The Jinzhushan Unit 3 boiler completed its 168-hour reliability run on July 4, 2009. The boiler performance test was completed on September 12, 2009. The performance test results show all design values were achieved. Emissions values of 700 to 900 mg/Nm3 for NOx were obtained. Boiler efficiency was 91.7%, which exceeded the guarantee of 91.1%. The carbon content of the fly ash was 3% to 4%, which makes the fly ash marketable for the concrete industry. The carbon content of the bottom ash was 2% to 3%.
The two keys to once-through boiler furnace water-side design are maintaining uniform tube-to-tube temperatures and maintaining adequate heat transfer on the inside of the tubes in high heat flux areas. The Jinzhushan boiler operation shows that both of these design goals are met.
Figure 1 shows the measured fluid temperatures at the outlet of the lower furnace at 450 MW and 600 MW load conditions. The largest temperature differential between tubes is 18C. Historically, many vertical tube once-through boilers operating at subcritical pressures would have tube- to-tube temperature differentials in excess of 80C. High tube-to-tube differentials produce severe stresses that can, in turn, lead to possible tube failures. The low tube temperature differentials indicate that the low mass flux natural circulation design concept used for the Jinzhushan 3 boiler is operating as expected.
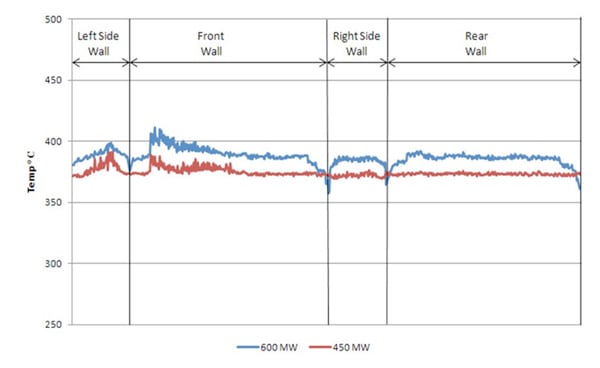
1. Lower furnace outlet fluid temperatures. Courtesy: B&W PGG
Babcock & Wilcox Power Generation Group (B&W PGG) installed heat flux instrumentation and additional thermocouples on the lower furnace to help evaluate the functional operation of the vertical tube universal pressure (VTUP) furnace. The heat flux instrumentation was installed in critical areas above the refractory-covered burner zone. Measurements indicate that heat flux values are in line with values used to design the furnace metals.
Future Development of the Downshot VTUP Furnace Design
Since the successful operation of Jinzhushan 3, B&W PGG has been advancing the circulation design of the furnace. Future projects will utilize B&W PGG’s patented concept of incorporating multiple-lead ribbed (MLR) tubes within the furnace design where different combinations of ribbed (MLR and/or optimized multi-lead ribbed [OMLR]) and smooth tubes can be used in sliding pressure once-through boiler furnace circuits to optimize circulation performance. A combination of tube types can be selected based on the best evaluation of economics while providing a design that meets required tube metal temperatures across the load range of the boiler. The optimized furnace design typically has lower furnace pressure drop and better flow stability at lower loads while still maintaining natural circulation flow characteristics at all loads. In most cases, the B&W PGG MLR tube can be used without the OMLR tubing.
Ribbed tubing has been used for many years in high heat flux zones of boiler circuits to create turbulence along the tube wall, cooling the tube to prevent overheating that can be caused by departure from nucleate boiling. Traditionally, the extruded MLR type of tubing has been used for once-through supercritical furnace panels. Siemens has developed a specification for an OMLR tube that can also be extruded, which provides more effective cooling, but it is more expensive to produce and has higher pressure drop characteristics than MLR tubes.
B&W PGG uses an MLR tube specification that is similar to the OMLR tube in rib height, differing from the OMLR tube primarily by the larger rib lead angle. Figure 2 shows the differences between two similar-sized MLR and OMLR tubes. As a result of the reduced rib lead angle, the OMLR tube will have an increased pressure drop for an equivalent tube size and length when compared to the MLR tube. The heat transfer performance of the OMLR tube has been shown to be somewhat better than the MLR tube. However, when evaluating alternative furnace designs, the mass flux required to meet the design metal temperature of the tube using an MLR tube is almost equivalent to that required using an OMLR tube.
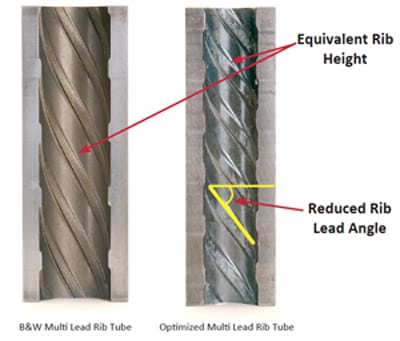
2. Multi-lead rib tubes. Courtesy: B&W PGG
In Figure 3, the performance of the MLR compared to the OMLR tube is shown for a typical furnace design. These curves show the minimum required mass flux for a typical furnace tube throughout the operating load range. The performance of the OMLR and the MLR tubes can be seen to be similar except between approximately 50% and 75% load. The furnace is typically operating at critical pressure near 70% load. The upset heat flux value used in this figure is determined at selected load points and represents the maximum heat flux expected in the critical regions of the furnace wall.
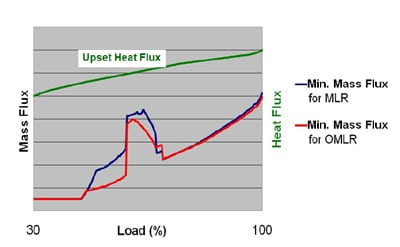
3. Comparison of MLR and OMLR tubes. Courtesy: B&W PGG
The mass flux data for the curves in Figure 4 are based on using the upset heat flux and the furnace operating pressure for each load. The mass flux data for the curves in the figure are generated for an OMLR and MLR tube of the same size. Because the mass flux required for the furnace would be set by meeting the minimum mass flux at all loads, and the difference in minimum mass flux between MLR and OMLR tubes is relatively small, a tube size can be selected that would allow the use of either type of tube. Therefore, a furnace design can be optimized to use MLR, OMLR, or a combination of both. Because the MLR tube has lower pressure drop characteristics than the OMLR tube, a design that can use MLR tubing will have a performance advantage.
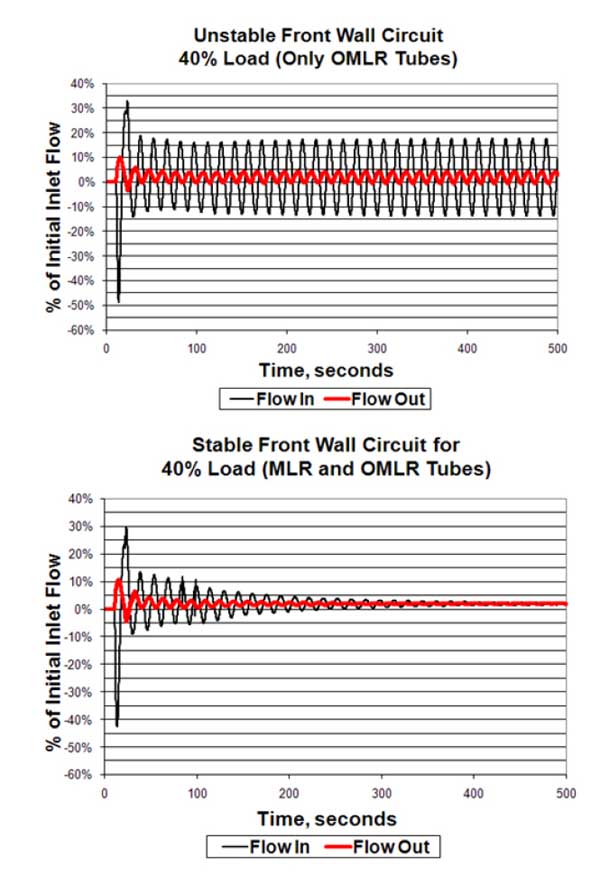
4. Circuit stability improvement with combination of MLR and OMLR tubes. Courtesy: B&W PGG
The next generation of downshot furnaces will incorporate the use of MLR tubing in combination with OMLR tubes in the furnace circuits. The circulation design results in a boiler that has a slightly higher overall average mass flux through the furnace circuits but will still have natural circulation characteristics, a lower overall pressure drop, and a boiler design that has better stability characteristics at low loads.
Figure 4 shows that an unstable circuit that uses all OMLR tubes can be made stable by using a combination of OMLR and MLR in the lower furnace. For this application, the results shown in the upper stability plot in Figure 4 show the unstable flow characteristics for a furnace circuit that is designed with only OMLR tubing. Correcting the instability would normally require either using an equalization/stabilization header or circuit tube inlet orifices. However, by using the OMLR and MLR furnace design, the furnace circuit would be stable, as shown by the flow characteristics given in the lower stability plot in Figure 4. Improved flow stability with the OMLR and MLR furnace design is achieved by incorporating the lower pressure drop characteristics of the MLR tube in the appropriate locations of the furnace while still maintaining good heat transfer characteristics within the furnace. Use of all MLR for the entire lower furnace may also be developed in the future.
VTUP PC Wall-Fired Design
B&W PGG has used the experience gained from successful operation of the furnace design of the Jinzhushan Unit 3 downshot supercritical boiler to adapt the VTUP design for wall-fired pulverized coal (PC) applications. A traditional PC wall-fired boiler has some additional challenges, but the principles of design and operation proven on the downshot design remain the same.
A wall-fired PC boiler does not have refractory covering the furnace walls in the burner zone like the downshot design. Therefore, the furnace tubes are exposed to high rates of heat flux over a larger portion of the tube wall. As a result, the enthalpy rise of the fluid passing through the furnace tubes is greater and the upset steam temperatures leaving the lower furnace tend to be higher. However, the thermohydraulic principles of the VTUP design remain the same and are predictable and repeatable. In a wall-fired application, the tube materials may need to be of a higher alloy grade, and/or the tube diameter and the mix of materials may be somewhat different than on the downshot.
Additionally, the path and geometry differences between straight tubes and tubes bent around burner openings is more significant on a wall-fired boiler than a downshot. In a wall-fired boiler, burners are arranged in columns such that the tubes that run through those burner columns must bend around multiple burner openings while tubes between burners remain straight. The relative resistance to flow through the tubes located in the burner column is significantly greater than in a downshot unit, where there is typically only one burner opening to pass around. This means that there is inherent potential for a wider range of flow between tubes in a given circuit. However, this resistance can be modeled and predicted accurately such that tube size and materials can be selected to accommodate this difference.
B&W PGG has developed a 600- to 700-MW VTUP design for a PC wall-fired application that will utilize only MLR tubes and does not require any OMLR tubes. The design will still have natural circulation flow characteristics to accommodate heat flux upsets in the furnace and will operate with stable flow at low loads. The VTUP furnace can also be applied to 350- to 1,000-MW PC-fired boilers and can be used for a variety of worldwide coal types. Operational characteristics of the furnace for these boilers are expected to be similar to those of the Jinzhushan 3 downshot boiler and will offer the same advantages as those of the downshot VTUP furnace design.
Advanced Steam Cycles
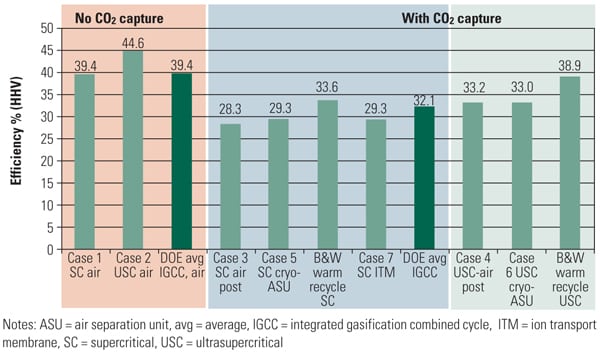
Today’s new coal-fired power plants are also facing greater pressures to minimize carbon dioxide (CO2) emissions, leading to more focus on carbon capture and sequestration (CCS) technologies, which reduce the net generation efficiency of a plant. To minimize the efficiency impacts of CCS there is an international drive for advanced ultrasupercritical (A-USC) plants with ever-higher efficiency. The situation in the U.S. is used as an example.
The net efficiency of the current U.S. fleet of coal-fired plants is around 36% to 39% (HHV). The goal of the U.S. advanced plant development project is to achieve net efficiencies in the range of 46% to 47% (HHV). Increasing cycle efficiencies to these levels along with advancing CCS technology should nearly offset the increased parasitic energy of the CCS process and bring net plant efficiencies for new A-USC plants equipped with CCS in line with current aggregate fleet efficiency.
State-of-the-art supercritical units have main steam temperatures ranging up to about 605C (1,121F) and hot reheat temperatures ranging up to about 620C (1,148F). The highest main steam pressures of about 30.5 MPa (4,423 psi) have been designed in Europe, while the highest main steam and reheat temperatures have been commissioned in Japan. The most advanced cycle conditions for the current market in the U.S. have been developed for a project in which B&W PGG is supplying a boiler designed with outlet steam conditions of 26.1 MPa (3,785 psi) and 602C/608C (1,116F/1,126F). These USC steam conditions are approaching a practical upper limit for steam temperatures while still allowing use of ferritic outlet header materials.
For significantly higher service temperatures, advanced austenitic steels or nickel-based super alloys will be needed. Nickel-based alloys offer an alternative to austenitic steels but are higher in cost, and the expense needs to be evaluated and justified. The key technology improvement needed to realize the A-USC plant is the development of stronger, high-temperature materials, capable of operating under high stresses at very high temperatures.
Either the spiral wound universal pressure (SWUP) or VTUP furnace can be used for the A-USC boiler design. Selection of the type of furnace design will be based on an economic evaluation of required materials of construction and functional performance for each alternative.
Europe, Japan, and the U.S. all have programs to develop materials for use in A-USC power plants. The goal of the European Thermie AD 700 program on advanced steam power plants is to identify materials for use in steam at 700C/720C (1,292F/1,328F), 37.5 MPa (5,438 psi). The Japanese Cool Earth initiative is attempting to develop coal-fired power plants capable of operating at temperatures from 700C (1,292F) to 750C (1,382F). The U.S. Department of Energy (DOE)/Ohio Coal Development Office (OCDO) project has a goal of developing materials for a 732C/760C (1,350F/1,400F), 350 bar (5,075 psi) plant. All of these programs have multiple facets for development and testing that lead to the goal of a commercial A-USC plant.
The European program has completed first-round testing in a component test facility. The COMTES700 project was completed at the Scholven F Plant of E.ON Kraftwerke, in Gelsenkirchen, Germany. The test loop consists of a high-pressure bypass valve, startup valve, stop valve, safety valve, and evaporator and superheater panels. It produces up to 36 tons/h (79.4 klb/h) of steam at temperatures greater than 700C (1,292F) and pressures up to 220 bar (3,190 psi). The COMTES700 test loop had been in operation since July 2005. Subsequent inspections found cracking in alloy 617 material. These results emphasize the need for further development.
B&W PGG is a consortium member of the DOE/OCDO “Boiler Materials for Ultra Supercritical Coal Power Plants” program. The specific objectives of its Ultra Supercritical Materials Project are to:
- Identify materials performance issues that limit operating temperatures and thermal efficiency of coal-fired electricity generating plants.
- Identify improved alloys, fabrication processes, and coating methods that will permit boiler operation at steam temperatures up to 760C (1,400F) and steam pressures up to 37.9 MPa (5,500 psi).
- Work with alloy developers, fabricators, equipment vendors, and power generation plants to develop cost targets for the commercial deployment of the alloys and processes developed.
- Define issues impacting designs that can permit power generation at temperatures greater than or equal to 870C (1,600F).
- Lay the groundwork for ASME Code approval.
Both the SWUP and VTUP boiler designs can be supplied to meet the market requirements of today’s supercritical PC applications. The SWUP boiler represents a well-proven solution that provides consistent heat distribution to all tubes flowing through the furnace circuits, making it insensitive to the natural variations that occur in furnace heat flux patterns that result from variations in fuel characteristics and types burned, boiler cleanliness conditions, air staging for combustion NOx control, and changes in pulverizer operating conditions. The VTUP boiler takes advantage of the benefits of natural circulation where tubes exposed to surges in heat flux will draw more flow to cool the tube instead of reducing flow due to higher resistance.
The successful operation of Jinzhushan 3 demonstrates that this process works as expected and offers an alternative that has advantages of simpler construction, a less-complicated wall support system, and lower furnace pressure drop, contributing to more efficient net plant electric generation. Both the SWUP and VTUP furnace designs represent good alternative technologies for supercritical boiler applications that can be used to meet the needs of the modern power plant. n
—A.J. Bennett, M.J. Albrecht, and C.S. Jones work for Babcock & Wilcox Power Generation Group Inc., Barberton, Ohio. Q. Zhang works for Babcock & Wilcox Beijing Co., Ltd., Beijing, People’s Republic of China. Y. Chen works for Datang Huayin Jinzhushan Thermoelectricity Power Generation Co., Ltd., Hunan Province, People’s Republic of China.