Cyclic operating conditions can be problematic for many coal-fired power plants that were designed to run as baseload units. Implementing a combustion and boiler performance management program can help ensure equipment is optimized and operating efficiently.
As the coal generating fleet ages, it still competes for a position on the power generation dispatch list against an increasingly diverse energy mix. Furthermore, as the fleet adapts to new operational profiles, units suffer from changing thermal transient conditions that increase the risk of component failures.
Duke Energy has developed a strategy that includes traditional, new and more intelligent prognostic assessments to help ensure safe, efficient, and event-free operations. Through improved awareness and diagnostics, the company is striving to strengthen the overall defense strategy with an approach that is less reactive and more proactive, averting damage that shortens the remaining useful life of boiler components.
Managing Plant Performance
The Combustion and Boiler Performance Program within Duke Energy Fossil Hydro Operations is focused on improving boiler reliability and performance through variables that are operator controllable. Most of Duke Energy’s coal-fired steam generators were originally designed for baseload operations rather than cyclic conditions that exist today.
For example, Figure 1 shows total generation during a 16-month period, with each color representing a single coal-fired steam generator. During the winter and summer months, the coal fleet still depends on lower capacity factor (Tier 3) units to raise the generation peaks, whereas Duke Energy’s higher capacity factor units (Tier 1) serve as the foundation, with more consistent operational periods, even during nonpeak seasons. The harsh reality is that with the continued onset of gas and renewable power generation, capacity factors across the entire coal fleet are lower than ever.
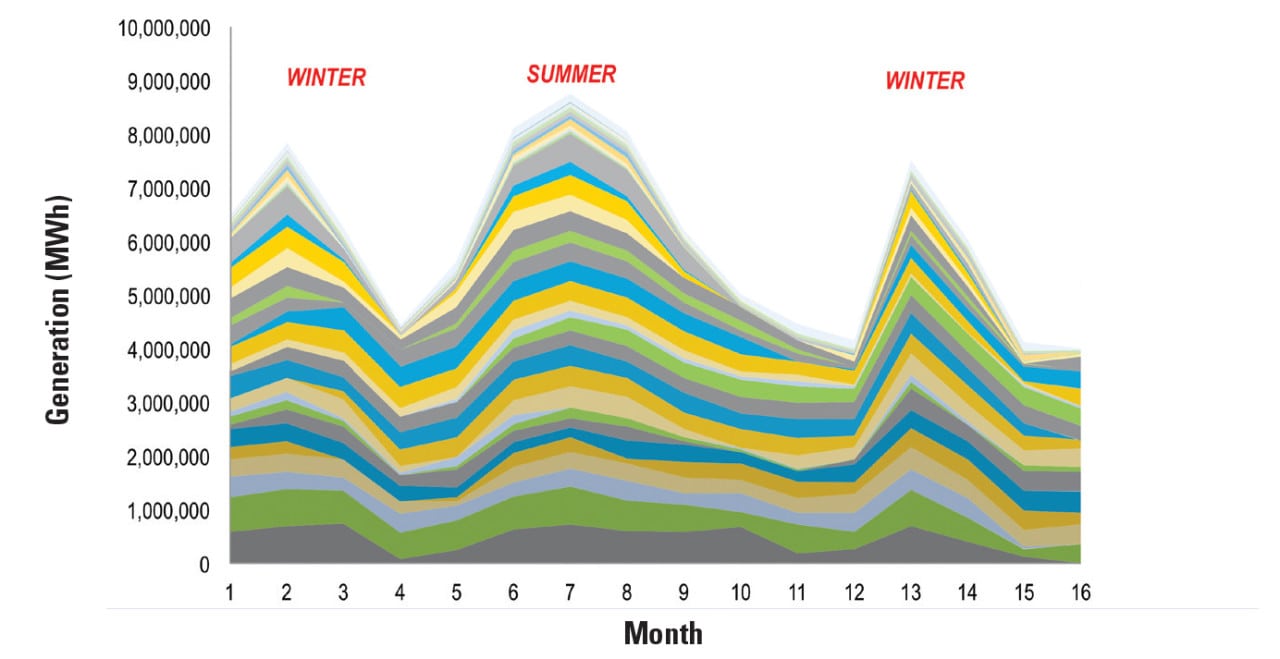 |
| 1. Variable output. Each of Duke Energy’s 34 operational coal-fired units are color coded in this chart showing generation produced during a 16-month period between 2015 and 2016. Courtesy: Duke Energy |
Along with increased cycling comes an increase in the number of unit starts at each plant (Figure 2). The number of cold starts has the most significant impact on the transient thermal conditions. Therefore, units today must become more flexible to prevent damage to boiler components, boiler insulation, casings, expansion joints, structural supports, turbines, and more.
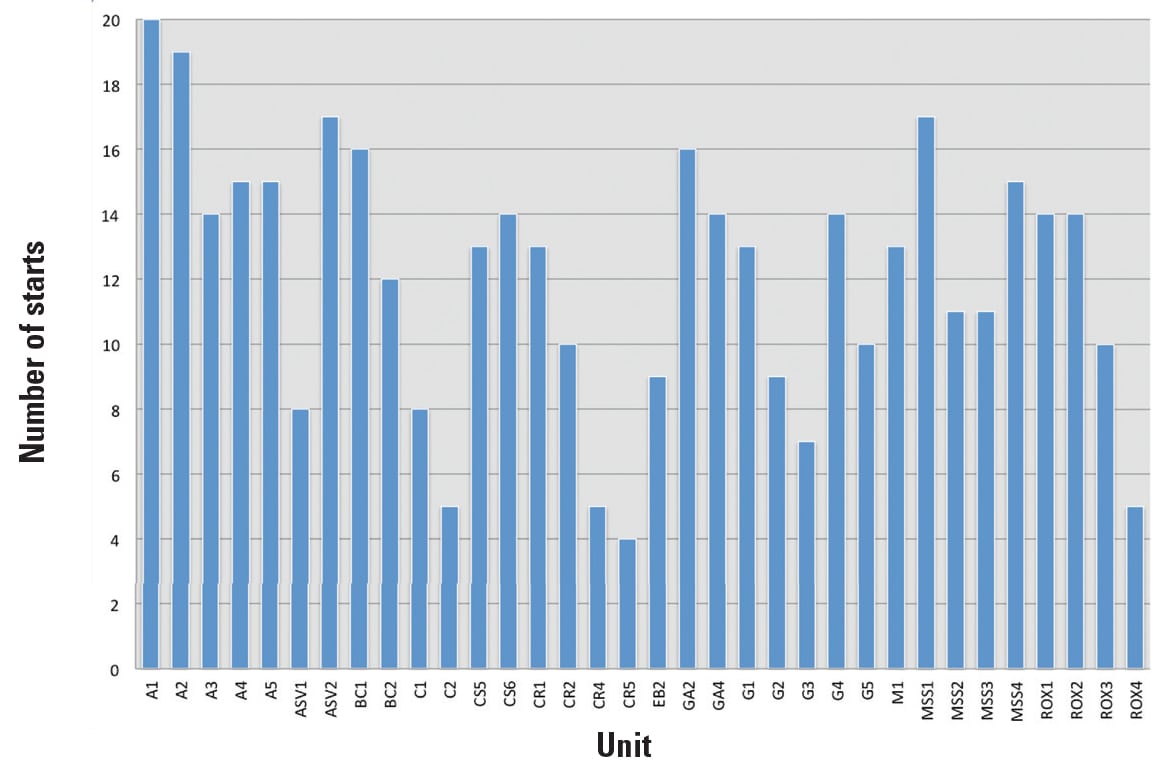 |
| 2. Unit starts. This chart shows the number of starts each unit performed in 2016. Courtesy: Duke Energy |
In an effort to protect its assets and ultimately keep units economically viable, Duke Energy’s strategy for protecting its coal fleet includes the following:
■ Applying sound engineering fundamentals, including qualitative and quantitative best practices, through a programmatic approach
■ Applying technology to enhance proactive capabilities
■ Integrating people, process, and technology to enhance intelligence (foresight) for reliability improvements
■ Achieving emission goals with maximum reliability
Application of this defense strategy demands a holistic approach with a strategically developed team working together to address equipment reliability, fuels management, fuel delivery, water chemistry, and overall asset management for the power generation fleet. Duke Energy believes aligning people, process, and monitoring technologies are key to addressing operational challenges. Alarming, tracking, and managing boiler components to mitigate damage mechanisms helps create awareness of reliability concerns.
Improving Capabilities
Recently, there have been significant industry improvements in process and control instrumentation that can be used for online monitoring and cost control. Online performance tools with integrated thermodynamic models, optimizers, and trending capabilities are now commonly being used for real-time evaluations of various component, and overall power plant, performance.
However, one of the challenges with new technologies is the transfer of the intelligence into operational actions in a timely and proactive manner to help operators understand the impacts on unit reliability, aging, and ultimately, the expected useful life of boiler components. Much like a doctor practicing medicine, technology, instruments, and health assessments can be deployed to help ensure that boilers continue to age gracefully in an effort to mitigate unexpected life-threatening events.
Fuel properties also significantly influence performance and emissions. Trending and understanding the fuel-related effects on boiler performance and components are imperative for high efficiency, dispatch optimization, and reliability. This can be accomplished by monitoring and modeling fuels, blends, and firing strategies to predict the impacts on corrosion rates (mils/year tube wall loss) at a given stoichiometry.
Fuel flexibility, combustion performance, heat transfer changes from fuels, and flue gas volume also affect nearly all environmental controls equipment, demanding attention to detail, along with intelligent process equipment and optimization controls. This is especially true for the units faced with load cycling, fuel quality variation, and stringent environmental regulations. Ideally, the analysis of boiler performance (efficiency and reliability) should have adequate key performance indicators to detect alarms and provide the needed intelligence to change operational conditions and mitigate events before they occur.
Whether it is real-time, online, or offline, practical and functional feedback from the process instrumentation and plant equipment assessments must be comprehensive, yet simplified, to be productive. Operations require the available feedback and knowledge base to react when faced with operational challenges. This is exacerbated with >40-year-old boilers competing with more efficient combined cycle gas units—and their responsiveness to the changing dispatch curves—and renewable power generation. Other variables that are essential include the tools, equipment, and staff required to collect representative samples for periodic performance analysis.
Teamwork Is Essential
The first step is to define the measurement process and then recognize the tools required to identify and reduce gaps in performance. Therefore, this requires both dynamic tools and management processes that are grounded on fundamentals and reliable measurements.
Nothing is more effective than a team of professionals working together for a common good. The joint effort initiatives through Duke Energy’s central services team are aimed at supporting and strengthening the company’s capability to assess boiler components and prioritize improvements needed for simultaneous reliability, thermal efficiency, and environmental performance improvements.
The incentives for implementation of a comprehensive program are easily justifiable in fuel cost, heat rate, and overall operating performance that includes generation, startup fuels, environmental implications, and additional operations and maintenance costs that are related to forced outages. Figure 3 offers an example metric used by Duke Energy to benchmark individual station performance (Table 1) in order to identify areas for improvement so that the highest standards can be achieved.
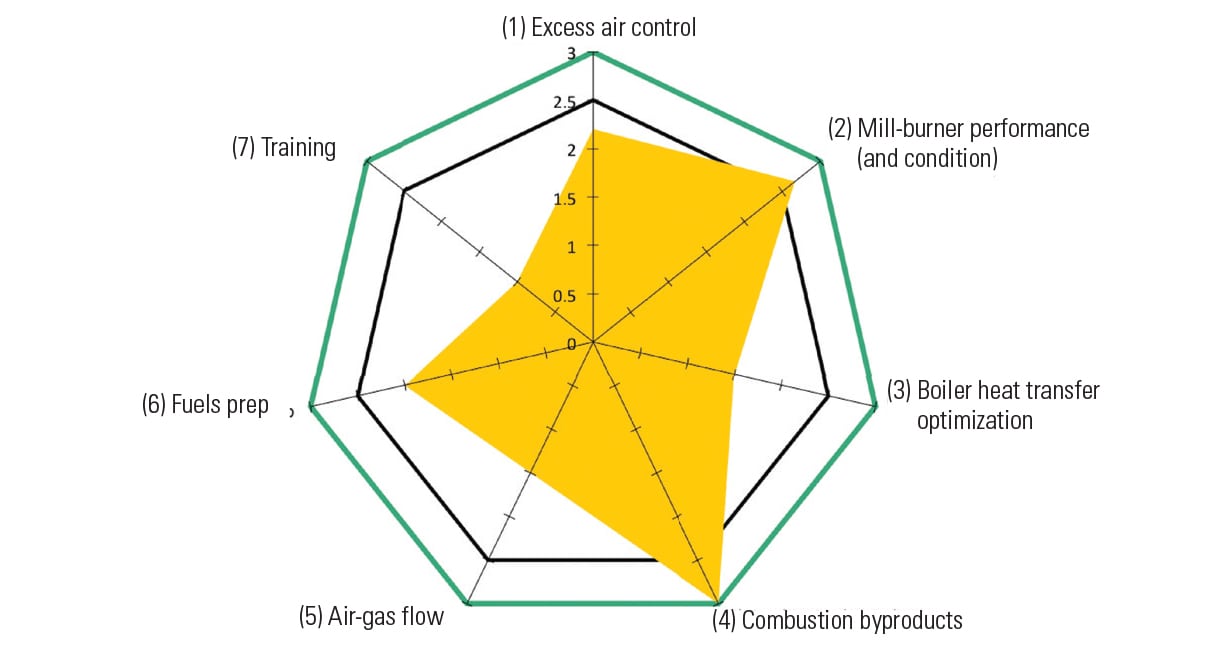 |
| 3. Duke Energy’s Combustion and Boiler Performance Program metric. Seven different categories are assessed to identify areas ripe for improvement. Courtesy: Duke Energy |
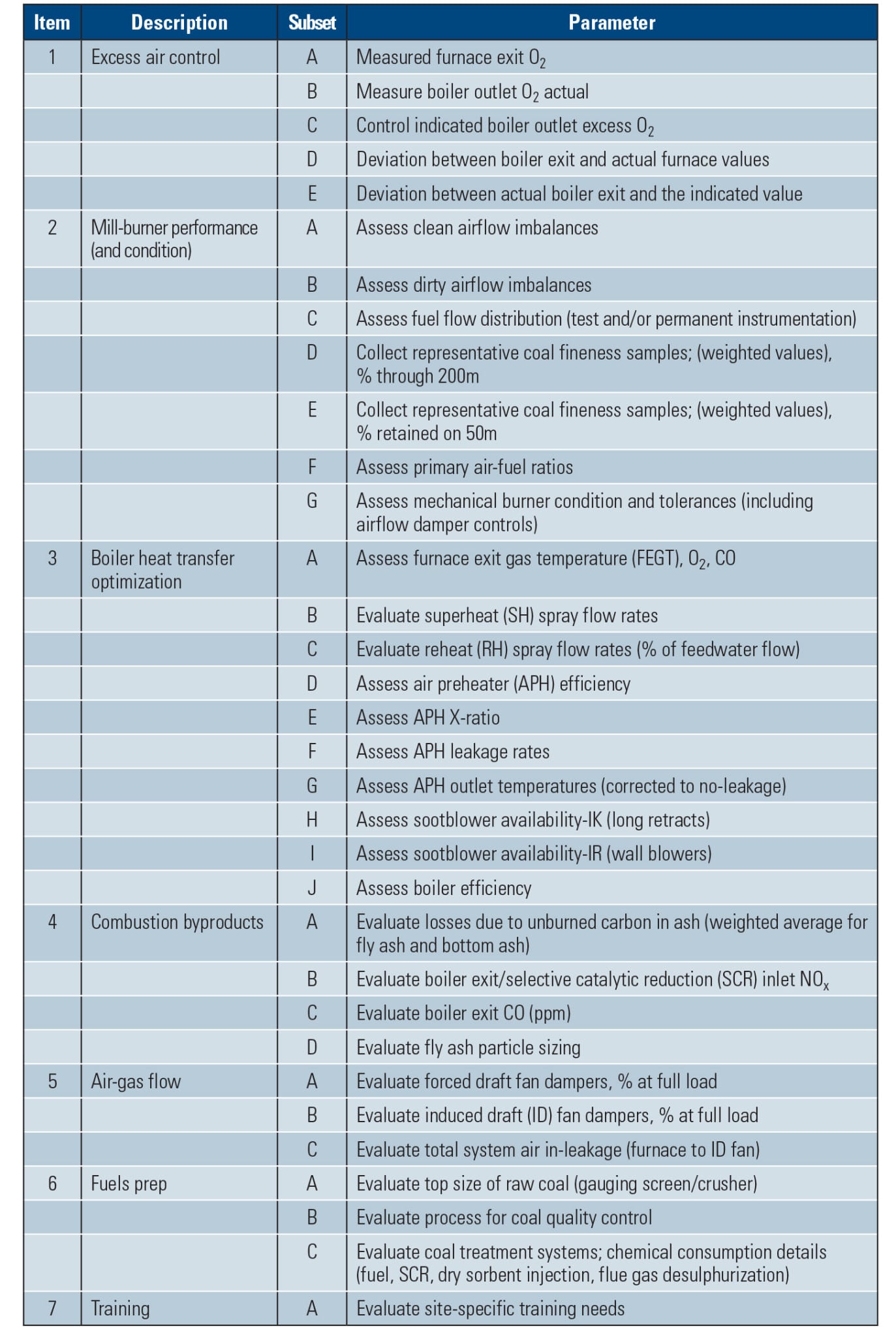 |
| Table 1. Benchmarking variables. This table shows variables evaluated through Duke Energy’s combustion and boiler performance program. Prior to data collection, all controls, instrumentation, and process variables should be established, functionally checked, tuned, and optimized. Source: Duke Energy |
Beyond Benchmarking
Going beyond best practices, but not to be confused with the previously mentioned Boiler Performance Program benchmarking assessment, some examples of proactive actions being deployed to enhance Duke Energy’s boiler defense strategy and prevent common boiler failure mechanisms on its aging coal fleet include the following:
■ Combustion optimization
■ Slag and clinker fall mitigation
■ Boiler tube overheat mitigation
■ Boiler water chemistry control
■ Fireside corrosion and thermal fatigue mitigation
■ Air in-leakage control
■ Sootblower and fly ash erosion mitigation
■ Air heater fouling mitigation and air-gas management improvements
Combustion Optimization. As with most large pulverized coal-fired boilers, boiler efficiency losses account for about 10% to 15% of total losses. However, if performance is not optimal, the controllable losses can result in an even greater degradation in boiler and overall plant performance.
Controllable losses are often related to dry flue gas and carbon losses, which are in turn related to combustion. The best boiler efficiency and reliability can be attained if losses are kept to a minimum. Because half of the losses are typically dependent on the fuel and ambient condition, the best efficiency can be achieved through optimal settings, tuning of the boiler, and its auxiliary equipment.
Some combustion optimization steps include:
■ Monitoring air-fuel distribution with temporary and/or real-time instrumentation to provide feedback for air-fuel distribution and control.
■ Monitoring mill horsepower per ton to detect mill performance degradation after a mill is rebuilt, tested, and proven.
■ Optimizing unit performance using feedback from representative economizer outlet O2 and CO measurement equipment.
■ Applying performance-driven maintenance, modeling, tuning, and optimization to achieve optimal performance.
■ Mechanically managing and optimizing firing system components, using an internal database for conditional assessment of components. (This can also be used for blueprinting milling and firing system equipment to specifications.) With cyclic operations, it is a challenge to sustain optimal mechanical geometry and centering of air zones with low-NOx burners that are out of service and suffering from thermal distortion. Closer visual inspection of burners with drones should be considered for a cost-effective approach to conducting burner assessments (Figure 4).
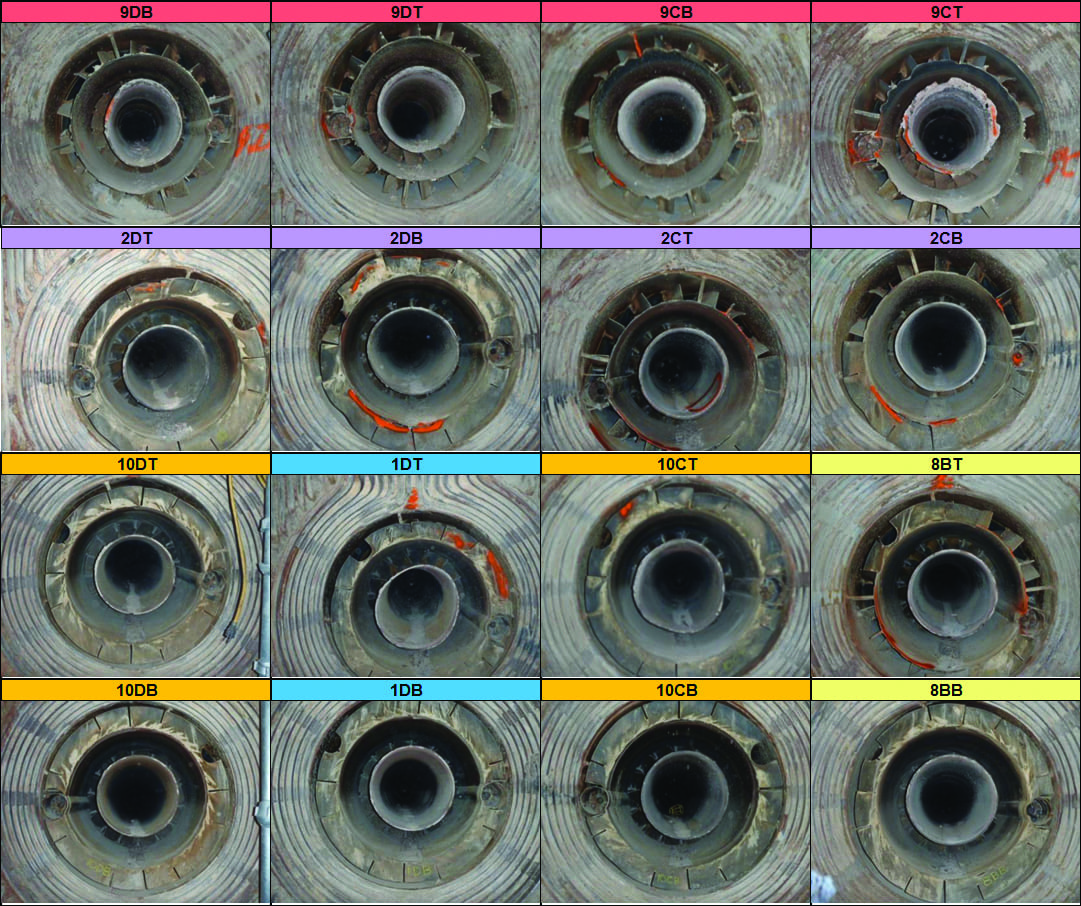 |
| 4. Drone inspections. Burners can be easily inspected using the latest technology. Courtesy: Duke Energy |
Combustion and boiler performance assessments should also include the following:
■ Assess firing conditions (for example, mills in/out of service, damper stroking, out of service burners, etcetera)
■ Ensure optimal fan performance and margins exist for the as-fired fuels
■ Optimize furnace exit gas temperature (FEGT) to ensure proper lower furnace heat transfer
■ Validate boiler O2 representation and balance
■ Obtain representative boiler exit O2 and CO measurements at the immediate boiler outlet (These are key components for real-time dynamic combustion optimization.)
■ Collect routine fly ash samples for consistent loss on ignition (LOI) analyses
■ Optimize desuperheating spray flow rates
■ Conduct routine visual observations or, ideally, real-time observations with infrared cameras to validate boiler cleanliness, flame patterns, impingements, large particle ash (LPA) carryover to the upper furnace, etcetera
■ Monitor system pressure measurements and variation from side to side (furnace-to-convective pass, boiler outlet to air preheater [APH], APH differentials, APH outlet to induced draft fan discharge)
■ Assess mill performance (amps, horsepower/ton, differentials, inlet/outlet temperatures, etcetera)
■ Review environmental performance
Slag and Clinker Fall Mitigation. Visual observations are important when assessing the impact of fuels, combustion, and/or boiler performance (heat transfer). Periodically mapping the visual slag propensity and buildup in a furnace can help identify problematic conditions. Elevated slag propensity reduces heat transfer in the furnace components and thus elevates the FEGT. This can lead to clinker falls that can damage and/or force the unit into an unplanned outage.
At one station, eight ETX PyrOptix fixed-mount, infrared imaging systems (four per unit) are installed on the front walls. The improved visual observations obtained using the PyrOptix imaging module allows observation of historically problematic zones for slag buildup in real-time. It also allows viewing time-lapse videos of up to 720 hours in duration. The cameras have the capability of tracking slagging index values and trending changes in boiler cleanliness (which affects heat transfer). They can help identify a unit’s susceptibility to a clinker fall.
Flex load operations yield the ability to observe boiler cleanliness in an effort to prevent over-cleaning and unnecessary boiler tube erosion. The main screen of the slag index software contains a live camera image as well as the selected frame, binary detected slag frame, and data chart for trending cleanliness. The visual tracking of slag propensity also provides real-time feedback for chemical savings with coal treatment systems.
Boiler Tube Overheat Mitigation. As the coal fleet ages, it is important to understand what components are at risk of failure. One very common failure with cyclic operations is short- and long-term overheating of boiler tube circuits. However, with adequate gas temperature monitoring, using thermocouples mounted on tube circuits, this failure mechanism is also very preventable. Figure 5 shows one example of monitoring and tracking long-term overheating (LTOH).
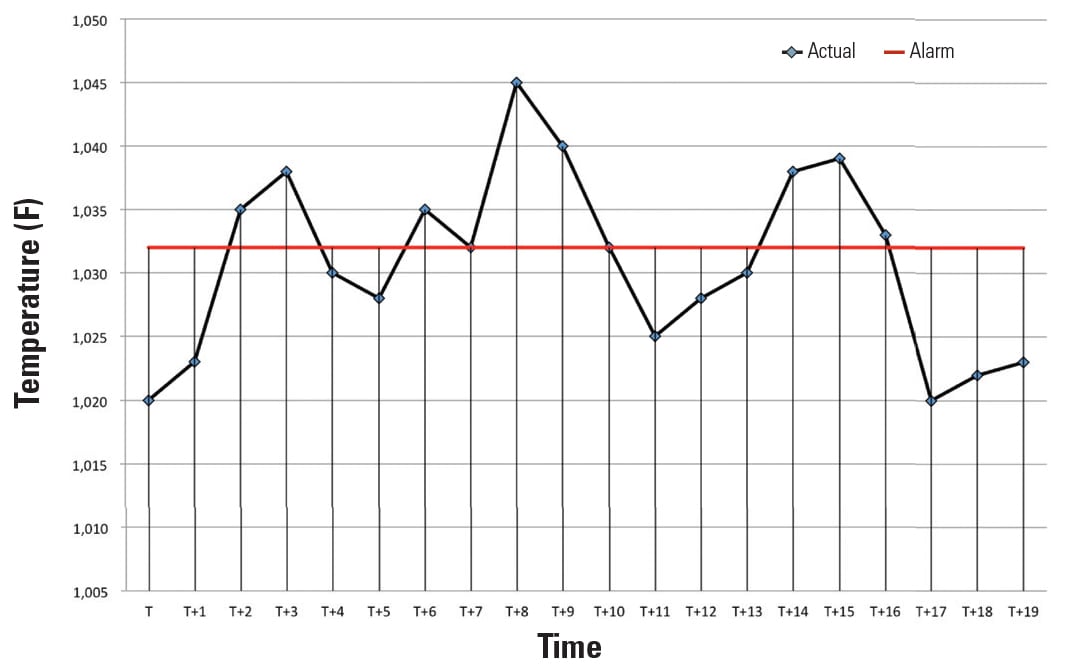 |
| 5. Temperature trends. This chart shows an individual tube circuit temperature trend with events over 1,032F logged. Courtesy: Duke Energy |
Monitoring tube temperatures is important. Some steps that can help include the following:
■ Ensure reliability of thermocouples for monitoring circuit temperatures. This is paramount for monitoring both short- and long-term overheating events when tube temperatures breach alarm limits.
■ Continuously monitor reheat (RH) and superheat (SH) outlet temperature profiles against average, design, and alert values to understand the impact on tube life.
■ Measure work performed by each panel (standard deviation from mean average) to monitor for changes in steam or gas flow.
■ Optimize combustion and heat transfer (including sootblower availability and boiler cleaning system work management).
■ Conduct periodic high-velocity thermocouple (HVT) testing to validate furnace stoichiometry, and proper lower and upper furnace heat transfer.
■ Validate accuracy of FEGT measurement across the load range to ensure fireside and steamside compatibility.
Boiler Water Chemistry Control. Properly managing boiler water chemistry is essential for any boiler reliability program. This is especially important with cyclic operations and the combined impact of thermal cycling on the chemistry of water and steam. In an effort to interrelate operational conditions with chemistry key performance indicators, Duke Energy is piloting the ability to monitor several water chemistry parameters.
Additionally, the company is continuously monitoring for potential water chemistry damage mechanisms; consolidating ramp rates, pH, dissolved O2, and cation conductivity parameters; and monitoring chemistry key performance indicators as a step towards mitigating corrosion fatigue and flow accelerated corrosion. Oxide cracking (corrosion fatigue) is most likely to occur during on/off cycles and transient operations.
Fireside Corrosion and Thermal Fatigue Mitigation. Monitoring furnace exit gas temperature is especially important during cold startups. When baseload-designed coal plants are cycling on or off, it is likely that the units will have boiler tube circuits overheating due to low SH/RH steam pressure differentials and/or inadequate baking off of condensate in the pendants. Therefore, measuring FEGTs and having adequate SH and RH tube metal thermocouples on the terminal tubes are essential for operations feedback.
Many of the previous recommendations apply to fireside corrosion and thermal fatigue mitigation. For example, optimizing boiler inputs, conducting real-time monitoring of FEGT, ensuring thermocouple reliability, optimizing combustion and heat transfer, validating furnace stoichiometry, and modeling and optimizing coal blends are all important.
Air In-Leakage Control. Air in-leakage on balanced draft boilers can be very problematic as the excess O2 analyzers cannot distinguish post-combustion air filtration from actual excess air. Furthermore, air in-leakage bypassing the APH negatively influences X-ratio (or the air-to-flue gas ratio impact). If not managed, erosion, and leakage due to erosion, can also result in unfavorable O2-rise curves.
APH leakage should be less than 10% on regenerative air heaters. When the leakage increases, the dilution of the flue gas results in a depressed flue gas–to-stack temperature. This is due to the dilution from cold combustion air. Therefore, for boiler efficiency calculations, the corrected to no-leakage temperature needs to be utilized. If not completed properly, these depressed flue gas temperatures from the convective pass or APH leakage can suggest a false sense of good and efficient operations. Furthermore, air in-leakage can limit fan capacity, increase auxiliary power, negatively affect the air pollution control equipment, and result in acid dew point corrosion issues. Furnace-to-stack leakage should be periodically audited, managed, and reduced.
Some actions to take include:
■ Monitoring and measuring combustion airflow paths
■ Periodically conducting air in-leakage assessments
■ Verifying all dead air spaces are gas-tight
■ Periodically conducting thermography assessments on boiler casings to identify problematic areas
Understanding the impacts of boiler air in-leakage on stoichiometry and corrosion when it is upstream of the boiler outlet O2 probes is important. Table 2 shows an example of how just 7% air in-leakage can negatively affect efficiency, boiler stoichiometry, and reliability, if it was sustained for a long duration.
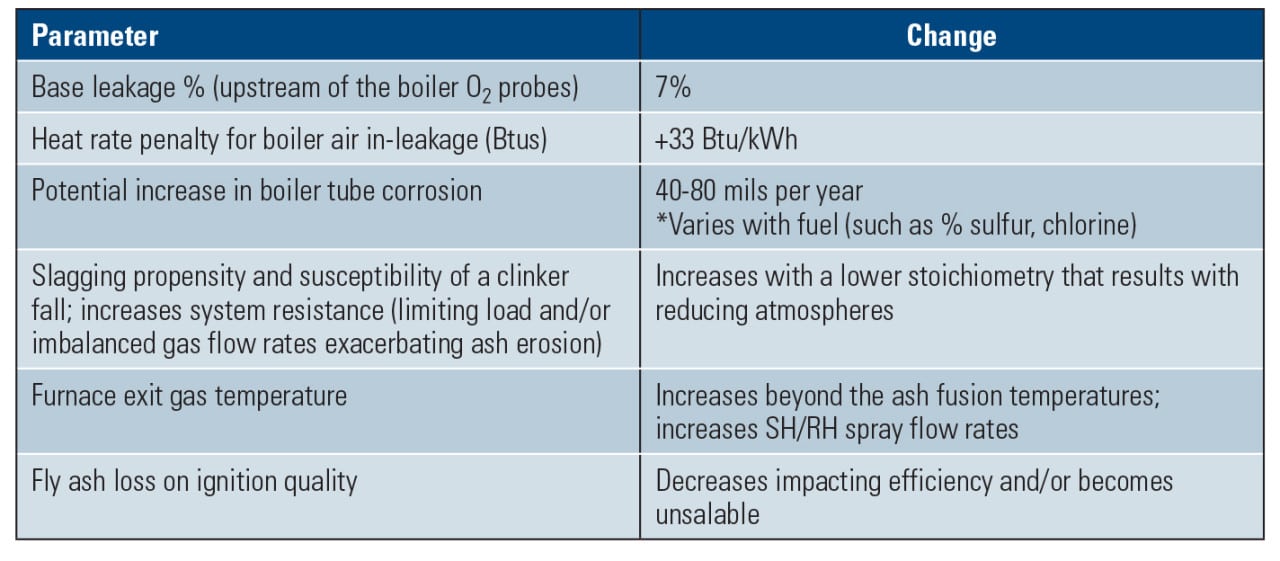 |
| Table 2. Air in-leakage case study. The effects shown here resulted from 7% air in-leakage. Courtesy: Duke Energy |
Sootblower and Fly Ash Erosion Mitigation. Controlling the erosion rates to both radiant and convective pass boiler sections is essential. Outside of optimal combustion performance, the application of optimal boiler cleaning and sootblower performance is one of the most effective ways to control heat transfer and FEGT. In addition, boiler-cleaning systems are effective at combating problematic mineral ash constituents that induce slagging and fouling propensity. Nevertheless, if not properly optimized, boiler-cleaning systems can result in boiler damage, if the medium pressures are too high or nozzles are misaligned and/or combined with unprotected tube circuits.
To mitigate erosion, coal quality should be managed and the fuel’s effect on erosion and ash for a given heat input must be understood. Sootblowers should be optimized, ensuring steam is superheated or air (if used) is free of moisture. Ensure sootblower condensate traps, associated thermocouples, and drains all work properly. Lastly, real-time flue gas monitoring with a representative grid of thermocouples and pressure transmitters can be used to recognize changes in draft loss, temperature, and velocity.
Air Heater Fouling Mitigation and Air-Gas Management Improvements. The gas lanes in a large steam generator narrow with the transition of radiant to convective heat transfer components. System cleanliness affects the pressure drop and can increase as a result of slagging, fouling, and buildup of ash residues. When that occurs, air in-leakage, heat transfer, the mal-distribution of flue gas, and fan capacity issues can be exacerbated. This coupled with increased cycling and startups with fuel oil firing increases the risk of corrosion from SO2 in the flue gas through acid condensation on heating surfaces, ductwork, and structural supports.
Accurate instruments and effective control schemes can help mitigate fan capacity limitations and limit fly ash erosion. Ensure thermocouples and pressure transmitters for the air and gas systems are working properly. Proper air pressure, temperature, and flow control are important for mill and burner optimization, while proper gas measurement is key for evaluating changes in pressure drop and flow that impact heat transfer and reliability. Utilize instrumentation to monitor ammonia slip, ammonium bisulfate, and/or dew point (condensable) issues as a part of the performance preservation plan. Finally, ensure cold end temperature control provisions are available as needed, such as steam coils and APH bypass.
Establishing a Combustion and Boiler Performance Management System
Improving boiler reliability and performance through variables that are operator controllable demands a programmatic defense strategy and systems that provide both qualitative and quantitative feedback. Modern instrumentation and processing power have proven capability for improvements on large utility boilers. However, the controls and optimization systems are contingent upon the accurate feedback from the process instruments. Improving reliability by detecting and rectifying failures before they occur is a worthy goal, but it is only possible with validated, representative, and functional feedback from the process instrumentation and plant assessments that are people and performance driven.
The mature fleet of coal-fired boilers throughout the U.S. is expected to endure its greatest risk in the coming years. Thus, newer and more intelligent prognostic assessments are warranted to help ensure safe, efficient, and event-free operations.
Adequate boiler instrumentation required for protection is especially critical for cold startups and minimum loads when a potential mismatch between the boiler’s steam and tube or header metal surfaces is more likely to occur. Furthermore, failure mitigation requires an understanding of the holistic impacts of operations including fuel quality, boiler performance, ramp rates, steam temperature control, boiler component temperature control, balance of plant equipment condition, turbine performance, environmental control impacts, and boiler flexibility provisions to better handle cyclic conditions, as required.
The thermal expansion of boilers relies on adequate supports and expansion joints to handle a significant amount of movement during startups and shutdowns. Thus, with cycling, the greater number of startups yields a greater risk for rubbing, fretting, tearing, and overheating of boiler metals that must be inspected more frequently and maintained to ensure availability.
Improved awareness for offline and online assessments demands a trained team and adequate diagnostics to mitigate boiler damage. When performed effectively, operators can be less reactive and more proactive, averting the initiation of events that negatively affect unit reliability. Creating action plans and aligning personnel with performance preservation goals are processes that require dynamic tools and optimal process controls, grounded in sound engineering fundamentals. ■
—Stephen K. Storm is combustion and boiler performance program manager and Randel L. Kaupang is boilers/fuel prep manager for Duke Energy.