A semi-automated and patented process for decontaminating and recycling radioactively contaminated heat exchanger tubes has been successfully demonstrated at the Ignalina nuclear power plant in Lithuania. Low-level radioactive waste burial volumes and disposal costs are reduced by supplying the clean, surveyed metal strips for industrial reuse.
Nuclear plants employ tubular heat exchangers in which the reactor core’s heat energy—in the form of steam used to power a steam turbine-generator system—is condensed and returned to the reactor core without coming in direct contact with the recirculated cooling water. Tubular heat exchangers are typically made of copper alloys, in which copper often constitutes greater than 90% of the mass. Benefits include high thermal conductivity; ductility and toughness over a wide range of temperatures; and corrosion resistance. This ensures the tubes maintain a stable and durable shape. However, these tubes tend to absorb and trap radionuclides in a shallow oxide film. This accumulated contamination is very difficult to remove while the plant is in operation.
Once a nuclear plant is shuttered, radioactively contaminated metal components must be safely removed from service. Due to national and international policies, regulatory practices, and the increased post-Fukushima safety culture, the process of decontaminating these components to acceptable levels remains challenging, but if done correctly, recycling for unrestricted industrial reuse is a viable option, thereby decreasing low-level radioactive waste (LLRW) volumes when engineered radioactive waste repositories or onsite storage are limited.
Decontaminating and Recycling Tubes
A semi-automated metal decontamination and recycling process has been successfully demonstrated to size-reduce and fully decontaminate the inner and outer surfaces of approximately 2,000 metric tons of radiologically contaminated heat exchanger tubes, each measuring about 6 meters (m) long, 28 millimeters (mm) in diameter, and 1 mm thick, from the decommissioned Ignalina nuclear power plant (INPP, see sidebar). Average surface contamination levels on the tubes were estimated to come from two primary radionuclides: Cesium-137 (Cs-137, about 0.8 becquerel per square centimeter [Bq/cm2]) and Cobalt-60 (Co-60, about 0.4 Bq/cm2).
|
High-Power Channel Reactors The lgnalina nuclear power plant (INPP) operated two RBMK-1500 water-cooled, graphite-moderated, channel-type power reactors at a site near Visaginas, in the northeastern part of Lithuania, near the Latvia and Belarus borders. RBMK is a Russian acronym for reaktor bolshoy moshchnosty kanalny, which translates to “high-power channel reactor.” The design was conceived and constructed by the former Soviet Union’s Ministry of Nuclear Power Industry. In addition to Ignalina, RBMK reactors were installed at sites in Leningrad, Kursk, Smolensk, and Chernobyl—site of the infamous 1986 disaster. INPP Units 1 and 2 came online in December 1983 and August 1987, respectively. The plant was intended to be the pilot for the larger RBMK-1500 type reactors. Compared to RBMK-1000 units, which were installed at other sites, INPP’s reactors were about 50% larger, and they had an upgraded accident confinement system and emergency reactor cooling system. The heat cycle is similar to the Western-designed boiling water reactor (BWR). However, compared to BWRs, INPP and other RBMK-type reactors had unique features, such as 1,661 fuel channels that could be refueled online. The RBMK reactors are channel type, which means that each fuel assembly is located in a separately cooled fuel channel. The units used graphite as a moderator, which means graphite slowed down the fast neutrons from fission, because the large number of metal pipes in the core degraded the reactor’s neutronic characteristics. This required large amounts of graphite, so the reactor’s graphite stack became its dominant component by volume. INPP was not necessarily built to meet Lithuania’s energy needs, but rather, as part of the Soviet Union’s North-West Unified Power System. During the process of preparing for accession to the European Union and North Atlantic Treaty Organization—and at the urging of the international community—the Lithuanian government agreed to retire INPP. Unit 1 was shuttered in December 2004, and Unit 2 was retired in December 2009. |
While INPP has access to an LLRW repository for disposing of low-contaminated waste, the decommissioning is primarily being financed by the European Union, which has encouraged radioactive waste reduction efforts. One example has been the implementation of a free-release decontamination method to reduce treatment and disposal costs. In this specific case, INPP has even recovered some expenses by selling the materials to a private company for industrial reuse.
POWER has been following the INPP decommissioning project for years (see “Ignalina: Decommissioning Chernobyl’s Big Sister,” a web supplement to the July 2015 issue). To get an update on recent decontamination and recycling developments at the site, POWER interviewed Dr. Osvaldas Ciukšys, director general of Nord Management Group Ltd. The firm is based in Vilnius, Lithuania, and it has been heavily involved in decommissioning activities at the plant. Furthermore, Ciukšys has intimate knowledge of the plant from his time at director general and director of corporate affairs for INPP from 2010 to 2011.
Steps of the Process
There are several stations and pieces of equipment involved in the decontamination process, which includes a soaking-washing-rinsing-drying cycle. The metal tubes arrive in different lengths after being removed from the heat exchanger. They are cut (sized) into 6-m-long pieces. There are often no other heat exchanger parts remaining after dismantlement, but anything that can be salvaged is decontaminated manually and surveyed for reuse.
The sized tubes are manually fed into a machine and pushed against a cutting blade, making a single, horizontal, longitudinal cut. This cut splits one side of the metal tube without generating radioactively contaminated metal shavings. The blade INPP uses is well-suited for the application, but the design can be modified using hard metal alloys, ceramics, synthetic diamond material, or a titanium coating to cut other tube materials. For larger diameter tubes, cuts can be made from two sides. Also, the cutting arrangement can consist of a combination of blade, laser beam, plasma stream, or water jet cutters, as needed for site-specific applications. Filtration methods collect airborne radioactive particles generated from these cutting activities.
Multiple cylindrical splitting rolls protrude into the longitudinal cut, gradually increasing in width, and eventually flattening the metal tube into a metal strip. Up to 96 flattened metal strips, in parallel and with gaps to expose the entire metal surface area for decontamination, are loaded vertically into storage cassettes. An overhead hoist is used to automatically lift, maneuver, and submerge the cassettes in three special baths, about 1.0 m wide x 1.6 m long x 7.3 m high, beginning with the soaking water bath.
After soaking, a heated acid bath is used. It contains a 0.5% to 1.5% nitric acid solution to chemically clean the strips while ultrasonic transducers perform mechanical cleaning. The acid bath is hermetically sealed for contamination control and recirculation. Ultrasonic transducers are mounted on one sidewall to generate waves with wave vectors oriented longitudinally along the planes of the metal strips. The ultrasonic wave generator power and frequency are selected based on the bath capacity and desired cleaning duration. During this ultrasonic cleaning, the contaminated residue separates from the metal strip surface and descends to the bottom of the bath, whereas vapor from the acidic solution rises to the top.
To collect radioactive particles, the bath has a narrowing conical bottom, which is connected to a recirculating drainage system. The drainage system includes filters arranged in a double-wall stainless steel capsule container, which can be removed when full, sealed, and transported for either storage or ultimate disposal as LLRW. The purified acidic solution is then transferred back to the heated acid bath through a recirculation loop. Discarded waste liquids can be treated and solidified as necessary. Acid vapors are extracted using a cyclone vacuum arrangement, and neutralized using an alkaline solution (such as sodium hydroxide), creating precipitated residues to be disposed of as LLRW.
Ciukšys commented that the acid solution type (such as hydrochloric, nitric, sulfuric, or other acids) and concentration used depend upon the specific radionuclides to be removed and contamination levels. Furthermore, the INPP team was somewhat surprised how much cleaning effectiveness improved by adding the ultrasonic cleaning component, because initial design concepts suggested the acid solution would need to be three to four times higher in concentration.
Following the acid bath, a high-pressure water-stream rinse purges the acidic solution from the metal strips. As an integral part of handling residual contaminated wastes generated from the decontamination and final rinsing processes, such as evaporated acidic solutions and radioactive debris, these secondary wastes are properly neutralized, containerized, and disposed of according to LLRW regulatory requirements.
The metal strips are dried using high-pressure airflow generators, which produce streams of air until there is no visible water remaining on the strip surfaces. The strips are then radiologically surveyed for alpha, beta, and gamma contamination, which includes measuring surface dose rates and performing fixed-contamination surveys. The metal strip washing, rinsing, and drying processes can be repeated if any detected radioactive contamination exceeds free-release action levels. At INPP, less than 1% of the metal strips had to be decontaminated a second time, which often results when deep scoring or high fixed-contamination levels are present.
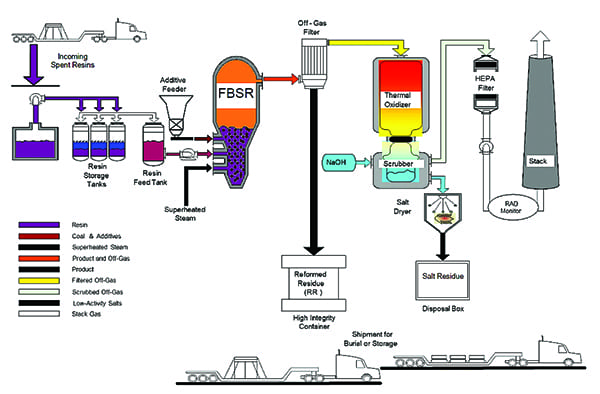
After completing the entire process (Figure 1), the decontaminated and surveyed metal strips are packaged for reuse.
 |
|
1. The decontamination process. This graphic shows the cutting and decontamination equipment, displaying the entire process from contaminated to clean. Courtesy: Nord Management Group Ltd. |
A Proven, Applied, and Efficient Process
Ciukšys summarized the major advancements of this proven, applied, and efficient decontamination and recycling process compared to other methods:
■ Innovation. This process was patented in February 2018, and it is unique in the nuclear industry because previous applications neither cut nor flattened the tubes. Maintaining tubular shapes can hinder decontamination effectiveness, thus requiring high-powered ultrasonic cleaning processes and highly concentrated acidic solutions to achieve successful decontamination. Because of this inaccessibility, the tube’s inner surfaces could remain contaminated. Also, there is a reduction in efficiency having to radiologically survey the tube’s curved outer surfaces compared to a flat surface. Furthermore, maintaining the tube’s original shape contributed to excess packaging and disposal void space.
■ Safety. Radioactive contamination and noxious vapors are contained preventing worker exposure.
■ Efficiency. The semi-automated and transportable units are capable of cutting and flattening a variety of tube sizes into metal strips, and removing radioactivity from the entire metal surface.
■ Waste Minimization. The decontamination process generates small quantities of secondary wastes.
■ Output. Typical outputs have yielded 4 metric tons of clean metal strips per seven-hour shift, and up to 10 metric tons in two shifts.
■ Cost-Effectiveness. Reusing metal strips for other applications reduces LLRW burial volumes and disposal costs. Also, metal strips that cannot be decontaminated for reuse may be disposed of using a lower, less radiologically hazardous, disposal classification.
■ Feasibility. This technology solves the task of decontaminating and recycling heat exchanger tubes; can be fully automated with additional investment; and is feasible for nuclear plant sites employing other designs and metals.
■ Reuse. Approximately 2,000 metric tons of INPP heat exchanger tubes have been decontaminated and supplied to Western European companies for industrial reuse.
■ Quality Product. Buyers have been satisfied with the condition and quality of the received materials. ■
—James M. Hylko (JHylko1@msn.com) specializes in safety, quality, and emergency management issues and is a frequent contributor to POWER.