The Electric Power Research Institute (EPRI) is an independent, nonprofit organization that conducts research and development (R&D) relating to the generation, delivery, and use of electricity for the benefit of the public. EPRI’s members represent approximately 90% of the electricity generated and delivered in the U.S., and international participation extends to more than 30 countries.
There are four sector-based research thrusts within EPRI: Environment/Renewables, Generation, Nuclear, and Power Delivery & Utilization. The Generation Sector is further subdivided into seven major research areas of interest: Advanced Coal Plants/CCS, Environmental Controls, Major Component Reliability, Operations and Maintenance, Combustion Turbines, Power Plant Water Management, and Materials & Chemistry. The following Generation Sector project summaries describe several of the most interesting research activities currently under way, including the contact information for the principal investigator. More details about the EPRI’s sector-based research activities are available at www.epri.com. You may also contact me directly for more information about any of the EPRI research programs.
Research Area: Advanced Coal Plants/CCS
Super Alloy Receives ASME Boiler Code Approval
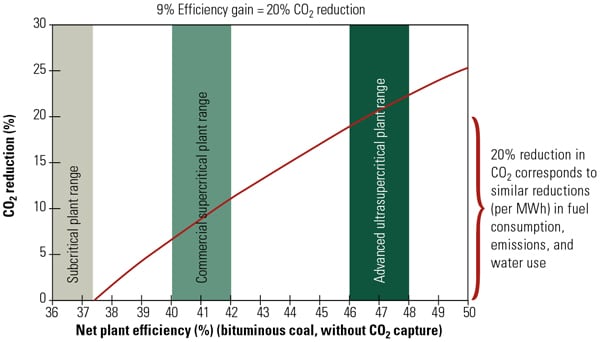
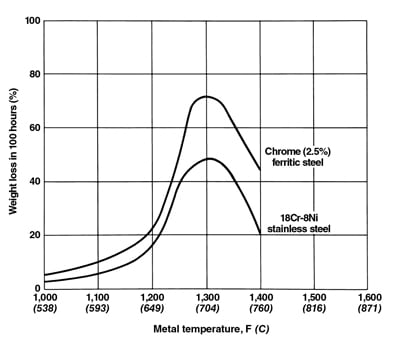
The capability of plants to operate at higher temperature and pressure is dependent on the materials of construction, and the key limiting factor of these materials is their inherent creep strength. Creep is the time-dependent deformation of materials, which generally takes place in a material subjected to sufficient stress at a temperature above half its melting temperature. In turn, the main enabling technology in designing ultrasupercritical (USC) plants has been the development of high-temperature materials with greater creep strength, including creep-strength-enhanced-ferritic steels, advanced austenitic alloys, and nickel-based alloys.
A significant milestone has been reached in the national R&D program to develop materials technology for construction of boilers capable of operating at advanced ultra-supercritical (A-USC) steam conditions in pulverized coal plants. Approval of Inconel alloy 740 by the ASME Boiler & Pressure Vessel Code will help pave the way for use of this alloy in future construction of tubing and heavy-wall piping of A-USC boilers.
Announcement of the code approval and a status report on the USC boiler project are contained in a recent EPRI report, Boiler Materials for Ultrasupercritical Coal Power Plants (EPRI document 1022037).
The U.S. Department of Energy (DOE)/Ohio Coal Development Office (OCDO) Advanced Ultrasupercritical Project is a large-scale, multiyear, joint government/industry consortium aimed at identifying, evaluating, and qualifying the materials needed for the construction of the critical components of coal-fired boilers capable of operating at much higher efficiencies than the current generation of supercritical plants. The goal of this project is to assess/develop materials technology that will enable achieving turbine throttle steam conditions of 760C (1400F)/35 MPa (5,000 psi).
For the steam boiler portion of the U.S. A-USC Project, the components of concern are the boiler headers and piping, superheater/reheater tubes, and waterwall panels. The initial general requirement for materials in an A-USC plant is that the 100,000-hour creep-rupture strength is approximately 14,500 psi (100 MPa) or higher. Austenitic steels possess the requisite strengths at intermediate temperatures, but their physical properties (low thermal conductivity and high thermal expansion) limit their use in thick-section applications. Nickel-based superalloys must be used for components in the hottest sections and where high stresses are encountered. Nickel-based superalloys are, however, quite expensive relative to steel, and any power plant incorporating these alloys must limit their use to the most critical components.
Six alloys were initially selected for testing, based on creep strength. Inconel 740 was selected for tubing as well as heavy-wall piping. The relative strength of the various candidate alloys was measured based on creep-rupture tests. Tests showed that Inconel 740 is the strongest alloy capable of operating at temperatures approaching 1,400F (760C). Because Inconel 740 was not code approved, extensive creep-rupture studies were conducted to evaluate heat-to-heat variations in strength, product form variation, stability with time, and heat treatment. Testing of three heats of Inconel 740 were undertaken for code acceptance.
Now that ASME code approval of Inconel 740 has been achieved, a separate data package will be submitted for Inconel alloy 740 welded with Haynes 282 at a future date, because Oak Ridge National Laboratory (ORNL) is still developing the required stress-rupture data to support this material combination.
The DOE, through the National Energy Technology Laboratory (NETL), is the majority funder for the project, with significant co-funding coming from the OCDO. Energy Industries of Ohio is managing the program, and EPRI is providing overall technical direction and coordination. The consortium also has included the best talents of all the major U.S. boiler manufacturers (Alstom Power, Riley Power, Babcock and Wilcox, and Foster Wheeler), steam turbine manufacturers (GE, Alstom, and Siemens), and ORNL.
Contact Howard Hendrix (hhendrix@epri.com, 205-668-6922) or John Shingledecker (jshingledecker@epri.com, 704-595-2619) for more information about CoalFleet for Tomorrow, Future Coal Generation Options (Program 66).
Liquid CO2 Coal Slurry in IGCC Plant
Liquid carbon dioxide (CO2) has several physical property differences compared to water. For instance, liquid CO2 takes less energy to vaporize than water. Thus, if liquid CO2 is used as the slurrying medium for coal, it has the potential to significantly improve the performance of a slurry-fed gasifier.
In a DOE study, EPRI is leading a team of researchers to investigate the feasibility and cost of using captured CO2, along with low-rank coal, as the slurry medium fed to a gasifier of an integrated gasification combined cycle (IGCC) plant. The project is briefly described in a recent EPRI report, CoalFleet Integrated Gasification Combined Cycle Research and Development Roadmap: 2011 Update (1022035).
Past research indicates that a liquid CO2/low-rank coal slurry has the potential to significantly reduce the cost and increase the efficiency of IGCC power plants with carbon capture and storage (CCS). EPRI research in the 1980s indicated that liquid CO2-coal slurries with very high solids loading were technically feasible and suggested that an increase of 14 points in cold gas efficiency could be achieved by replacing a dilute (~50% solids by weight) water-lignite slurry with a concentrated CO2-lignite slurry (~88% solids by weight) in an IGCC plant.
More recent EPRI studies have focused on updating the previous engineering studies and quantifying the potential value of liquid CO2 slurries. Current results and findings include a computer simulation of a complete IGCC power plant on subbituminous coal from the Powder River Basin (PRB). This simulation showed that the cold gas efficiency of the gasification process would improve by 7 points, which carried over into an increase in the overall thermal efficiency of the IGCC plant (with CO2 capture and storage) of nearly 3 percentage points.
EPRI and its project partners will conduct plantwide technical and economic simulations, develop a preliminary design and cost estimate of a slurry preparation and mixing system, and perform laboratory tests for increasing the knowledge and understanding of maximum solids loading capability for three coals. The project aims to validate that liquid CO2 can achieve higher solids loading than water slurry, study the design criteria for a liquid CO2-coal slurry preparation/mixing system that is superior to conventional feed systems, and demonstrate potential plant thermal efficiency improvement over a water-coal slurry-based feed system.
The outcome of this project will help integrate low-rank coal/liquid CO2 slurry feed systems for prototype testing at an IGCC power plant with CCS and validate efficiency improvements.
The DOE project will be managed by NETL. Project partners include Dooher Institute of Physics and Energy, WorleyParsons, Columbia University, and ATS/Rheosystems.
For more information, contact Jose Marasigan (jmarasigan@epri.com, 650-855-8739).
Research Area: Environmental Controls
Post-Combustion NOx Control Program
When combustion modifications and selective catalytic reduction (SCR) are considered in combination, performance and cost issues arise related to the potential impacts of deep staging on SCR catalyst. Potential issues include water wall wastage in the lower furnace, increased vaporization of catalyst poisons, and higher SO2 oxidation across the SCR. These issues are partially offset by lower SCR inlet NOx and ammonia consumption, as well as higher mercury oxidation across the SCR.
Some tools, such as CatReact, can be used to evaluate these impacts. Other tools still require development. For example, recent plant operating experience indicates that phosphorus vaporization as a result of deep staging with PRB coal can accelerate SCR catalyst deactivation. Models need to be developed to better understand the mechanisms of metal vaporization, scavenging, and condensation as well as the mechanisms associated with SCR catalyst deactivation.
An EPRI project conducted case studies using data and information provided by a southeastern utility for a 450-MW wall-fired boiler with low-NOx burners and an SCR reactor. Unit operating data was obtained while firing a baseline Central Appalachian low-sulfur coal and blends with different high-sulfur Illinois Basin coals. The models used included the Simple Corrosion Predictor, the NOX LOI Predictor, Catalyst Deactivation, CatReact, and MercuRator.
The project and its results are described in a new EPRI report, Assessment of Boiler and SCR Optimization Tradeoffs for NOx Control (1022070). The project is part of a broader EPRI initiative to:
- Identify the SCR inlet NOx level that results in the optimum combination of boiler- and SCR-related NOx control with respect to operating and maintenance expenses.
- Develop a methodology to enable SCR operators to better optimize SCR performance and address potential tradeoffs between NOx reduction, mercury oxidation, and SO3 formation.
The findings of this study will help utilities to better understand the performance and cost issues that arise when combustion modifications and SCR are used in combination for NOx control. Findings will also provide insights into the tools that can be used to evaluate those impacts.
The current project represents a work in progress. As future emission mandates will require control of multiple pollutant species, it becomes more important to better understand potential tradeoffs associated with different boiler and SCR operating scenarios. In this regard, currently available computational models were used to investigate tradeoffs between combustion staging and selective catalytic reduction (SCR) for NOx control. The project conducted a case study to explore the ability of the models to predict the effects of coal blends and combustion staging levels on boiler and SCR performance.
Contact Rick Himes (rhimes@epri.com, 949-766-8470) for more information about Post-Combustion NOx Control (Program 73).
Sorbent Activation Process Design Under Way
Power plants in the United States face compliance with the stringent mercury regulations promulgated by the U.S. Environmental Protection Agency under the Mercury and Air Toxics Standards for Power Plants (MATS), which aim to cut mercury emissions by about 90%.
Although injection of activated carbon (AC) is an effective technology for the control of mercury emissions, it represents a costly process. The delivered cost of commercially available AC is estimated to be $0.75 to $2.00/lb. For a 500-MW baseload plant with a 90% capacity factor, purchased carbon could cost a power plant $0.5 million to $10 million per year. If AC could be produced onsite for less than half the cost of purchased carbon, a 500-MW plant could save $0.25 million to $5 million annually. For the power generation industry as a whole, the cost savings could exceed $500 million per year.
The design is currently being finalized for demonstration of a commercial-scale sorbent activation process (SAP) unit to be built and tested at American Electric Power’s (AEP’s) Pirkey Power Station in Hallsville, Texas. SAP uses onsite coal to produce AC for direct injection into the flue gas for mercury control. The project at AEP’s 675-MW Pirkey Unit 1 is the second commercial-scale SAP unit to be built. It will seek to demonstrate the performance and cost-effectiveness of a full-scale SAP unit on a Texas lignite-fired power plant. The results will determine if significant mercury emissions reductions and cost savings can be achieved using the SAP technology with this plant configuration and coal fuel.
The SAP concept simplifies complex AC manufacturing into a single step. SAP involves processing pulverized coal that is onsite at a power plant to form AC in an entrained flow reactor. The AC can then be injected directly into the power plant flue gas—either upstream of a particulate control device or between an electrostatic precipitator (ESP) and a downstream fabric filter—to capture flue gas mercury.
The technology for SAP was developed by EPRI, together with the Illinois State Geological Survey and the University of Illinois at Urbana-Champaign. Previously, SAP has been demonstrated at pilot scale at Ameren’s Meredosia Power Plant (PRB coal, with ESP) and at Gulf Power’s Plant Crist (bituminous coal, with ESP). It has also been demonstrated at commercial scale at Dynergy’s Hennepin Plant (PRB coal, with a TOXECON unit).
Pirkey Unit 1 operates with an ESP and flue gas desulfurization (FGD) treating its flue gas. A new commercial-scale SAP unit is being designed to produce 500 lb/hr of AC and will be injecting in half of the unit, which will amount to 6 lb/MMacf AC at the maximum SAP feed rate.
The project kicked off in January 2012. Design and fabrication have been ongoing in the first and second quarter. Installation and commissioning will take two months. Final tie-ins from the SAP to the plant flue gas ducts are expected to occur during the planned plant outage in October and November 2012, and commissioning will start after that. Parametric testing is planned to start in December 2012 (~25 days) or early 2013, followed by a three-month extended operations testing period.
To date, the project team has reviewed and selected the optimum component and design options for coal feed to the SAP, the SAP AC injection point, and SAP product gas stream handling. A piping and instrumentation diagram has been completed, and coal samples have been taken from the pulverizer for lab testing to determine activated carbon yields and optimal process conditions. Site preparation also is under way. Installation was expected to begin in September.
Contact Cassie Shaban (cshaban@epri.com, 650-855-2345) or Ramsay Chang (rchang@epri.com, 650-855-2082) for more information about Integrated Environmental Controls (Program 75).
Research Area: Major Component Reliability
Creep Fatigue Behavior of P91 Steel
In the future, many conventional power plants will be required to a greater extent to provide backup generation and to undergo more startup and shutdown events than were expected in the original operating plans. As a result, when plant operators conduct performance assessments and life management of power plants operated at high temperatures, they will need to increasingly evaluate failure due to the combination of fatigue and creep damage.
A recent EPRI study analyzed the influence of creep-fatigue interaction on the behavior of P91 steel at 580C (1,080F) and 600C (1,110F). Results of the latest study have been published in a report, Investigation of the Creep Fatigue Behavior of P91 Steel (1024718).
The findings described in this report offer plant operators data on the creep fatigue and creep fatigue crack growth behavior of P91 steel. The study is part of a major EPRI-managed project that has generated information related to the procurement and management of Grade 91 steel components for use in fossil generating plants. This type of steel relies on very careful control of composition and heat treatment to achieve the required minimum properties.
The testing program in this study was aimed at:
- Providing data for the creep fatigue and creep fatigue crack growth behavior of this steel.
- Estimating creep-fatigue interaction effects by comparing these results with pure fatigue/pure creep or fatigue crack growth/creep crack growth tests.
The load cycle most commonly used in the tests incorporated “hold periods,” during which the maximum strain is maintained constant and the stress is allowed to relax. During relaxation fatigue tests, several distinct processes occur simultaneously: microstructural evolution and environmental interactions due to high temperature, fatigue damage and softening effect caused by cycling loadings, and accumulation of creep damage during holding periods.
Results in this study show that for testing with relatively high cyclic strain, introducing a relatively short hold period reduces the creep fatigue life of P91 specimens. However, longer holding times do not result in significant further reductions in endurance.
The final report in this EPRI project, Approaches for Life Management of Grade 91 Steel, will be published later in 2012 and will present the overall recommendations.
Contact Jonathan Parker (jparker@epri.com, 704-595-2791) for more information about the Boiler Life & Availability Improvement Program (Program 63).
Evaluating Nondestructive Evaluation (NDE) Technologies
A recent EPRI report surveys four emerging nondestructive evaluation (NDE) technologies for their potential applications in the electric power industry. The technologies are phased array curvature correction, guided wave focusing and imaging, laser shearography, and acoustic camera.
For each of these technologies, the report––Survey of Emerging Nondestructive Evaluation Technologies (1023082)––provides background information, challenges, technical solutions, potential applications, and summary. This report identifies solutions to solve some of the tough NDE challenges in the electric power industry. With the implementation of these technologies, current NDE capabilities can be further improved and expanded to better serve the aging infrastructure and cycling operations.
The four NDE technologies detailed in the report are:
- Phased array curvature correction. This technique can be applied to pipe surfaces and more complex surface geometries, such as turbine disks and nozzles, to correct image distortion and improve defect characterization, including location and sizing. Two potential applications are corrosion fatigue crack examination in boiler tubes and axial-entry blade attachment crack examination in turbine disks. Commercial software programs are available, but individual development is required for each geometry.
- Guided wave focusing and imaging. This approach has been applied to screen many inaccessible regions of pipes and tubes in power plants. The focusing and imaging techniques can further enhance these examinations by providing defect sizing information and extending the inspection range. Commercial systems are on the market or close to being launched.
- Laser shearography. Laser shearography directly measures surface deformation gradient. It can be used to scan large areas remotely. Using the water pressure stressing method, laser shearography has shown its capabilities to detect boiler tube damage in a preliminary laboratory test.
- Acoustic camera. Built on a patented 2-D imaging microelectronic chip, an acoustic camera converts ultrasonic A-scan signals directly into a 2-D, C-scan image. A C-scan image is a 2-D, top-down cross-sectional view of a testing object. The fast imaging capability reveals defects directly underneath the probe contact area. The technique, however, lacks the capability to electronically steer ultrasonic beams or to generate views other than C-scans (for example, B-scans and D-scans). Therefore, complete defect information, especially defect height and vertical orientation, can be difficult to acquire.
Contact Zongqi Sun (zsun@epri.com, 704-595-2872) for more information about the Boiler Life & Availability Improvement Program (Program 63).
Reducing O&M Costs of Cooling Tower Fans
The standard mode of operation for a cooling tower fan motor is typically either on or off. It may be cost-effective to take some cells out of service under certain ambient or unit conditions, such as during low-load operation and/or during cooler periods of the year when the water temperature is sufficiently cold. However, the practice of cycling fans on and off may have a negative affect on reliability of the fan motors and gearboxes. As a result, any savings in station auxiliary load may be offset by increased maintenance costs and reduced equipment life.
Since 2004, utilities have reported more than 100 gearbox failures in mechanical draft cooling towers. These failures are expensive, with new gearboxes costing $30,000, plus $3,000 in labor for the replacement. The failures also result in lost generation and poorer heat rate. Possible causes for the gearbox failures include fatigue damage related to cycling duty, excessive vibration, or oil degradation or contamination.
EPRI has initiated a project to evaluate different fan drive configurations on mechanical draft cooling towers. The project seeks to address the causes of an increased number of gearbox failures in cooling towers and the effect of cycling fans on and off on their reliability. Findings will help utilities to increase overall cooling tower reliability, improve the performance of cooling tower fans, optimize equipment life, and potentially reduce associated operation and maintenance (O&M) costs.
The EPRI project is investigating possible solutions by conducting a side-by-side evaluation of three different fan drive configurations installed on existing cooling towers. The three configurations are:
- Standard single-speed motor.
- Motor with soft-start capability (soft-start is used during motor startup and shutdown to gradually ramp up or ramp down the voltage to a motor; this capability can reduce heat in the motor windings and lower mechanical stresses on belts, couplings, and transmissions).
- Variable-frequency-drive (VFD) technology.
The fans will be tested over a two-year period. Their cycling frequency will be increased to accelerate the degradation influence and permit the determination of increased failure rates, power consumption, fan and motor vibration, and O&M costs, which will be tracked throughout the project. This data will be compared to that collected for the standard drives operating under normal operating circumstances.
Data will be collected and analyzed on vibration, ultrasonic intensity, torque/speed, and oil, bearing, and motor winding temperature. Results will provide information on the reliability and cost-effectiveness of each configuration. In addition, each configuration will be monitored for its effect on heat rate.
Contact Ray Chambers (rchambers@epri.com, 704-595-2580) or Sam Korellis (skorellis@epri.com, 704-595-2703) for more information about the Generation Maintenance Application Center (GenMAC, Program 65).
Research Area: Operations and Maintenance
Documenting One Utility’s Fleetwide Monitoring and Diagnostics Center
Power plant owners are demanding efficient operation and more effective maintenance to assist in achieving lower production costs and improved availability. At the same time, equipment is aging, the workforce is constrained in terms of staffing and experience, and maintenance and capital budgets are stretched thin. Because of these forces, improved equipment condition monitoring is necessary to identify the onset of incipient failure and thereby improve maintenance planning.
A recent EPRI report, Southern Company Generation Monitoring and Diagnostic Center: Development History and Benefits (1025512), documents the implementation of the Southern Company Generation Monitoring and Diagnostic (M&D) Center, describing the center from the initial pilot phase through full-scale implementation and during full-scale operations.
The report documents the people, processes, and technology of the Southern Company Generation M&D Center, as well as the history of the center, from initial planning to full-scale operation. Each chapter includes a section on “Key Points to Consider,” which summarizes the lessons learned for other utilities.
The report describes the staffing levels, training and education of staff, center operations, model development and maintenance, communications, and technology used in the center, including advanced pattern recognition and heat rate monitoring.
The historical review begins with initial planning and startup of the pilot project, including executive support, organizational changes, facility logistics, technology selection, and staff training. The report reviews the scale-up process to fleetwide operation, with information on implementation of the Prism model and the monitoring and management tools employed. The report also discusses the policies and practices that are involved in the operation of the fleetwide M&D center. A cost-benefit analysis of the center, after expanding to continuous coverage for 65 units at 18 plants, found the benefit-to-cost ratio for 2011 to be 4:1. The report concludes with a review of opportunities for future improvement.
Utilities that have deployed centralized monitoring programs have benefited from improved maintenance planning and avoided costs by detecting and preventing equipment failures that might have been unforeseen before deploying this process. Utilities that have not implemented a monitoring program, whether centralized or in another form, can benefit by implementing some or all of the concepts presented in this report.
Contact Neva Fox (nfox@epri.com, 704-595-2682) for more information about Instrumentation, Controls and Automation (Program 68).
Research Area: Materials & Chemistry
Root Cause Analysis of Corrosion in Wet FGD Systems
State-of-the-art FGD technologies have been, or are being, installed on most large coal-fired electric generating units in response to new regulatory emission requirements. Many material systems, such as metallic, organic, plastics, and coating, are available to construct these FGD systems.
However, because of cost, fabricability, and availability, the absorber vessels, tanks, piping, and spray towers in many new FGD installations were constructed using duplex stainless steel Alloy 2205, which had not been used on systems constructed prior to 2004. Many of these newer units are experiencing severe corrosion in as little as three months to three years of operation.
Results of an EPRI-sponsored technical root cause analysis of corrosion in wet FGD systems indicate that the primary root cause was the use of alloys with inadequate corrosion resistance. The findings also show that more work needs to be done to help mitigate the corrosion and select proper materials. The study and its findings are described in a recent EPRI report, Corrosion in Wet Flue Gas Desulfurization (FGD) Systems: Technical Root Cause Analysis of Internal Corrosion on Wet FGD Alloy Absorbers (1024920).
The EPRI study was conducted to determine the technical root cause and contributing factors to the corrosion failure of newly constructed wet FGD absorbers, with a special emphasis on the use of alloy 2205 (UNS32205/31803 duplex). The study’s approach has been to evaluate trends in utility-provided data, review the available literature, and conduct independent investigations of absorber vessels experiencing corrosion.
The findings from this analysis show that more work needs to be done to help mitigate the corrosion and select proper materials. The combination of the oxidizing power of the slurry, plate surface preparation, time of service, scaling on vessel walls, and, possibly, scale chemistry needs to be better characterized to help prevent this type of widespread deterioration of assets. Based on this research, field testing is the recommended approach to fill these gaps in understanding.
The next phase of research already has started. EPRI and member utilities have installed and are operating three slipstream corrosion test tanks on existing absorber vessels around the country. These test beds allow the insertion of metallic and nonmetallic samples (coupons) into actual absorber slurries as opposed to laboratory tests. The coupons and FGD process chemistry are monitored. Long-term exposure tests and short-term electrochemical corrosion tests are being performed on a large matrix of alloys.
The host sites have been carefully chosen to represent a range of process chemistry conditions present in absorbers and a range of corrosion attack. Initial testing at the first host site successfully reproduced corrosion damage on duplex Alloy 2205 coupons. The expanded test program is projected to be completed in the second half of 2012, with the goal of providing improved materials selection guidance for corrosion repair/maintenance/mitigation in current units and future systems. Corresponding activities to track the performance of mitigation strategies are also ongoing. These strategies include coatings, electrochemical protection, tile linings, and high-alloy wallpapers.
Contact John Shingledecker (jshingledecker@epri.com, 704-595-2619) for more information about the Fossil Materials & Repair (Program 87).
—Jeff Brehm is the marketing and communications lead for EPRI’s Generation Section. There are many other research program summaries available on the EPRI web site at www.epri.com.