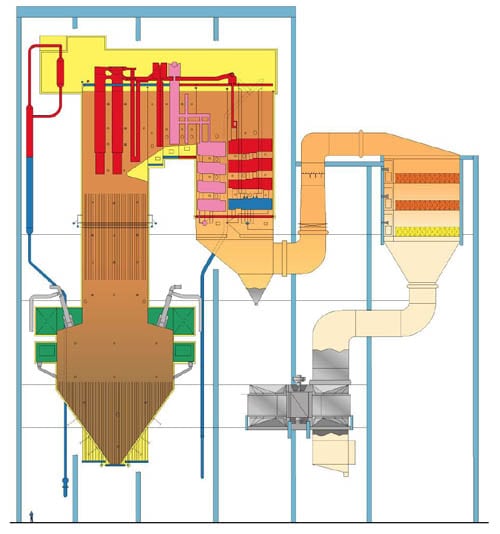
Five natural gas–fired, shop-assembled integrated boilers capable of generating 426,000 lb/h of saturated steam at 550 psig were recently commissioned in Canada (Figure 4). These package boilers were different from the typical D-type boilers in two major respects. First, the design used an elevated drum with external downcomers and risers, which helped to increase the furnace and convection bank dimensions while maintaining the ability to ship the units. In addition, a glycol-based closed-loop heat-recovery system consisting of three finned tube heat exchangers was incorporated to improve boiler efficiency by about 2.3% and to increase the air temperature to the forced draft fan in severe winter conditions, when –30F to –40F is likely to be the ambient temperature.
 |
| 4. New packaged boiler design. Cleaver-Brooks has designed a high-efficiency, low-NOx elevated drum package boiler that generates 426,000 lb/h of steam at 550 psig and that minimizes field erection time. Courtesy: Cleaver-Brooks Engineered Boiler Division |
The five package boilers, engineered by Cleaver-Brooks Engineered Boiler Systems (Nebraska Boiler and Natcom Burner divisions), are now in commercial operation and have successfully met the contract performance guarantees in terms of emissions, capacity, ramp rates, and efficiency.
Unique Boiler Design
Designing large package boilers rated at over 400,000 lb/h steam production is a challenge because of shipping limitations within the U.S. and Canada. Field-erected boilers, on the other hand, are very expensive and take more time for commissioning. Minimizing field assembly time is crucial to cutting costs and shortening the construction schedule on such large projects.
This project began with a customer requirement for a typical Nebraska D-Series package boiler rated at 355,000 lb/h of 550 psig saturated steam, with 230F feedwater temperature, and with 20% overfire capability. In addition, the flue gas exit temperature was not to exceed 215F.
The package boiler assembly consisted of the furnace and convection bank as a single unit and was the largest that could be shipped by land in U.S. and Canada. Headers were used for the convection bank instead of steam and mud drums, which are commonly used in such boilers. The steam drum was connected to the boiler bank by a system of external downcomer and riser piping. The only items requiring field assembly were the drum and downcomer/riser piping (Figure 5).
 |
| 5. Tightly integrated. One unique design feature of this package boiler was the elevated steam drum. The boiler shipping envelope is not constrained by the drum size, as headers are used for the evaporator module. This figure illustrates the relationship between the external drum, downcomer, and riser piping. Courtesy: Cleaver-Brooks Engineered Boiler Division |
Using this design and assembly approach, the drum size was not limiting the shipping dimensions and the additional space obtained was used to increase the boiler furnace and convection bank dimensions. This in turn helped to increase the furnace effective projected area and volume and, hence, lower the area and volumetric heat release rates as well as reduce the furnace back pressure (Table 1). It also was possible to make the steam drum larger (hold-up time from normal level to empty exceeds 5.5 minutes) because there were no shipping limitations for the drum.
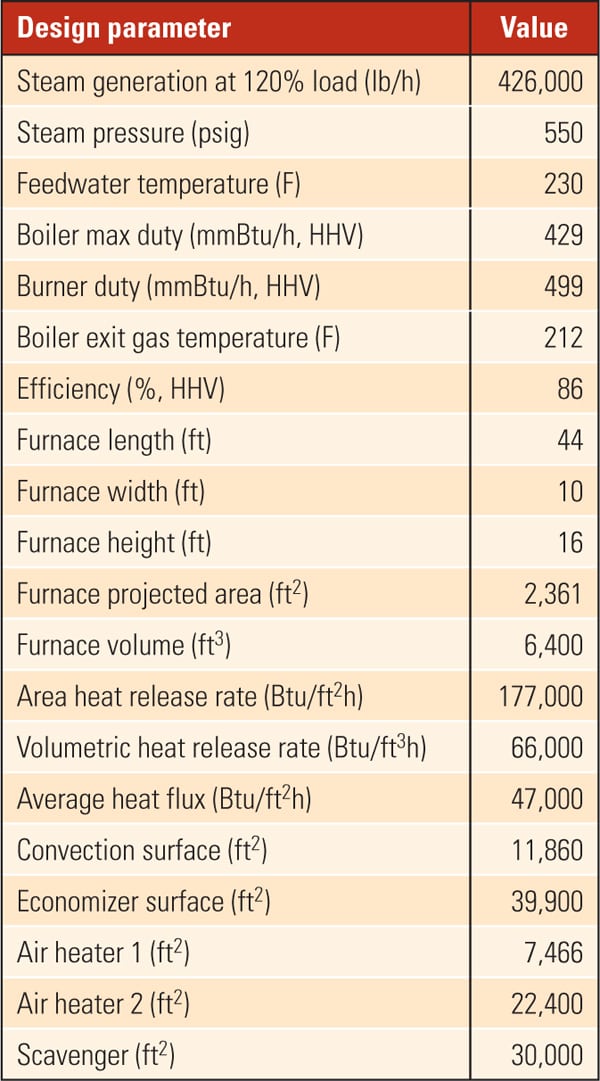 |
| Table 1. Boiler design and geometrical data. Source: Cleaver-Brooks Engineered Boiler Division |
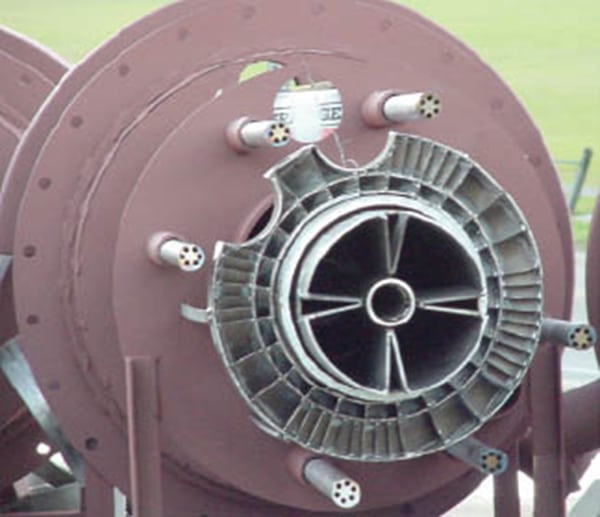
A dual low-NOx burner with flue gas recirculation provision along with a completely water-cooled furnace was used to meet Canadian NOx emission standards (Figure 6). Typical burner front wall design in these boilers has some refractory behind the furnace tubes, which reradiates energy back to the flame. That, in turn, increases local combustion temperatures and generates additional NOx. The membrane-walled front wall where the burner is mounted is completely water-cooled and, as a result, cools the flame better. The completely water-cooled furnace design has a higher effective cooling area for a given volume and lowers the heat flux to the steam/water mixture by about 12%.
 |
| 6. More efficient wall design. The water-cooled D-type boiler furnace uses a leakproof membrane wall. The arrangement is shown without insulation during shop assembly. Courtesy: Cleaver-Brooks Engineered Boiler Division |
In addition to reducing reradiation from refractory to the flame base, and therefore reducing NO x formation, other advantages of completely water-cooled designs include these:
- There is lower heat flux for a given volume, about 9% to 12%, due to the higher effective area for a given furnace volume.
- The lower area heat release rate results in lower NOx production.
- Lower excess air or flue gas recirculation rates may be used due to a less-intense combustion process compared with a refractory-lined furnace.
- The leakproof furnace membrane wall prevents leakage of gases to the second pass, which can increase CO formation and reduce boiler efficiency.
- No refractory is used, so boiler start-up rates can be faster and refractory maintenance is eliminated.
- Minimum thermal stresses are experienced between casing and tubes during start-up or shutdown as the entire enclosure is at a constant temperature equal to the saturation temperature of steam.
Elevated Steam Drum Design
The first unique design feature on this package boiler was the elevated steam drum. The boiler shipping envelope is not constrained by the drum size, as headers are used for the evaporator module. Furnace heat flux evaluation was performed based on inputs from the burner supplier, as the flame temperature varies along the flame path, affecting the local heat flux and steam generation. Heat flux and circulation calculations were performed to ensure proper sizing and location of downcomer and riser piping.
Cleaver-Brooks has used this concept in several waste heat boilers but for the first time applied it to a packaged steam generator. Use of properly sized downcomers along the furnace also ensures minimum variation in drum water level between the front and rear of the furnace. Large hold-up times are possible in the drum, which minimizes drum level fluctuations and swell/shrink during load transients.
Designing for High Efficiency
The second novel feature was the use of a closed-loop gylcol recirculation system to improve boiler efficiency. The typical economizer exit gas temperature in natural gas–fired package boilers is about 300F with 230F feedwater temperature. On this project, the exhaust gas temperature was reduced to 215F (uniquely lower than the 230F feedwater temperature) using a closed-loop glycol heating system that transfers heat from the exhaust gas to the incoming combustion air (Figure 7). The glycol heat-recovery system offers two advantages:
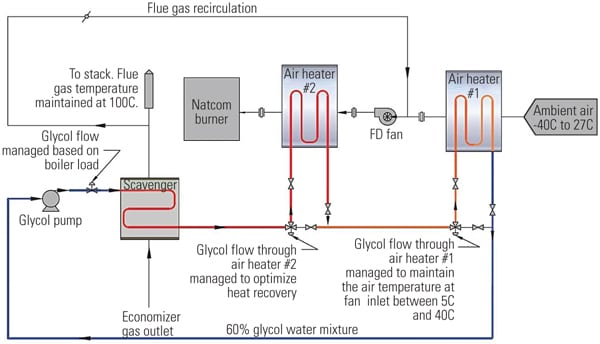 |
| 7. Increase boiler efficiency. A recirculating glycol system moves heat from the exhaust gas to heat combustion air, which improves boiler efficiency. Courtesy: Cleaver-Brooks Engineered Boiler Division |
- It improves boiler efficiency by about 2.3%, as each 40F drop in boiler exit flue gas temperature increases boiler efficiency by about 1%.
- It reduces capital cost and improves operational reliability of the combustion air fan by raising the air inlet temperature to a minimum of 50F even during the harsh winter ambient conditions of –40F.
The first finned tube air heater preheats cold ambient air entering the fan and maintains it at a minimum temperature of about 50F after mixing with the recirculated flue gas. The second air heater, located after the fan, preheats the mixture of flue gas recirculated for NOx control and air from the fan. This glycol bypass system maintains the stack gas temperature at about 215F. If the ambient air temperature is high, as it is in summer, then either air heater may be shut off and the glycol flow bypassed on the tube side of either air heater, as very hot combustion air will increase NOx production. The as-tested performance of the plant is summarized in Table 2.
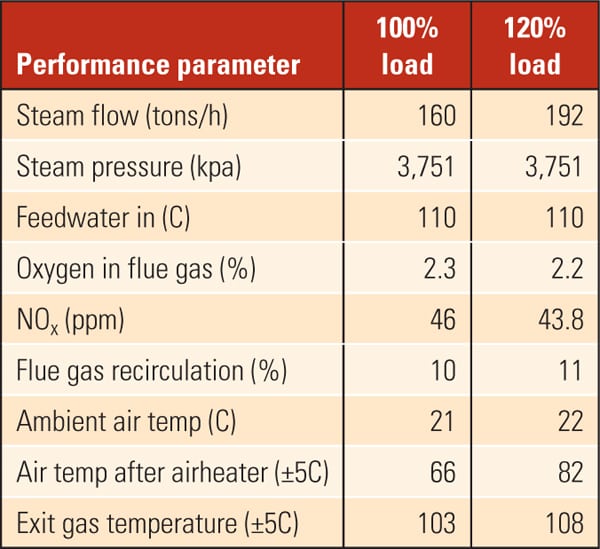 |
| Table 2. Boiler field data summary. Source: Cleaver-Brooks Engineered Boiler Division |
The boiler exit gas temperature may also be controlled to less than 215F at any load by varying the glycol flow through the scavenger exchanger and through each air heater. The glycol flow was set to a nominal value of 70 ton/h at full load.
—Contributed by M. Vasudevan (mvasu@cleaverbrooks.com), vice president, operations, and V. Ganapathy (v_ganapathy@yahoo.com) boiler consultant, Cleaver-Brooks Engineered Boiler Systems.