code-compliant and that each aspect of the code has been considered for covered piping systems, plant managers should develop a site-specific CPS program. This can take the form of a site-specific procedure or a corporate policy, but it should consider each component in the plant that falls under the scope covered by the code.
The code contains six paragraphs that help to establish the proper guidelines for operating these systems. Having a formal document for a CPS program is the most certain way to ensure all the code requirements are considered. This document should cover the organizational scope including roles and responsibilities, inspection frequencies, and documentation requirements, as well as the technical aspects of the plan including analysis, inspections, and other assessments.
ASME B31.1 Chapter VII, Paragraph 139: Operation and Maintenance Procedures. The code requires the operating company to have a set of written procedures for operation and maintenance that ensure safe operation of the CPS. These procedures must include items to ensure that the piping is operating within design limits. It is also expanded to include protocols for maintaining records for specific items and performing assessments on the unit.
Most plants already have procedures in place to ensure piping is operating safely. These procedures can be rewritten, edited, or supplemented to meet the requirements listed in Paragraph 139. Adding supplemental procedures within the CPS program document to cover CPS assessment and documentation protocol is a cost-effective way of ensuring compliance with the ASME code and following industry best practices.
During development of a program document, plants should review existing procedures and documentation. Program documents can reference existing relevant procedures for maintenance and operation to ensure that all relevant items are easily referenced in the event of an audit or insurance inquiry.
ASME B31.1 Chapter VII, Paragraph 140: Condition Assessment of CPS. The condition assessment section lays out strict guidelines for what should be recorded in the assessment report, but it gives very little guidance about the frequency and scope of these assessments. Nonmandatory Appendix V gives additional information on the recommended practices for these assessments, but inspection intervals and scope are completely plant dependent.
During the development of a plant’s CPS program document, managers can establish the scope of the program, ensure that the covered piping system is properly defined, and identify which components are included. The inspection intervals for various parts of the assessment will likely vary depending on component, operating conditions, and results of previous assessments.
When the program document is created, guidelines for determining intervals should be established. For example, the current industry best practice is to perform piping support walkdowns at least annually while the unit is operating. For piping that is a safety risk (for example, near a walkway), the operating company may choose to have firmly established inspection limits, such as inspection intervals of piping identified as a safety risk shall not exceed five years.
ASME B31.1 Chapter VII, Paragraph 141: CPS Records. The records section of the code outlines all the records that must be maintained for the life of the piping system. If a plant does not have a good documentation storage system, this could present a challenge.
This is commonly a problem in plants where the operating company has changed many times and records were not passed from one operating company to the other. The records that must be maintained for the system include procedures, drawings, material history, operating history, modification and repair records, and any failure analysis performed on the system.
If there are no accurate drawings of the piping systems, drawings should be developed. Additionally, if the plant is unable to locate material records for piping systems, managers should consider systematically checking the condition of each system component with positive material identification, hardness, or replication over the next several outages (Figure 1). It is difficult to prioritize inspections without baseline records of material on components.
 |
|
1. Positive material identification. Workers are shown here preparing a weld to obtain replication and hardness readings. Courtesy: HRST Inc. |
A record storage system should be developed for the CPS. Whether this is a physical, digital, or hybrid record-keeping system, the location of the documents required for the CPS program should be referenced in the CPS program document. Having a specific location to file or electronically store analysis and non-destructive evaluation (NDE) reports that are performed on the system helps maintain an accurate history.
It has been noted that having a “living” documentation system, such as a database or continuous record, is helpful for maintaining and analyzing records. One example is a piping support system record, in which a living record of each subsequent hanger reading helps to identify changes over time.
ASME B31.1 Chapter VII, Paragraph 142: Piping and Pipe-Support Maintenance Program and Personnel Requirements. Paragraph 142 mandates that only qualified personnel perform specific tasks. This includes execution of the program, operations and maintenance tasks, and review of records and failure reports. Decisions regarding corrective actions and inspection intervals must also be made by qualified personnel. It also mandates that NDE, welding, and heat treatment personnel shall be qualified in accordance with the relevant portions of the ASME code.
During program development, plants should specify which plant personnel hold which roles and responsibilities within the program. Managers may want to consider holding training for personnel performing program-related tasks. Any training-related documents should also be maintained, stored, and referenced in the program document.
ASME B31.1 Chapter VII, Paragraph 145: Material Degradation Requirements. The code requires a specific focus on materials operating in the creep range. During development of the CPS program, all sections of the piping should be analyzed to determine if it is operating in the creep regime. The creep regime is dependent upon the operating temperature and material of each component.
For components that are at risk of developing creep damage, a prioritized inspection schedule must be developed. Prioritization should include analysis of operating temperatures and pressures; stresses on the material based on geometry, loading, or cycling; safety risk of the component if it were to fail; and results of any previous NDE examinations or analyses. The system should be re-evaluated at set intervals, when new NDE results are noted, or when operating changes occur in the system. During evaluation, components can be re-prioritized to ensure the areas of highest risk are getting assessed at appropriate intervals.
ASME B31.1 Chapter VII, Paragraph 146: Dynamic Loading. Dynamic events, defined in Paragraph 140 (J), must be monitored. This includes any event that produces visual evidence of distortion or damage, most specifically water hammer, steam hammer, and other thermal hydraulic events. Any time an event occurs, the conditions surrounding the event must be documented, as well as the nature and location of any change. The plant may also want to consider investigating the cause of the dynamic event as well as the condition of material after the event.
A stress analysis should be performed on components if supports have been affected. Any analysis or NDE results should be included in CPS documentation. Additionally, corrective actions should be implemented, recorded, and monitored to ensure the event does not occur again.
CPS Assessments
After programs have been developed by plants, managers must perform condition assessments of equipment on scheduled intervals. The assessments consist of a pipe support inspection in the hot and cold positions, as well as targeted NDE and analysis of at-risk components in the system, determined by the failure mechanism analysis completed during program initiation. The inspection intervals are determined by previous analysis and data.
The scope of each assessment is at the discretion of the plant. In many cases, the inspection scope is limited by inspection budget, as many piping areas require extensive scaffolding and insulation removal to gain access.
Creating a prioritized list of inspection locations based on risk of specific failure mechanisms, stress analyses, history of operations and failures, and safety is the first step in determining assessment scope. Any areas that are an immediate failure concern should be inspected as soon as possible.
After immediate concerns are addressed, plants can inspect components in order of priority depending on the budget available. After each assessment, the results should be analyzed. Priorities can be ranked and inspection intervals adjusted for each component dependent on the findings.
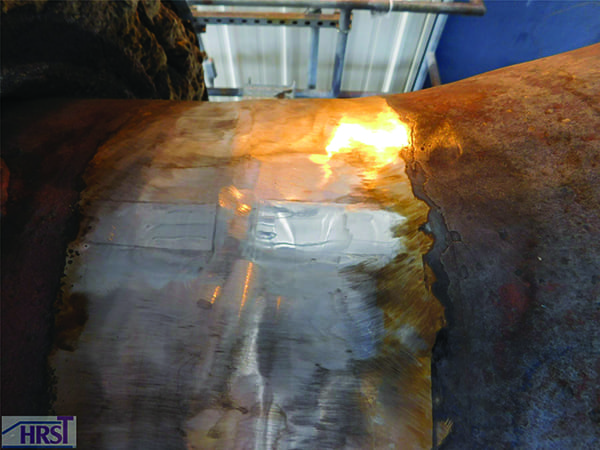
Surface preparation is important for CPS NDE inspections (Figure 2). For ultrasonic testing shear wave readings, it is important that the weld cap be ground off for accurate information at the area where sub-surface creep is likely to occur. If hardness and replications are also being performed, the surface should be prepped to a 120-grit finish to ensure accurate results. Poor surface preparation can obscure signs of creep damage and prevent accurate hardness measurements. For a meaningful inspection, correct surface preparation is required.
 |
|
2. Ready for testing. Proper surface preparation is essential when performing non-destructive evaluations. Courtesy: HRST Inc. |
Outsourcing Inspections
HRST has developed a robust CPS program that can meet any client’s CPS needs. The program document development follows all of the steps outlined above, starting with outlining the scope of the CPS program and reviewing related documents. Then HRST assesses which failure mechanisms could be active in the system based on actual operating data and a review of historic events. The process helps HRST prioritize inspection locations for the next assessment.
HRST also offers services to clients that provide a thorough condition assessment. As part of the condition assessment, HRST performs an extensive review of the piping design, operating data, and operating history. This is paired with a visual inspection of the pipe supports in both the hot and cold positions. The gathered information is then used to determine the impact of metal degradation mechanisms such as creep, fatigue, graphitization, flow-accelerated corrosion, and corrosion under insulation on the piping.
A list of critical piping locations is established from the assessment, then NDE is performed. Repair or replacement recommendations are provided at the end of the NDE inspection. The deliverable from such an assessment is a document detailing the condition of the piping, which can later be updated with findings from future inspections. This document can then be used as a historical record of the piping system, its condition, and any repair or modifications performed on it. HRST also provides a component ranking and offers considerations for future condition assessment planning, including factors like safety, risk, and expense of scaffolding and insulation removal.
For clients that prefer to do their CPS analysis internally, HRST offers a CPS inspection in which it performs pipe support inspections in the hot and cold positions, and provides NDE results for plant-specified locations as an addendum to its HRSG inspection reports or as a stand-alone document. Clients can then use the information as part of internal CPS analysis and planning. ■
—Madeline Fink is a materials engineer with HRST Inc. (www.hrstinc.com).