Qualified materials must be available to enable the development of steam generators that are capable of operating at A-USC steam conditions. Major components, such as in-furnace tubing for the waterwalls, superheater/reheater sections, headers, external piping, and other accessories require advancements in materials technology to allow outlet steam temperatures to reach 760C (1,400F). Experiences with the pioneering Philo and Eddystone supercritical plants and their problems with stainless steel steam piping and superheater fireside corrosion provided a valuable yet cautionary lesson for A-USC development. Industry organizations then recognized that a thorough materials science program was required to develop new and improved materials and that protection methods were necessary for boilers to operate at these high-temperature steam conditions.
Material-related failures in steam generators have occurred due to internal oxidation and corrosion, fireside corrosion, oxidation and erosion, inadequate welding procedures and fabrication techniques, and inadequate material properties data (such as long-term creep data). A-USC proponents believe that by finding new materials and by adapting those from other applications, steam conditions up to 760C are possible and components designed for these conditions can achieve economical service life.
Select the Right Materials
The U.S. Department of Energy (DOE) and the Ohio Coal Development Office (OCDO) Materials Development Program for A-USC technology includes task categories for conceptual design and economics, material properties testing, steam-side oxidation, fireside corrosion, welding and fabrication techniques, coating development, and testing. Industry experience gained in the materials development program with new and better analysis methods; in finding the proper handling techniques throughout the procurement, fabrication, delivery and operating process; and achieving lengthy materials service exposure time has been essential to the new product introduction.
The conceptual design used by the DOE/OCDO was a modern two-pass boiler arrangement based on current design practices. This design selection therefore set the temperature design window for the components. Testing conducted in the program for the thermal coefficients of expansion, hardness, toughness, and other mechanical properties is important to the design and fabrication of materials. In addition, welds and weldments for both thick sections and tubes were tested. To achieve 760C steam temperatures, longer creep rupture strength testing at higher temperatures is very important. Some of the creep rupture tests have now achieved 30,000 hours.
Laboratory oxidation testing of plain and coated specimens at 650C, 750C, and 800C at 0.1 and 1.7 MPa with some at exposure times of 10,000 hours, have produced some interesting results. For example:
- Steam-side oxidation rates and weight loss were lower for materials with chromium content of more than 12% with ferritic steels and 19% chromium for iron-based austenitic materials.
- Shot peening or blasting has been effective for USC (620C) steam generators.
- Surface cold work treatment of non-nickel-based materials used above 700C does not produce effective results.
These tests also discovered that fireside corrosion caused by the attack of molten coal ash containing elements such as sodium, sulfur, and chlorine-forming alkali sulfates and the like thin the outside tube surfaces. Low-NOx burners and unburned carbon may also contribute to corrosion of the waterwalls, superheater, and reheater. Depending on the fuel type, corrosion rates typically increased up to about 690C to 730C, and then decreased (Figure 1). A-USC outlet steam temperatures at 700C to 760C will result in mean tube metal temperatures up to about 815C, and the industry experience is that above certain tube metal operating temperatures corrosion will be reduced. Chromium content of the base material and protection measures with cladding should provide adequate economic lifetimes. One consideration is to design the A-USC steam generator with the final superheater operating beyond the peak.
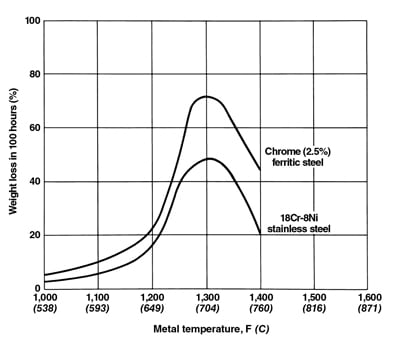
1. Typical effect of temperature on fireside corrosion rate. Source: B&W
Laboratory tests with eastern, midwestern, and western coal ash and in situ testing programs exposed various materials and coatings/claddings. Western coal is a less-aggressive fuel for A-USC. Higher chromium content in the base material, or with coatings at a level of about 27%, will help to reduce corrosion rates. Testing with conditions for oxy-combustion carbon capture and sequestration (CCS) are in progress.
Fabrication processes were also tested to acquire knowledge on handling the new alloys in processes such as bending, machining, swaging, and welding. Shop welding practices, particularly with dissimilar metal welds (DMW), were tested in many combinations of product forms and materials. Field welding procedures were evaluated when installing and repairing test sections to determine procedural limitations.
The extension to higher steam temperatures requires careful evaluation and selection of materials for the furnace enclosure at these conditions. The temperature pickup along the enclosure is steep. Ferritic alloys SA213T23 and SA213T92 with coatings are some of the materials being considered for higher sulfur fuel and low-NOx combustion. Babcock & Wilcox (B&W) Power Generation Group funded research and development trial panels that were fabricated using T23 and T92 to develop the shop and field practices for welding and repairs (Figure 2).

2. An enclosure panel manufactured using T92 was used for test development. Courtesy: B&W
Design by ASME Section I
The design methods for ASME Section I have evolved to include better calculation techniques for high-temperature boiler operation. Analysis to support new formulae, provide rules and knowledge on these new materials, and develop work processes was supported by the DOE/OCDO Materials Development Program for A-USC technology.
The new ASME formula for pipe and tube thickness design was submitted and accepted for Section I, Appendix A-317. The new formula will tend to compute thinner requirements at high temperature. The ASME A-317 minimum thickness, t, in units of inches or mm is calculated as:
t = D (1 – e(-P/SE))/2 + C + F
or
t = Di (e(P/SE) – 1)/2 + C + F
where:
D = outside diameter of component, in. (mm)
Di = inside diameter of component, in. (mm)
P = design pressure, psi (MPa)
S = ASME Code allowable stress, psi (MPa)
E = efficiency
C = allowance for threading, in. (mm)
F = allowance for expanding, in. (mm)
The expected values for ASME Section I allowable stresses are plotted in Figure 3. INCO 740 and Haynes 282 data were submitted for code cases to ASME.
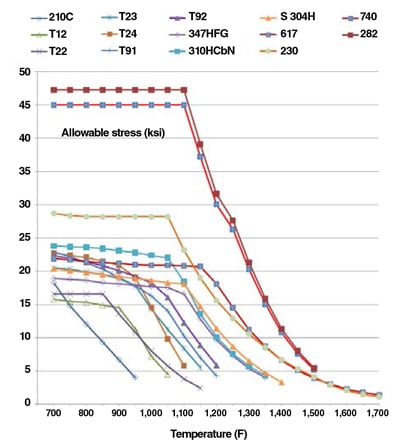
3. Expected material ASME Code I allowable stress. Source: B&W
Select the Turbine Throttle Pressure
Earlier studies proposing higher efficiency power plant design premised that increasing the throttle pressure to 45 MPa (6,500 psig) and higher was required to meet plant efficiency goals. Throttle pressure for the desired throttle temperature of 700C to 760C will ultimately be determined by the turbine manufacturers’ recommendations. For A-USC, throttle pressure is determined to be more feasible in the range of 31 MPa to 38 MPa. Pressure vessel thickness for cycling operation and the practicality of the optimum or maximum available work per mass of the working fluid are major considerations.
According to the Second Law of Thermodynamics, the maximum useful work possible per pound mass of working fluid in a process between two states is the difference of the available energy. The available energy, AE, in units of kJ/kg or Btu/lb, for a process defined between the two end states is:
AE = h1- h2 – T0 (s1 – s2)
where:
h1 = enthalpy at state 1, from the heat supplied, kJ/kg (Btu/lb)
h2 = enthalpy at state 2, the heat rejected state, kJ/kg (Btu/lb)
T0 = absolute temperature at the ambient condition for heat rejection, K (R)
s1 = entropy at state 1, kJ/kg K (Btu/lb R)
s2 = entropy at state 2, kJ/kg K (Btu/lb R)
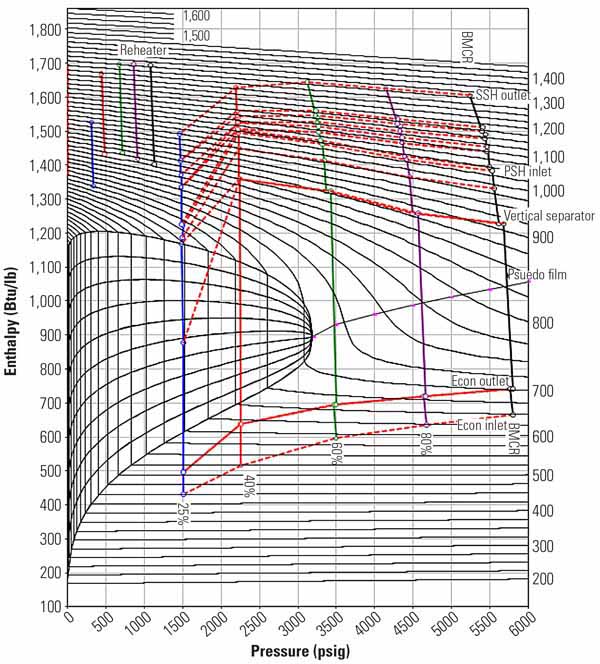
A process cannot achieve more useful work than the available energy between the two end states. Figure 4 shows the available energy for steam at five operating throttle temperatures: 538C, 593C, 649C, 704C, and 760C; each exhausts to 38 mm (1.5 in. HgA) and 38C.
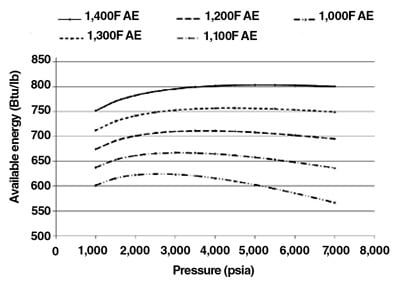
4. Steam turbine available energy. Source: B&W
Considering a single reheat cycle, the optimum available energy peaks at about 17.2 MPa for 538C, about 27.6 MPa for 649C, and at about 34.5 MPa for 760C. The steam generator design must optimize the operating pressure with the design temperature and select materials with optimum properties and cost due to concerns that thick pressure parts will require a limited rate of load change and longer startup times. The turbine throttle inlet and exhaust pressure should be set to achieve optimum available energy utilization and not operate the exhaust too wet or too superheated.
The outlet steam headers, the startup system vertical steam separators, and water collecting tank tend to be large-diameter thick-wall vessels and are thus affected by the selection of the turbine throttle conditions. These components are fabricated from ferritic or nickel material and must have cycling capability with the required rate of transient load change.
Value of Double Reheat Cycles
For 700C plants, double reheat (DRH) must be seriously considered because there is a possible efficiency improvement of 0.7% (HHV). The double reheat cycle has provided 1.5 to 2.0 percentage points of efficiency gain above single reheat at 538C throttle conditions. Nickel alloy steam leads for the second reheat at a pressure of 2.1 MPa will use large-diameter piping. Operation of a double reheat cycle is somewhat more complex. Controlling the differential between the high-pressure (HP), intermediate-pressure 1 (IP 1), and IP 2 steam turbine steam temperatures would result in a more restricted turbine operating range. The cost/benefit for DRH will need more evaluation, and the first A-USC plants will likely be single reheat and employ double reheat when justified later.
Reducing Carbon Dioxide Emissions
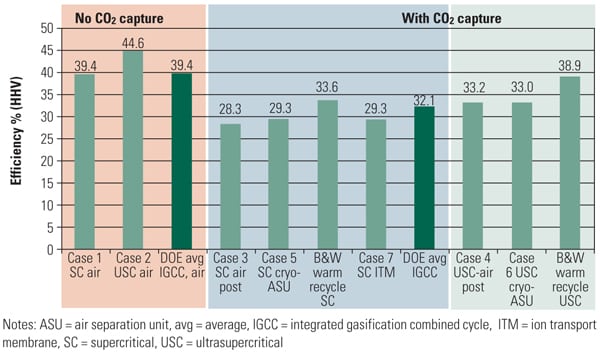
The A-USC steam generator in the DOE/OCDO study is designed for 792 MW gross output. The steam generator conditions are 36.2 MPa, 735.5C/760C. Inlet feedwater temperature is 332.8C. Estimated net turbine heat rate is 6,633 kJ/kWh (6,293.1 Btu/kWh). A net plant efficiency of 44.6% to 45.6% is possible with boiler fuel efficiency of 89% to 90% and auxiliary power between 6.5% and 7.5% of gross generation.
Based on the ratio of net heat rate change, new plants designed with A-USC steam conditions for 45% net plant efficiency, without CCS, will produce about 22% less CO2 than the average subcritical plants that constitute the majority of units currently in service and operating at about 35% net efficiency. A-USC will lower the CO2 per MWh, thus reducing the size of the CCS equipment. Oxy-combustion CCS plants that achieve 90% carbon capture use about 20.5% auxiliary power, which includes the compression purification unit (CPU), additional cooling tower, air separation unit (ASU), and polishing scrubber.
Oxy-combustion methods for carbon capture incorporate heat integration for oxygen preheating and compressor cooling. Oxygen is supplied instead of air so that the nitrogen is very low and the carbon dioxide concentration is increased. Recycled flue gas is returned to the burner zone to dilute the flame temperature, control furnace exit gas temperature, and maintain the level of convection heat transfer capability of the boiler. This protects the furnace tube metals, avoids refractory, and allows better operational characteristics with load turndown. The amount of recycle gas is determined considering the furnace and convection pass protection and steam temperature control functions. The recycle gas system may be applied in one of three forms: warm, cool, and cold.
Hot recycle of flue gas, also called gas recirculation (GR), was popular starting as early as the 1950s for furnace protection and reheat steam temperature control. Hot gas at about 371C was taken after the economizer outlet and before the air heater and then recirculated to the furnace. GR has lost favor with coal firing primarily due to maintenance problems with GR fan erosion. The most efficient, oxy-combustion with hot gas recycle is not preferred for A-USC designs. Instead, cold recycle is used to return flue gas to the pulverizers, replacing the primary air drying/transport functions of the coal-milling system. The recycle gas is cooled and SOx and particulates are removed.
The same gas is forwarded to the CPU. A warm recycle method may be used with flue gas pulled from the air heater gas outlet, cooled using a condensate heat exchanger, filtered using an electrostatic precipitator or a fabric filter baghouse, and sent by the secondary recycle stream back through the air heater to the burner windbox. The cool gas recycle method is shown in Figure 5.
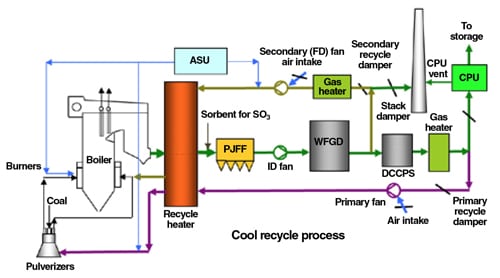
5. Oxy-combustion cool recycle process diagram. Source: B&W
Swing operation of the ASU oxygen plant permits storage of oxygen produced during off-peak hours for use during on-peak hours to increase production revenue with higher net plant efficiency. This also helps achieve better net unit turndown from the grid during off-peak hours.
More to Come
In the final part of this three-part report, we will explore the steam generator design and the overall cycle design of the A-USC power plant.
The DOE and the OCDO support for the A-USC Materials Development project is greatly appreciated. The efforts of industry-wide organizations have fostered an environment of cooperation in working toward the common pre-competitive needs for ASME Code materials development for A-USC.
—Paul S. Weitzel is a technical consultant in the New Product Development, Advanced Technology Design and Development, Technology Division of Babcock & Wilcox Power Generation Group Inc.