A national R&D program has been under way to develop materials technology for constructing boilers and turbines capable of operating at advanced ultrasupercritical steam conditions in pulverized coal plants. The large-scale, multiyear, joint government/industry project seeks to increase the efficiency of power plants by increasing their steam conditions up to 1,400F (760C) at 5,000 psi (35 MPa). The ongoing project has already identified the materials and processes for successful operation at these higher steam conditions.
One method of keeping coal a viable generating fuel option in the face of increasing pressure to reduce carbon dioxide (CO2) emissions may be to develop advanced, high-efficiency, ultrasupercritical coal-fired power plants. The high efficiency of these plants enables fuel cost savings, lowers balance-of-plant costs (due to less coal pulverization, fuel transportation, ash handling, cooling water, and many other requirements), and reduces the amount of CO2 needing to be captured for a given amount of electricity generation.
Most coal-fired plants built in the 1950s and early 1960s operated with steam at a pressure of approximately 2,400 psi (16.5 MPa) and temperatures up to 1,000F (538C). Defined as “subcritical,” these plants achieved efficiencies of about 35% higher heating value (HHV) (see table).
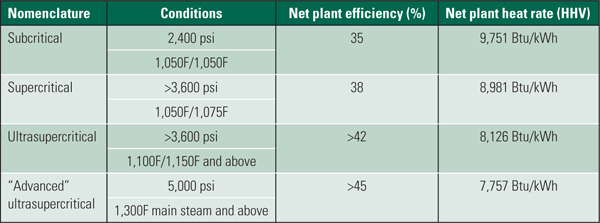 |
| Steam conditions and plant efficiency of coal-fired power plants. Source: EPRI |
Supercritical plants, which came into widespread use during the 1960s, operate at 3,600 psig and temperatures up to 1,050F, and achieve efficiencies of 38%.
Since the late 1970s, research has been under way to increase the live and reheat steam temperatures of coal plants, which is the most cost-effective means of improving plant efficiency. Recently, nearly two dozen so-called ultrasupercritical (USC) plants have been commissioned worldwide with main steam conditions of 3,400 to 4,200 psi and 1,080F to 1,112F. USC plants are expected to achieve a thermal efficiency (based on fuel HHV) of more than 42% (Figure 1). In the U.S., the boiler outlet steam conditions of American Electric Power’s 600-MW John W. Turk, Jr. Power Plant, now under construction in western Arkansas, are 3,625 psia and 1,115F/1,130F (see “Designing an Ultrasupercritical Steam Turbine,” July 2009). Turk will be the first USC plant built in the U.S.
 |
| 1. Technology push. The progressive increase in steam conditions pushes the metallurgical limits of today’s alloys. Source: Alstom Power |
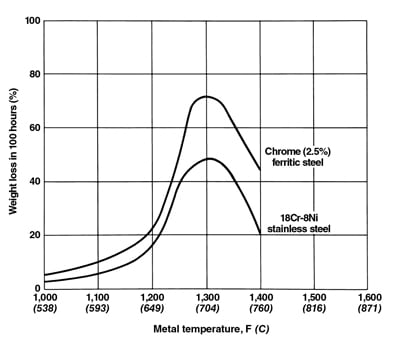
The capability of plants to operate at higher temperature and pressure is dependent upon their materials of construction, and the key limiting factor of these materials is their inherent creep strength. Creep is the time-dependent deformation of materials, which generally takes place in a material subjected to sufficient stress at a temperature above half its melting temperature. To address this issue, the main enabling technology in designing USC plants has been the development of high-temperature materials with greater creep strength, including creep-strength-enhanced ferritic steels, advanced austenitic alloys, and nickel-based alloys.
Aggressive research and development (R&D) programs for alloy development and evaluation in Europe, Japan, and the U.S. have identified ferritic steels capable of meeting the duty requirements of USC plants to approximately 1,150F. Several European projects have completed research, or are nearing completion of research, to achieve steam conditions of about 1,290F and 5,500 psi with the help of nickel-based alloys. These projects include the Advanced (700C) PF Power Plant Project (AD700) and the Component Test Facility for a 700C Power Plant (COMTES 700).
U.S. DOE/OCDO Ultrasupercritical Project
In the U.S., the DOE/OCDO Advanced Materials for Ultrasupercritical Coal-Fired Boilers project, an approximately $50 million R&D program, is under way to build on these capabilities. The program aims to identify, evaluate, and qualify high-temperature materials technology for the construction of coal-fired boilers and turbines.
The U.S Department of Energy (DOE), through the National Energy Technology Laboratory (NETL), is the majority funder for the project, with significant cofunding coming from the Ohio Coal Development Office (OCDO). Energy Industries of Ohio is managing the program, and the Electric Power Research Institute (EPRI) is providing overall technical direction and coordination. The consortium has also included the best talents of all the major U.S. boiler manufacturers (Alstom Power, Riley Power, Babcock and Wilcox, and Foster Wheeler), steam turbine manufacturers (GE, Alstom, and Siemens), and Oak Ridge National Laboratory. Each of the industrial participants and EPRI is also contributing 20% of its own costs.
The U.S. goal to develop material for USC plants differs from the European goal in several respects. The U.S. program is aiming to achieve higher steam temperatures than the European program (1,400F versus 1,290F) for a so-called advanced ultrasupercritical (A-USC) plant, which necessitates the evaluation of different alloys. Also, because coals used in the U.S. typically contain higher sulfur and moisture than those used in Europe, the U.S. program is seeking alloys with corrosion resistance or those to be used with coatings or surface modifications. In addition, the U.S. program must also obtain American Society of Mechanical Engineers (ASME) code acceptance of boiler materials.
A-USC Boiler Materials Research
For the steam boiler portion of the U.S. project, the components of concern are the boiler headers and piping, superheater/reheater tubes, and waterwall panels. The initial general requirement for materials in an A-USC plant is that the 100,000-hour creep-rupture strength is approximately 14,500 psi or higher. Austenitic steels possess the requisite strengths at intermediate temperatures, but their physical properties (low thermal conductivity and high thermal expansion) limit their use in thick-section applications. Nickel-based superalloys must be used for components in the hottest sections and where high stresses are encountered. Nickel-based superalloys are, however, quite expensive relative to steel, and any power plant incorporating these alloys must limit their use to the most critical components. Figure 2 illustrates the stress/temperature tradeoffs for a variety of materials.
 |
| 2. Many material options. Materials selection options for advanced ultrasupercritical alloys, especially boiler superheater and reheater tubing strength, are a function of operating pressures and temperatures. Source: EPRI |
Overall, the scope of work involves developing a conceptual design and evaluating aspects of the candidate materials in seven areas: mechanical properties, steamside oxidation, fireside corrosion, welding, fabricability, coatings, and changes to current design codes.
Preliminary Conceptual Design and Economic Studies. Working with the four major boiler manufacturers, the project team developed two conceptual designs of 750-MW boilers and established heat balance diagrams. Dimensional requirements have been estimated for tubing, headers, and steam pipes. Based on metal temperature calculations, possible materials were selected for various sections of the boiler.
An engineering-economic analysis indicated that a 750-MW plant operating at 1,400F steam conditions could achieve a thermal efficiency of 45% (HHV basis) for single reheat and 47% for double reheat. Compared to the current domestic subcritical fleet operating at 37% efficiency, the A-USC plant could save nearly $16.5 million annually in fuel and balance-of-plant costs, and $330 million over a 20-year plant life. The higher efficiency would also reduce CO2 emissions by more than 30%, compared to a 35% efficient plant, and the resulting decrease in CO2 emissions per MWh of electrical output could be achieved at a cost of about $20 per avoided metric ton of CO2, which is far less than the avoided cost of employing CO2 capture and storage.
In ongoing work, the project team is revisiting conceptual designs with updated material property information and input from the steam turbine studies. In addition, the team is evaluating the potential for a conceptual design employing oxy-fuel combustion technology. This technology, also known as oxycombustion, involves burning fuel in the presence of essentially pure (95% to 99.5%) oxygen, rather than air, and recycling flue gas to the combustion chamber. The advantages are that, compared to a conventional power plant, the carbon dioxide can be captured at much lower cost and the amount of nitrogen oxides is significantly lower.
Mechanical Properties. Following the conceptual design, six alloys were initially selected, based on creep strength:
- One ferritic steel (SAVE12) for furnace tubing and piping.
- Two austenitic steels (HR6W and Super 304H) specifically for superheater/reheater tubes.
- Three nickel-base alloys (Haynes 230, CCA 617, and Inconel 740) for tubing as well as heavy-wall piping.
Haynes 282 was added at a later stage.
The relative strength of the various candidate alloys has been measured based on creep-rupture tests, with some tests extending to as long as 30,000 hours (3.4 years). Following testing, two alloys (SAVE12 and HR6W) were eliminated when they did not meet initial strength projections.
Creep-rupture tests also showed that Inconel 740 is the strongest alloy capable of operating at temperatures approaching 1,400F, followed by Haynes 230 and CCA 617. A new nickel-base alloy material, Haynes 282, has also shown the requisite strength to meet the 14.5 ksi target. However, because Inconel 740 and Haynes 282 are not code approved, extensive creep-rupture studies are being conducted to evaluate heat-to-heat variations in strength, product form variation, stability with time, and heat treatment. Rupture data, aimed at durations up to 50,000 hours, is currently being generated for two commercial heats. Testing of a third heat of Inconel 740 has been initiated, because a minimum of three heats are required for code acceptance.
Steamside Oxidation. These studies were conducted to determine the steamside oxidation behavior and temperature limits of the materials and to understand the effect of variables such as alloying content and environmental conditions. Testing has been completed at 1,200F for durations up to 4,000 hours. Results show that, among the ferritic steels, two new steels (MARB2 and VM12) display the best oxidation behavior; all other 2% to 9% chromium steels are subject to severe oxidation. Of the austenitic and nickel-based alloys, those containing cobalt exhibited the best oxidation behavior. The results also indicate that all austenitic and nickel-based alloys formed a dense chromium oxide that results in low oxidation rates.
Steamside oxidation testing has also been performed at 1,475F for up to 1,000 hours on 20 different ferritic, austenitic, and nickel-based alloys and coated materials. Results indicate that, for steels, oxidation susceptibility is independent of chromium level once a threshold of about 10% is reached. As expected, all alloys experienced greater oxidation at 1,475F than at 1,200F.
Overall, the oxidation rates of VM12, austenitics, and nickel-base alloys are very low and should not be life-limiting, but additional research is ongoing to better understand oxide exfoliation in these alloys that may limit their applicability.
Fireside Corrosion. These tests evaluated the relative resistance of various advanced alloys to fireside corrosion over the full temperature range expected for an A-USC plant. Three different coals were evaluated, representing eastern, midwestern, and western coals. Laboratory tests were conducted, wherein specimens coated with the appropriate deposit composition were exposed to a gas mixture simulating fireside corrosion. Tests simulated both waterwall and superheater conditions.
Lab test results have shown that corrosion behavior is primarily a function of chromium level. Corrosion decreases rapidly as the chromium level increases to 22% to 27% and then levels off. Nickel-base alloys containing iron function better than nickel-base alloys without iron. Alloys containing more than 1% molybdenum functioned poorly under all test conditions.
Field tests are also being conducted. In one type, steam loops formed by welding together spool pieces of the various materials were inserted in the superheater circuit for exposure to actual boiler conditions (Figure 3). In another type, air-cooled probes were inserted inside the boiler and evaluated after various exposures.
 |
| 3. Testing steam loops. Fireside corrosion tests use a superheater test loop formed by welding together different alloy tubes. The relative resistance of alternative alloys to different types of coals can then be determined under actual operating conditions. Courtesy: Babcock & Wilcox |
Welding. This task involved weld studies of six different alloys in two product forms (tubing or plate). Welding procedures were developed for different combinations of alloys and product forms. Thin-section welding could be performed successfully in all alloys. Welding trials on thick-section nickel-based alloys showed limitations for some processes. After 5+ years of research, 3-inch-thick welds are now achievable in Inconel 740, a major accomplishment for an age-hardenable alloy. Work is ongoing for dissimilar metal welds and alternate filler metals to alleviate the potential for weld strength reduction factors. (See “Improved Filler Metal Enables Higher-Temperature Dissimilar Metal Welds,” July 2009.)
Fabricability. Fabrication studies were completed for six different alloys, showing that typical boiler fabrication procedures could be used for A-USC alloys. Three types of procedures were studied:
- Forming (press forming of headers and piping, bending of tubing, and swaging of tube ends).
- Machining (weld grooves for header and pipe longitudinal and circumferential seams, socket weld grooves for tube-to-header joints, and weld grooves for tube circumferential seams).
- Welding (submerged arc welding for header and pipe longitudinal and circumferential seams, gas tungsten arc welding for tube-to-tube joints, shielded metal arc and gas tungsten arch welding for tube-to-tube socket joints).
To demonstrate the fabrication capabilities achieved in the course of this project, a mock-up of a header was fabricated (Figure 4). The mock-up illustrates capabilities with respect to fabrication of CCA 617 alloy into the header shape by bending of plate, girth welding, seam welding, socket welding, machining, swaging, hole drilling, and dissimilar metal welds.
 |
| 4. Welding workout. A mockup steam header was fabricated to demonstrate the capabilities of CCA-617 alloy, including plate bending; socket, girth, and seam welding; and dissimilar metal welds. Courtesy: Alstom Power |
Coatings. Claddings, spray coatings, and diffusion coatings capable of withstanding corrosive conditions at 1,400F have been tested. Improvement of steam oxidation performance by diffusion coatings appears technically feasible and is the best identified option for surface modification at this time. The choices for surface modification techniques for coal-ash corrosion protection are broader, but they also promise improved corrosion resistance.
It is expected that the application of coatings will permit the use of ferritic and austenitic boiler materials to the full extent of their creep strength limits. Nickel-based alloys are not likely to need coatings at these temperatures.
Continuing studies are expected to expand these results through longer-term testing under actual boiler conditions and ultimately to provide more detailed economic justification. Although the specifics of alloy selection will vary with boiler design details and the market being served, surface modification techniques are expected to provide boiler designers with additional material options.
Changes to Current Design Codes. Within the current design codes for boilers, piping, and pressure vessels, there are a number of different equations for the thickness of a cylindrical section under internal pressure. This “design by rule” approach is empirical and suffers from numerous shortcomings, such as the inability to deal with different configurations, discrepancies between international codes, variability in factors of safety, and inability to address nonsteady loads.
A new reference stress approach was proposed to permit “design by analysis” and overcome many of the limitations of the current practice. A new set of equations has been adopted by ASME Section I to apply this approach to cylindrical components. With the new equations, a consistent failure criterion can now be applied to all sizes and types of tubes and pipes. The use of this equation is being evaluated, and it is estimated that in A-USC boilers, where expensive materials are required, a 12% reduction in the cost of boiler pressure parts can be achieved with improvements to thermal fatigue performance due to thinner wall thicknesses.
A-USC Steam Turbine Materials Research
For the steam turbine portion of the U.S. materials project, only the highest temperature components are of concern: the high-pressure/intermediate pressure (HP/IP) rotors and discs, HP/IP blades/buckets, and castings. The materials utilized and the design philosophy for steam turbines are unique to each manufacturer. Alloys are not subject to code approval and thus may or may not have internationally recognized material standards.
The U.S. project is focused on four turbine areas: oxidation and erosion resistance of turbine blades, nonwelded rotor materials, welded rotor materials, and castings.
Oxidation and Erosion Resistance of Turbine Blades. In research to date, all candidate alloys showed a rate of low oxidation in long-term (16,000 hour) testing at 1,290F, 1,400F, and 1,475F. Internal oxidation is the dominant oxidation mechanism. Base metal samples coated with 12 commercial coatings for solid particle erosion resistance were tested at 760C. One coating performed exceptionally well, and three other coatings showed good performance, but initial oxidation test results show some erosion resistance coatings do not have acceptable oxidation behavior.
Nonwelded Rotors. The material requirements for HP/IP rotors and discs are high creep strength with adequate fracture toughness. HP/IP rotors and discs are produced either by machining a single forging (monoblock, most commonly) or by welding discs together (welded rotor). The project team evaluated more than 25 possible nickel-base superalloys for a rotor forging, using minimum mechanical property criteria for yield strength and creep life.
Five alloys were identified as candidate materials, and three of those were selected for further evaluation. The latter are Nimonic 105, Haynes 282, and Waspaloy. The Haynes 282 possesses the greatest flexibility in terms of processing, heat treatment, and welding capability. Nimonic 105 and Waspaloy are also 1,400F capable alloys and can be used for components that need higher strength. In ongoing work, rotor samples are being scaled up to near full-size forgings for continued testing.
Welded Rotors. Rotors for A-USC designs may involve welding nickel-base alloys and ferritic steel to minimize use of the expensive nickel-base alloy, and due to difficulties in producing a large enough ingot for forging monoblock nickel-base alloy rotors. Three types of weld trials have been conducted: welding Inconel 617 to creep-strength-enhanced-ferritic steel, welding Nimonic 263 to Inconel 617, and welding Haynes 282 to Udimet 720Li. The welds are being evaluated for microstructure, mechanical properties, hardness, tensile properties, and impact strength.
Castings. Large-scale A-USC castings were explored through discussion with vendors, casting companies, and casting experts. Significant challenges were identified with casting age-hardenable alloys due primarily to concerns of internal oxidation of aluminum and other hardening elements during typical air or protected air melting and pouring. Under the direction of the consortium, the National Energy Technology Laboratory (NETL, Albany, Ore.) and Oak Ridge National Laboratory have initiated a project to address these fundamental issues and have identified a total of seven alloys for the initial trials. These trials were completed, and the consortium is working to scale up the best performers.
Looking Ahead
As the U.S. project continues materials testing for both boilers and turbines, it faces a number of challenges:
- For boilers, the supply base of large components will need to be built up to ensure that plant components are available for potential future plants.
- ASME code approval is needed for Inconel 740 and Haynes 282.
- For steam turbines, the ability to produce alloys in steam turbine sizes will need to be proven, the supplier base of forgings and castings will need to be grown, and the lifetime material performance of alloys will have to be tested.
For the long term, it will be necessary to demonstrate A-USC technology at full scale. One proposal is to create a demonstration plant with shared ownership among several utilities to distribute the financial risk. The new high-efficiency plant could be located at an existing subcritical power plant site. This arrangement would minimize the plant cost through utilization of some of the existing infrastructure, reduce the permitting cycle, and upgrade the air quality of the local area. Because successful demonstration would be a significant step toward improved air quality for the entire country, government support along the lines provided for demonstration of the integrated gasification combined-cycle could appropriately be justified to expedite implementation.
The authors would like to acknowledge the encouragement and guidance of Mario Marrocco (OCDO), Jeff Phillips (EPRI), and Patricia Rawls and Robert Romanosky (NETL/DOE).
— R. Viswanathan (rviswana@epri.com) is senior technical executive and John Shingledecker (jshingledecker@epri.com) is senior project manager, Fossil Materials and Repair Program at EPRI. Robert Purgert (purgert@energyinohio.com) is president of Energy Industries of Ohio.