Eliminate waste in coal, gas, or nuclear power plant construction through a holistic application of lean principles.
“Lean thinking” is a set of principles that work to eliminate waste and create new opportunities through continuous improvement. It is just that simple. Lean thinking was proven in the Japanese automotive industry and has slowly gained traction in the construction industry, as evidenced by the increasing volume of papers presented at the recent International Group for Lean Construction Annual Conference.
Lean construction is the practical application of lean manufacturing principles, or lean thinking, to the building environment. Engineers, constructors, and consultants who are shaping this concept envision a project as a production system.
Although there are volumes written about lean manufacturing from many viewpoints, lean construction literature and consulting offerings are both generally aimed in the direction of the general contractor. This article explores how lean construction can eliminate waste in the erection of plumbing and mechanical systems that are prevalent in coal, gas, or nuclear power plant construction.
Lean Construction: Here and Now
There has been a notable increase in the popularity of lean construction in the general construction industry—especially in the past year—as a result of at least two main drivers. First, plant managers seeking to reduce their total cost of ownership and mitigate the effects of unforeseen risks consider lean construction as a new execution platform. Second, energy-oriented construction firms looking for ways to be more competitive in the wake of the 2008 U.S. economic crisis are attracted to lean construction as a new model for conducting business. The application of lean thinking concepts has produced success stories in several construction segments, most notably in health care construction.
Unfortunately, marketplace confusion persists around how lean construction can be used to improve efficiency or even reduce costs of a highly engineered and complex construction project such as a power plant retrofit. Part of this confusion is due to the relative newness of the concept of lean construction, which has been spurred on by an approach marketed as the “Last Planner System” (LPS). Although LPS and LPS-like systems incorporate basic lean thinking principles, the dimensional focus of these systems is on the project; that is, LPS and LPS-like systems purposefully focus on the activities occurring in the field and pay only minor attention to the rest of the supply chain activities like subcontractor shops and supplier facilities.
Mechanical contractors engaged in the energy industry can easily misinterpret the benefits of LPS and LPS-like systems as the single most important element in a lean transformation for their company. That is, by implementing an LPS or LPS-like system, a trade contractor company may mistakenly believe that it is a lean organization. However, LPS and LPS-like systems are but a single portion of a lean construction transformation.
Let’s explore how lean construction relates to a piping and mechanical contractor that is building a complex copper piping system for a gas-fired power plant, at three distinct levels: the firm, the project, and the program level.
Three Levels of Lean Construction
We propose a hypothetical construction project structure involving a mechanical contractor, an electrical contractor, a structural contractor, a general contractor (GC), a plant manager, and an architect/engineer (AE) to illustrate the three levels of lean construction (see table).
The three levels of lean thinking in the construction industry. Source: FMI Corp.
For simplification, the plant manager decided that the project will use a GC approach to project delivery as opposed to one with a design-build approach. In the traditional execution of this project, first the AE issues construction drawings to the plant’s engineering and construction representative. Then the plant submits a request for proposal against the scope of the job to one or several qualified GCs, and, in turn, the GC does the same to several qualified subcontractors.
Lean Implementation at the Firm Level
From the perspective of the mechanical contractor in this example, that group has expertise in a number of cash conversion processes, referred to by the staff as “copper” or “steel,” which serve the needs of all of its power plant customers. These processes include all elements of design/coordination, procurement, fabrication, and installation (Figure 1).

1. Meeting the customer’s needs. From the perspective of the contractor, copper piping is seen as a production system with inputs and outputs. These processes include all ele¬ments of design/coordination, procurement, fabrication, and installation. Source: FMI Corp.
The size of the plant project and sophistication of the mechanical firm may dictate that the design, procurement, and fabrication steps of the production system occur away from the plant site in the contractor’s regional office or fabrication shop. The intermediate product, in this case copper spools, is transferred to the plant site for efficient final installation. Often, these steps are manually coordinated and use disparate tracking systems.
This fragmented production system is manageable for a low-volume mechanical firm, but as the demand for services increases, system inefficiencies will magnify operational constraints and increase inventories. For example, the mechanical contractor often manages several projects within a region for multiple power plant customers and may manage several projects at a single power plant. The contractor also operates a single regional fabrication shop and maintains a design and coordination staff. Each project has different customers, scheduling demands, and business priorities. This complexity highlights the inherent inefficiencies in the design-engineering-fabrication process and causes increased variability.
Consider the scenario where a contractor is hanging pipe for three different projects for three different customers in parallel (Figure 2). The contractor may decide to improve consistency in operations through continual improvement in one or more “cash-to-pipe” conversion processes that are the same, regardless of the customer or project.
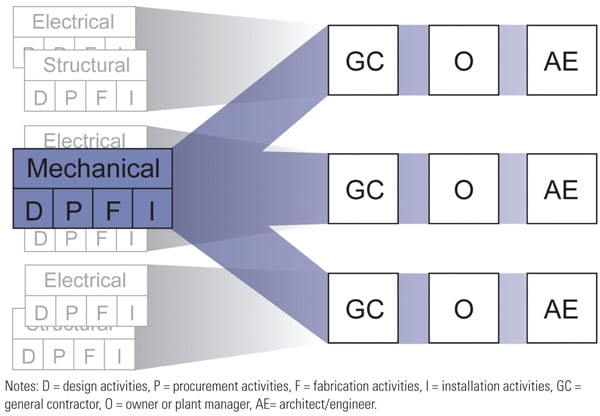
2. A belt-tightening approach. Lean thinking at the firm level focuses on continual im¬provement in one or more cash conversion processes, such as “copper piping” for a mechanical contractor, which involves all of the core competencies of design, procurement, fabrication, and installation. This process is consistently applied over and over for multiple clients and multiple projects. Source: FMI Corp.
The firm’s goal of applying lean techniques focuses on certain activities, which are shown in the blue-shaded zone in Figure 2, in order to eliminate waste and improve operational consistency from project to project on the same production process. In this case, a mechanical contractor may decide to improve the production process for all copper design, procurement, fabrication, and installation, as these steps are consistent from customer to customer.
The following are some examples of lean implementation at the firm level:
â– Evaluate and implement an appropriate balance between pull and push in the production model.
â– Reorganize the fabrication shop systems to improve material flow.
â– Develop an integrated process that eliminates or reduces the effects of the often troublesome handoff from design to procurement to fabrication.
These activities are wholly within the control of the contractor. Therefore, when operating from this perspective, the project manager or superintendent for the mechanical contractor makes daily decisions that generally result in improved overall performance for the mechanical contractor’s business. That person may decide to use the strategy of a constant stream of installation rates, which provides a consistent flow and demand for the design-procurement-fabrication process. This, however, may cause deficiencies (such as not keeping up with the schedule) or excess supply (such as working too far ahead) at the project level from the GC or owner’s perspective.
Lean Implementation at the Project Level
At the project level, the mechanical contractor is one of several trade contractors involved in a project. The project is a temporarily formed organizational structure or supply chain with a defined start and finish. As expected, the plant manager or GC would drive the requirement to deliver the project using lean techniques. Consider the schematic in Figure 3, which represents the process of constructing a facility (a project) as a production system.

3. Plant construction project as a production system. From the perspective of the plant manager, the project is depicted here as a production system with inputs and outputs. The production system in the middle of this diagram is the set of processes that drive all activity toward completing a given project. Source: FMI Corp.
The production system in the middle of this diagram is the set of processes that drive all activity toward completing a given project. This production system involves multiple firms and their unique processes, such as copper, steel, underground work, or glazing. In the hypothetical project structure, the design, engineering, and procurement steps for the mechanical, electrical, and structural contractors may still occur in remote offices or project trailers, while the construction and installation effort is, by necessity, field-centric.
Today’s waste reduction and productivity efforts for the project purposefully focus on improving the flow of work on a single capital construction effort through the implementation of lean thinking concepts in the field. The project level does not necessarily concern itself with ensuring that the individual businesses that provide construction services are operating efficiently, but rather focuses on determining how all of the construct/install steps for each trade can be done efficiently, as shown in the relationship map in Figure 4.
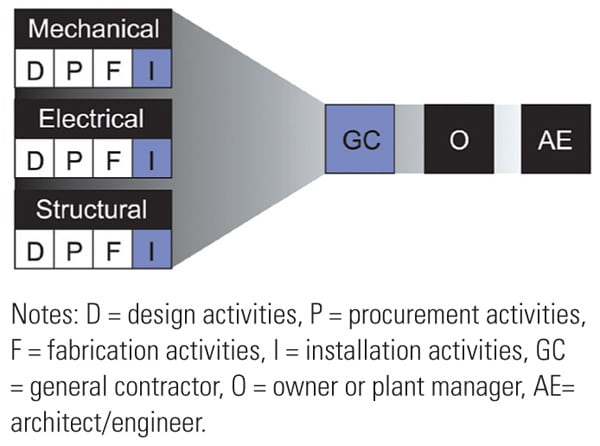
4. Improved management in the field. This diagram depicts lean thinking focused on the project activities that occur in the field. Some lean techniques that are ap¬plied in the blue-shaded zone include early contractor involvement in design, multi-tiered and integrated planning, and tracking of field commitments between and among all parties. Source: FMI Corp.
The lean techniques in the blue-shaded zone in the diagram involve several facets. Among them are early contractor involvement in design, multi-tiered and integrated planning, and tracking of field commitments between and among all parties. Though it is beyond the scope of this article, field productivity at the plant site is a major emphasis of LPS and LPS-like systems. In practice and theory, the mechanical trade installs its pipe spools in a manner that will not conflict with the electrical or structure trades and will make tradeoffs to ensure seamless integration of the build process on the plant site.
In theory, project managers or superintendents for the mechanical contractor at the project level, in harmony with the overall plant construction project team, make daily decisions that result in improved overall performance for the project. This is significantly different from the concepts discussed from the firm’s perspective. The project-oriented lean solution may conflict with a trade contractor’s desire to reduce working capital required for the whole firm that is balancing supply and demand of piping spools for multiple projects and customers.
Consider how the copper pipe production system works at the project level. Any delay in receiving prefabricated spools at the plant site could cause negative consequences and personal commitments to go unmet, perhaps affecting plant start-up. Foreseeing a problem, a wise superintendent might order extra spools from the fabrication shop each week—more than could possibly be installed given the constraints they face. This action causes the bullwhip effect, where the demand requirements are amplified as you move upstream in the process where there is less certainty concerning the information related to project demands.
In extreme scenarios, the fabrication shop could easily become cluttered with supply of prefabricated spools as an insurance policy. The problem is that this inventory of in-process material represents tied up working capital, and much of this takes place out of sight of the plant construction effort.
Toyota discovered that having only an efficient assembly line was an isolated way of thinking, because this forced waste or inventory further upstream to suppliers, which drove up total costs. In the case of power plant construction, some of the waste from using popular field-based lean techniques is shifted to the trade contractor’s fabrication shops and even further upstream to the design and procurement offices. The lowest cost of construction will not fully materialize in this case.
For these reasons, a combination of the lean firm perspective and lean project approach is needed to create a holistic lean solution that will transform the industry of constructing power plants.
Lean Implementation at the Program Level
At the program level, the plant has a predefined amount of capital work to accomplish in a given time frame, which could be one year or five years. The sophisticated plant manager has taken the time to organize the work into buckets whereby some of the work is bid and other work is negotiated.
In some cases, the negotiated work scope is made visible early to service providers to allow for integrated resource planning. Most importantly, the program level of lean thinking allows for inter-company process improvement, because the relationships are long-term ones, unlike the temporary nature of a single project.
Furthermore, the level of innovation at the program level can be groundbreaking and yield significant enhancements in many areas such as resource planning and technology rollout. In this scenario, a dedicated team from the AE, a dedicated team from the GC, the trades, and the capital construction division of the power company can act as a single entity.
The program is focused on improvement through a holistic perspective of cash conversion processes across company boundaries by combining the firm and the project elements. Lean thinking is applied to eliminate waste and improve operational consistency from project to project in many areas of the blue-shaded zone in Figure 5. Project managers for the contractor make decisions that result in improved overall performance for the business and related projects.
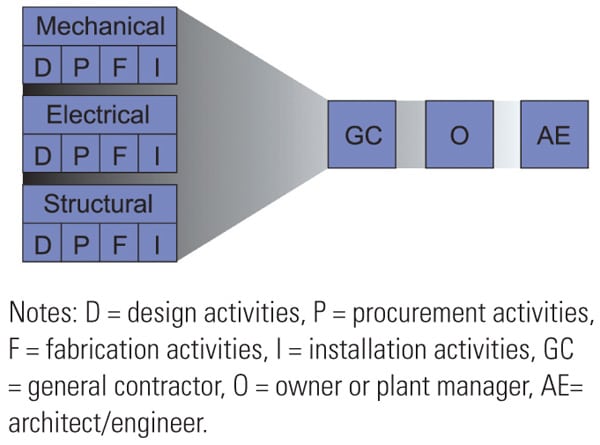
5. Open lines of communication and collaboration. Lean thinking should be applied within an owner’s construction pro¬gram and should cross organizational boundar¬ies through all design and build phases. The goal of lean thinking is to eliminate waste and improve operational consistency from project to project, as shown in the blue-shaded zone. Source: FMI Corp.
Looking at the whole North American construction industry, the program level of lean thinking is less common, although there are some examples among underground utilities companies and their service providers. These examples provide the foundation necessary to form a holistic lean construction supply chain.
Beginning the Lean Journey
Some organizations have begun their lean journey at the firm level by transforming their operations and later adding field productivity and other lean aspects as they participate alongside other firms on a plantwide project. Another approach is for a firm to become involved with a project, such as a retrofit or quick turnaround effort, in which one of the trades or the GC has adopted LPS or other integrated planning systems. Later, that firm can work backward to transform its organization internally (upstream) into a lean culture.
Experts agree that there is no single right approach. Deciding where to start—the firm, the project, and/or the program level—should be the first step. Wherever you start, examples from other corners of the construction industry show that a lean transformation can take two to three years. Lean construction requires hands-on executive involvement, a commitment to action, and perseverance to cause the changes to stick.
—Jeff Lukowski, PE, CSCP (jeff.lukowski @fminet.com) is a senior consultant with FMI Corp., a management consulting firm and investment bank to the worldwide engineering and construction industry.