Many coal-fired power plants are being asked to ramp output up and down regularly, and often to levels less than units were originally designed to operate at. Implementing a Unit Flexibility and Asset Optimization program can help plants widen operating windows and hit necessary targets.
Current market conditions, political pressures, and environmental compliance burdens have greatly reduced the amount of power that coal-fired plants produce annually. However, the greatest impact to coal-fired plants has been the resurgence of the American natural gas market, thus providing an abundant and cheap source of a cleaner burning fuel. Couple this with the growing impact of renewable energy resources, such as wind and solar power, and it’s easy to understand why many coal-fired plants are struggling to stay in operation.
Survival of coal-fired power plants demands that managers adapt and reinvent their industry. Units must be able to provide cheap, reliable, baseload power, while also being able to follow the frequent changes in power output caused by intermittent renewable power sources. Improving unit flexibility and optimizing assets are great first steps for coal-fired power producers.
Most coal-fired plants were originally designed to operate at full load from outage to outage. With the large increase of “take or pay” renewable contracts, many of the formerly baseload plants are finding that they are producing excess MWs and at a price where they are losing money. For coal-fired plants that participate in competitive markets, they can experience negative Locational Marginal Pricing (LMP), which means for every MW they produce that the independent system operator (ISO) or regional transmission organization (RTO) doesn’t need or want, the power producer can be penalized.
 |
|
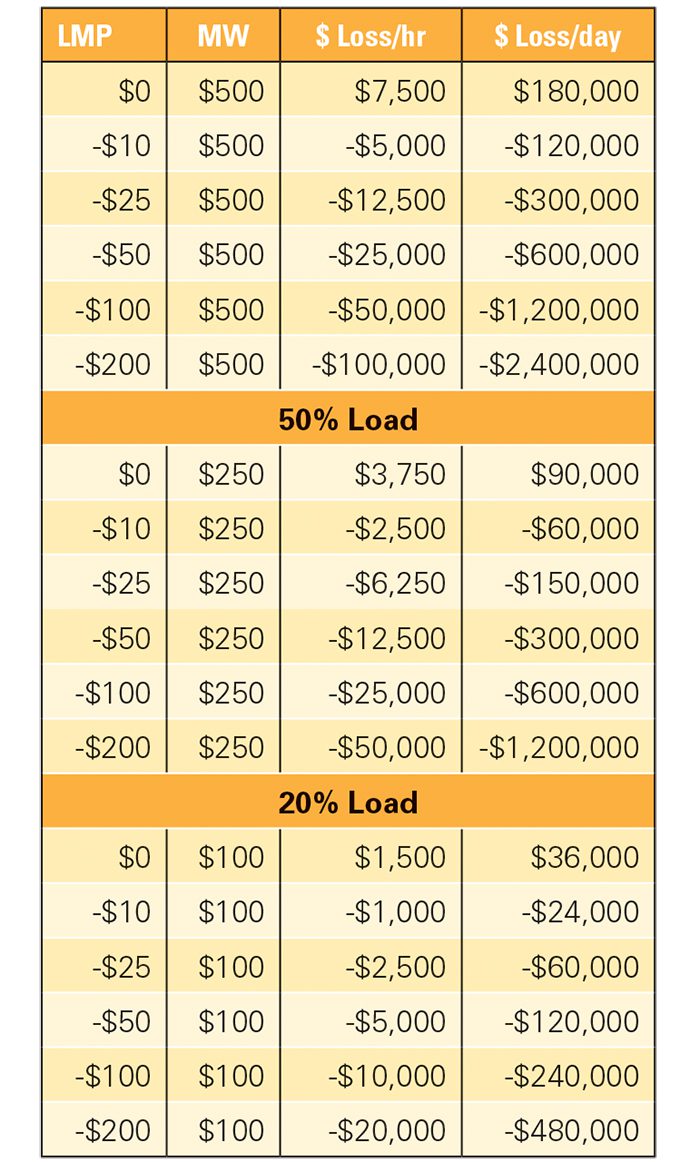
Table 1. This table shows the theoretical economic impact experienced by a 500-MW coal-fired power plant with a margin operating price of $15/MWh when negative Locational Marginal Pricing (LMP) occurs in its market. The savings is substantial when unit output can be reduced to 20% rather than 50%. Source: EAPC Industrial Services |
For example, if a 1000-MW plant’s LMP goes to –$200 and the plant only has a 50% turndown, the plant will be penalized $200/MWh for 500 MW of output or $100,000/hr (Table 1). The other option is for the plant to shut down to avoid the penalty. However, this can create extreme operations and maintenance (O&M) impacts, as the negative LMP issue could occur daily, or at least weekly. When a plant is voluntarily taken out of service upon the request from the ISO/RTO, the ISO/RTO then determines when the plant can come back into service. That could be a day, a week, or even a month later in extreme cases.
Unit Flexibility and Asset Optimization Program
A Unit Flexibility and Asset Optimization program is concentrated in the following two key areas:
- ■ Low-Load Operation Optimization. Operate the unit at the lowest, safe and stable load while maintaining the highest heat rate, meeting all environmental limits, limiting O&M impacts by leaving the unit online, and avoiding all cycling. This increases the unit’s marketability in the day-ahead market, as the unit is subsequently able to operate over a much larger load range, can respond to sudden changes in renewable energy output, and provides improved grid stability during system upsets.
- ■ Ramp Rate Improvement. Substantially increase the unit ramp rate up to a range of 10–15 MW/minute or higher. This allows the unit to respond to sudden changes in renewable power output, capture periods of increased power prices, and increases the unit’s marketability in the day-ahead market.
When implementing a Unit Flexibility and Asset Optimization program, some common goals include:
- ■ Achieve the lowest possible load and the fastest ramp rate with a concentration on low-hanging fruit.
- ■ Prove that safe low-load operation optimization and increased ramp rate is achievable and repeatable.
- ■ No changes to system configuration and no new capital investment.
- ■ Minimize auxiliary power/station service.
Unit Flexibility and Asset Optimization is a collaborative effort between the power producer’s engineering, operations, and controls departments, and EAPC Industrial Services. The team identifies and documents their objectives. Design data, operating data, equipment manuals, and drawings are collected. Plant staff is interviewed to review past unit low-load history and known potential obstacles that may limit the unit’s ability to achieve a certain low load.
 |
|
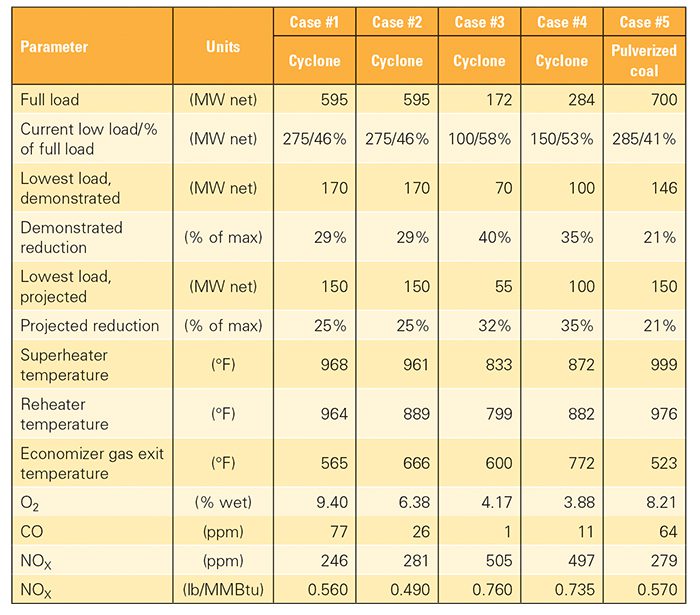
Table 2. This table shows low-load test result data from several coal-fired power plants that EAPC has assisted. All were safely able to reduce load significantly below their previous low-load setpoint. Source: EAPC Industrial Services |
A new test plan is developed, approved, and testing is scheduled. During testing, the unit load is reduced following the schedule in varying increments depending upon how the unit responds (Table 2). At a predetermined load, the unit will be held steady for overnight observation and data collection. Key performance indicator (KPI) data points are collected every one to three hours during the testing.
This process is repeated each day with a new low-load target. If the unit experiences issues with stability and/or control at any point, the load reduction is put on hold until the unit stabilizes, and the issue is addressed and eliminated via team discussion and action items.
Low-load operation optimization normally takes four to five days of testing, with the unit parked overnight each night. The unit is tested with different mill or cyclone configurations to test the impacts on steam temperatures, turbine metal temperatures, heat rate, and backend temperatures that can impact emissions and/or balance of plant (BOP) operations.
Ramp rate improvement testing follows the same process over a four- to five-day period, with multiple tests at different ramp rates over the entire load range, as required by the client. Controls tuning is frequently required with both low-load operation optimization and improved ramp rates, as the units have not been tuned for these new modes of operation.
Challenges to Successful Unit Flexibility and Asset Optimization
The most challenging obstacle in achieving successful Unit Flexibility and Asset Optimization at any plant can be achieving buy-in from the entire operations department. The operations department has been trained and successfully operated their units in some cases for 30–40 years. Their main goal has long been to operate the plant each day at full load in a safe and stable manner, and to minimize any downtime between scheduled outages.
The power generation industry has been very successful in this mode of operation, but now operators are being tasked with a complete change in operating philosophy and must understand the critical importance unit flexibility will play in keeping units in service. In each unit tested to date, I’ve been told by control room operators (CROs) that the unit will never operate below 50–55%, and that the unit will certainly trip if it is operated below a certain MW load. In each case, the onsite testing proved that the units could be operated within a new load range well below what they had been previously operated at.
The project manager must possess the technical knowledge that only comes with having operated a power plant, and the individual must be able to troubleshoot, and address and resolve issues, that develop as the unit is operated at lower loads. The project manager must also be approachable and share all information with the CROs to build a level of trust. This provides the CROs with a comfort level to operate the unit in new load ranges and at higher ramp rates. No one knows the unit better than the guys and gals that have operated it day in and day out for several years.
Another challenge plants often face is inadequate operating procedures. Existing standard operating procedures (SOPs) may need to be revised or entirely new SOPs may need to be developed to provide the plant operations department with a clear and concise procedure to limit plant trips and ensure safe operation in a new mode.
Plant managers must also find ways to reduce costs and further limit unit downtime, while still operating units in a safe and stable manner, providing high availability and reliability. Fuel costs provide the largest area of cost reductions. Producers need to actively pursue revised coal contracts with their suppliers and lower transportation costs as well. Coal-fired plants, coal mines, and railroads must work together to bring down the cost/MWh so coal-fired plants can remain competitive in today’s market. Other areas for cost reduction include workforce reduction via increased automation, reduced outage timeframe, and optimized plant operation.
Unit Flexibility and Asset Optimization Technical Issues
Because there are several different types of coal-fired units, each can present a different set of problems and required solutions. Technical issues will be addressed below for the boiler, turbine, and BOP.
Boiler. Maintaining adequate steam temperature is impacted by which pulverizers/cyclones are put into operation. Operating pulverizers/cyclones at the higher elevations of the boiler will produce higher steam temperatures, while operating lower pulverizers/cyclones will improve the heat rate but may cause issues with holding the steam temperature.
Depending upon the boiler configuration and the operating load, pulverizer/cyclone operation is a mixture of upper, middle, and lower elevations to achieve the best results during low-load operation. Multiple days of testing different combinations throughout the entire load range will help identify the best configuration for pulverizer operation. Biasing coal flow to the different pulverizers in service is an effective method of boiler operation. Increasing the excess air into the boiler will also assist in maintaining steam temperatures.
In pulverized coal-fired units, burner low-load function may be impacted. At full unit load, the secondary air (SA) to primary air (PA) ratio at the burner is approximately 1.6. During load reduction, the SA tends to reduce more than the PA, and this causes the PA to outrun the SA, and it mixes in the furnace instead of in the burner, thus reducing combustion efficiency, increasing slagging, and increasing loss on ignition (LOI). Individual burner adjustments may be required at low loads. Installing dynamic classifiers to improve coal fineness will reduce momentum and thus lower the SA-PA ratio at low load.
At very low loads, adequate coal drying in the pulverizers may be impacted by low hot air temperatures. As load is reduced, exit gas temperatures will also reduce, thus decreasing the temperature exchange via the air heater. Operating one or two upper pulverizers will assist in maintaining adequate exit gas temperature.
In cyclone-fired boilers, the most pressing technical issue with low-load operation is being able to maintain proper ash temperature and flow at the boiler bottom slag taps. If the slag taps cool, and then plug, the unit will have to be shut down and the taps cleaned out. Operating lower-level cyclones will eliminate or reduce this issue.
At times, an ignitor or two closest to the slag tap will have to be operated intermittently to heat up the area and get the tap fully open and slagging properly. Reducing the slag tank level, reducing refractory cooling sprays, and reducing seal trough make-up are other effective steps to aid in keeping the slag taps open and flowing.
Multiple days of testing different combinations throughout the entire load range will help identify the best configuration for cyclone operation. Biasing coal flow to the cyclones in service can also be an effective method for boiler operation. Increasing the excess air into the boiler will also assist in maintaining steam temperatures.
Increasing ramp rates to the 10–15 MW/min range requires a new control tuning approach, as well as, a well-trained operations staff to safely, efficiently, and quickly place equipment in or out of operation. On large units, this may require going from several mills/cyclones down to a few at minimum load, and then transitioning back to all mills/cyclones in service at full load. This requires that all instrumentation and equipment function as designed, and that the operations staff has proper procedures in place and is well trained.
To date, the largest challenges involved having adequate steam drum level control, and superheater (SH) and reheater (RH) attemperator control while ramping in the 10–15 MW/min range over the entire load range of the unit. Attemperators require new control tuning and it is essential that there is adequate feed-forward input. Also critical is that the attemperators completely close and do not leak through, as this will impact SH and RH temperature due to excessive cooling, which in turn will impact cyclical life of the steam turbine and create pipe stress in the high-energy piping system.
To achieve elevated ramp rates on pulverized coal units, the PA curves to each mill must be set correctly to avoid sweeping the reserve fines out of the mill. A properly configured and tuned mill will always have a reserve of fines circulating within the mill and its classifier.
During elevated ramp rates, the turbine valves start to open to increase steam flow, and thus, increase MW output. On average, it takes five to seven minutes from the time a coal feeder increases coal flow to the mill, the mill pulverizes the coal, and it’s transported to the boiler as additional fuel. Without a reserve of fines in the mill, the turbine throttle pressure will decay and the unit’s MW output will start to decrease. The reserve fines prevent the throttle pressure from decaying by providing additional fuel to the boiler as the PA dampers on the mills open and transport an increased amount of coal to the boiler.
Steam Turbine. Maintaining stable SH and RH temperatures across the entire load range is critical to reduce the impacts of cyclical life to the turbine and thus minimize O&M costs. Most original equipment manufacturers (OEMs) have a startup and loading chart showing the impacts of thermal stress caused by exceeding stated degree/hr changes in steam and turbine metal temperatures. These stresses can occur when either reducing or increasing load. Control system tuning, proper pulverizer/cyclone configuration and loading, ramp rate, sliding pressure operation, and full-arc operation can maintain cyclical life impacts within an acceptable range.
Most steam turbine OEMs have water induction protection logic that will open the turbine drains at 20% of rated full load. In many plants, this becomes the new low-load minimum as the turbine cannot be operated with all the drains open. This logic is more intended for unit startup to ensure proper heating and condensate removal during the early stages of startup. During low-load operation, steam and turbine metal temperatures can be maintained very near OEM recommendations, thus reducing any potential for a water induction event. There are several plant owners that have revised this 20% of rated full load logic to only apply to startups, so they can operate the units even lower during times of low power demand and low prices. Keep in mind the rest of the water induction protection system is still active.
Operating at low load for extended periods of time can create rotor expansion. This occurs primarily in the intermediate-pressure (IP) section of the turbine. In units that have a high-pressure (HP)/IP cooling valve, the logic can be revised to provide cooling at low loads. In tested units, this has been effective. Reducing the throttle pressure and getting turbine valves open seems to have the greatest effect at eliminating IP rotor expansion. Potential low-load backpressure and last-stage blade erosion are some additional areas of concern.
Increased ramp rates in the 10–15 MW/min range will impact the turbine if SH and RH steam temperatures cannot be controlled within an acceptable range. Additional control tuning is almost always required to achieve elevated ramp rates and several days of testing per unit are required. Attemperator tuning and control optimization provides a positive response in preventing elevated SH and RH steam temperatures during elevated ramp rates from low load to full load, and while ramping from full load to minimum load, the attemperators must close completely and not leak through. These efforts maintain the required steam temperatures to stay out of the critical cyclical impact ranges of the turbine components.
Some boiler configurations/designs may lack the boiler tube surface area required to allow for elevated ramp rates. During testing, these units will experience a larger temperature change in SH, RH, or both during elevated ramp rates to full load. These temperature deviations can be large enough to fall into a very low range on cyclical life impacts and would have a critical impact on O&M and unit life. Without spending additional capital to improve the boiler configuration, these units would have to maintain a lower ramp rate.
BOP. Unit flexibility impacts to backend emissions control systems are primarily impacted due to a decrease in flue gas temperatures at low loads. Cooler flue gas exit temperatures can reduce cold end averages across the air heater, and if the temperature drops below the dew point, condensation will occur, and when exposed to sulfur in the flue gas, sulfuric acid can form and damage the air heater baskets, ductwork, and other equipment downstream.
Select catalytic reduction (SCR) systems remove NO x from the flue gas stream and require an inlet temperature above 620F to ensure proper reaction and stay in service. Impacts to electrostatic precipitators (ESPs) is limited as the amount of particulate in the flue gas will be greatly reduced at low loads and is not temperature-dependent. Scrubber or flue gas desulfurization (FGD) system operation will not be impacted by low-load operation outside of how many modules or atomizers need to be operated at low load. Operating upper pulverizers/cyclones will assist in maintaining a higher flue gas exit temperature and thus minimize or eliminate emissions control system impacts; however, for plants located in colder climates, additional steps may be necessary.
Depending upon the current boiler configuration, there may be options to bypass some flue gas around the economizer section, adjusting SH and RH bypass dampers, increasing air preheat system temperature and steam flow. SCR OEMs are currently re-evaluating their low-temperature limits and allowing for lower loads. We have successfully tested and operated a 650-MW unit down to 150 MW while maintaining SCR inlet temperatures around 700F. On single units, the turbine extraction supply piping and flow control valves to the SCR hydrolyzer may have to be resized to allow the necessary flow at lower loads, or a supply from the auxiliary steam system could also be utilized. This is necessary to convert urea to an ammonia gas for reaction in the SCR. Properly operating air preheat systems can also positively impact backend temperatures.
Turbine-driven boiler feedwater pump transition can be an area of concern while reducing load and moving from two-pump operation to one-pump operation, or from one-pump operation to two-pump operation while increasing loads. In some units, this has been the sticking point to reducing unit load past 50% of rated full load. The pump transition operation can be tricky due to the possibility of the steam source transitioning from the #7 turbine extraction to the auxiliary steam supply.
However, if a proper SOP is written and followed, this boiler feedwater pump transition can be performed smoothly and repeatedly without a steam drum level upset. It is important to ensure that the boiler feedwater pump recirculation system is in service and operating properly. The unit operator needs to pay special attention to pump discharge pressure rather than flow, as the pump flow at low loads and while on recirculation can be erratic. Most units have an electric boiler feedwater pump for startups. This pump can be utilized during the turbine driven boiler feedwater pump transitions; however, this is mainly for control room operator comfort and should not be a requirement.
Positive impacts to auxiliary power/station service can be achieved during low-load operation. Some pulverized coal units can experience about a 25-MW reduction in auxiliary power consumption while at low loads. This is primarily due to having several coal mills out of service. Other areas that help to reduce the auxiliary power consumption include taking scrubber modules out of service, having one forced draft fan and induced draft (ID) fan in operation, running one condensate pump, and operating one circulating water pump. If low-load operation is going to last over the weekend or several days, there are other systems in the plant that could be taken out of service or operated intermittently. Every kW or MW you are not consuming within the unit reduces required load and associated costs.
Some miscellaneous BOP impacts during low-load operation include:
- ■ Increased dissolved oxygen issues due to air in-leakage.
- ■ Feedwater heater drain high-level issues due to inadequate pressure to push condensate through feedwater heaters to the deaerator.
- ■ Ash fallout in flue gas ductwork upstream of the SCR inlet because of reduced velocity of the flue gas stream.
- ■ ID fan capacity issues due to control dampers going completely closed.
Controls Tuning. To achieve successful Unit Flexibility and Asset Optimization, controls tuning philosophy needs to adapt to the new modes of operation. Controls tuning takes several days per unit; however, it can be completed simultaneously with low-load and ramp-rate testing, and this has been successfully completed on several units. Major areas of concern have been steam drum level control, boiler master, fuel master, mill PA curves, excess O 2 range and control, condensate recirculation control, and SH and RH attemperators.
On-Site Testing Lessons Learned and Results
Over the past few years, EAPC has completed Unit Flexibility and Asset Optimization testing and implementation on several units, both pulverized coal and cyclone units, with very good success. Most units were operating around 50–55% of rated full load as their minimum load setting. Through testing, we were able to reduce the unit low loads down to 25% of rated full load, and in some cases, this allowed large units to improve their load range by 175 MW or more. This was accomplished with the unit in a safe and stable mode of operation and performed repeatedly over the entire new load range. Low-load operation would be held for a minimum of 12–16 hours overnight to collect data and confirm that extended periods of low-load operation could be achieved and that the unit would remain in a safe and stable mode.
 |
|
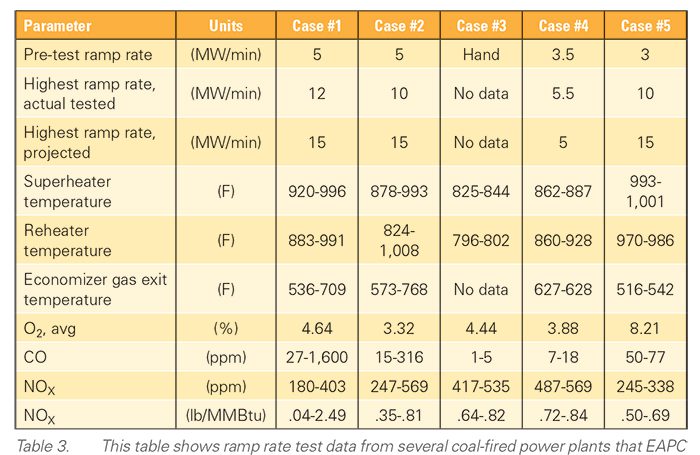
Table 3. This table shows ramp rate test data from several coal-fired power plants that EAPC has assisted. All showed improvement in ramping rates, some by double or triple the previous rate. Source: EAPC Industrial Services |
Ramp rate testing showed similar results with the units originally averaging around 2–3 MW/minute ramp rate prior to testing. These same units were tuned and tested to operate in the 10–12 MW/minute ramp rate over their entire load range (Table 3). This requires several ramp-rate tests, both increasing and decreasing load over several days, as controls tuning changes are required. Increased ramp rates appear to be less of a concern for many electric power producers who are not part of an ISO/RTO, as there is very little economic incentive to ramp at elevated rates, and there is increased risk for operator error and equipment failure. This risk can be reduced by providing detailed SOPs, having a well-trained operations department, and maintaining the equipment and systems as required for this new mode of operation. Some power producers may decide to utilize increased ramp rates over a smaller defined unit load range instead of the entire load range.
Sliding Pressure Operation. EAPC performed tests on units at both full pressure and sliding pressure operation with good results. However, there are several advantages to utilizing sliding pressure operation and utilizing a sliding pressure control curve designed for the unit to make this a fully automated function. During testing, we developed a sliding pressure curve designed to reduce the turbine throttle pressure from 2,400 psi down to 1,300 psi at 10–15 psi/minute over a load range of 650 MW down to 150 MW. Below are a few benefits of utilizing sliding pressure as a part of low-load operation:
- ■ Higher/stable turbine metal temperatures.
- ■ Higher/stable SH and RH steam temperatures.
- ■ No IP rotor expansion issues.
- ■ Reduces potential control valve wear and sticking, and high-energy piping stress.
- ■ Balanced steam flow to the turbine.
- ■ Reduced cyclical life impact due to unit flexibility operation.
- ■ Potential for lower loads.
- ■ SCR inlet temperatures in the 650F to 680F range at 150 MW.
Turbine Full-Arc or Partial-Arc Operation. EAPC performed tests on units at both turbine full-arc and partial-arc control valve configuration. This was performed in conjunction with sliding pressure and the data collected indicated the following advantages to operating the turbine in a full-arc mode as a function of low-load operation. Below are a few benefits of turbine full-arc operation:
- ■ Stable and responsive control.
- ■ Improved SH, RH, turbine metal, and SCR inlet temperatures.
- ■ Balanced steam flow through turbine.
- ■ Decreased valve and seat wear.
- ■ Increased #5 extraction steam pressure by 5 psi.
Safety Concerns Related to Unit Flexibility and Asset Optimization
To successfully test and implement Unit Flexibility and Asset Optimization, clear goals need to be determined and a very detailed test plan created. Every unit can have unique configurations and systems, and depending upon history of repairs or upgrades, identical units can still respond and perform differently. Small MW adjustments need to be used while testing to identify system configuration issues and to ensure the necessary adjustments can be made without tripping the unit. Having upfront discussions about known or suspected issues at different load points helps eliminate surprises and unit upsets.
If the plant is burning Powder River Basin (PRB) coal, then steps need to be taken to prevent fires during longer periods of low-load operation. During low-load operation, several mills/cyclones will be out of service with bunkers potentially full of coal. PRB best practices would include cycling mills/cyclones in and out of service every five to seven days to prevent coal from self-combusting and creating hot spots in the bunkers.
If the existing dust collection system discharges into the coal bunkers, this cannot be done into a bunker with a mill out of service, as this extremely fine dust may self-combust in only a few days. If the existing dust collection system does not provide the flexibility to always discharge into a live coal bunker, then the system may have to be updated or revised to provide this option.
When low-load operation and increased ramp rates are implemented as part of a new operation mode, this will require increased frequency of inspections to look for new areas of wear or different O&M issues created by this mode of operation. The increased inspection plan should be used to assist with future outage planning and budgeting.
—Bruce Ogden is director of Business Development with EAPC Industrial Services.