Nova Scotia, on Canada’s southeast coast, is a thin peninsula. No matter where you go, you’re never more than 34 miles from the sea. Residents of the province get 97% of their electricity from Nova Scotia Power Inc. (NSPI), a vertically integrated, regulated subsidiary of Halifax-based Emera Inc. NSPI and Bangor Hydro-Electric, a transmission and distribution company serving Maine, generate 90% of Emera’s revenues.
In addition to operating 3,100 miles of transmission lines, 15,000 miles of distribution lines, and 200 substations, NSPI has an installed generating capacity of 2,293 MW. The generation resources (Figure 1) comprise four coal/pet coke-fired plants, one plant fueled by oil or natural gas, 33 small hydro plants on six rivers with a total capacity of 360 MW, seven simple-cycle combustion turbines, two LM 6000 gas turbines, a few wind turbines, and the well-known, 22-year-old, 20-MW Annapolis Tidal Power Plant, which is still the only facility of its kind in North America.

1. Fuel diversity, Canadian style. The Point Aconi plant, which burns a blend of coal and pet coke, is located on the eastern tip of the Nova Scotia peninsula. Source: Nova Scotia Power
Of NSPI’s four coal plants, Point Aconi Thermal Generating Station (Figure 2), on Cape Breton Island at the east end of the peninsula, is most notable because it is powered by a circulating fluidized-bed (CFB) boiler. With original nameplate ratings of 183 MW (gross) and 165 MW (net), Point Aconi was the world’s largest CFB plant—and the first to enter commercial service in North America—when it came on-line in 1993 (see box). Its boiler was supplied by Finland’s Ahlstrom Pyropower, which was purchased by Foster Wheeler Corp. in 1995.

2. Early record holder. Rated at 183 MW (gross), Point Aconi had the largest circulating fluidized-bed boiler in North America when it went commercial in 1993. Courtesy: Nova Scotia Power
Inside Point Aconi Thermal Generating Station
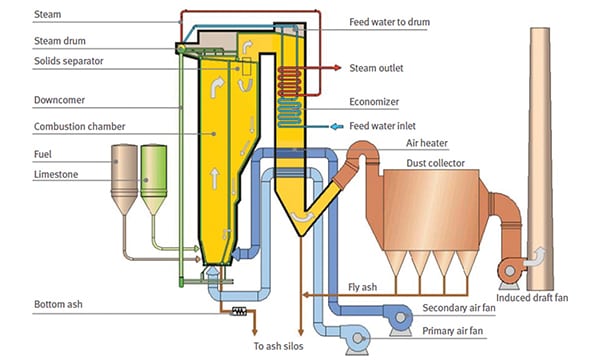
Point Aconi was originally rated to produce 183 MW (gross) by burning 65 tons/hr of local coal and 15.5 tons/hr of limestone. The Ahlstrom Pyropower circulating fluidized-bed (CFB) combustion system (Figure 3) was designed to achieve a 90% reduction in SO2 emissions and a 65% to 75% reduction in NOx emissions—very respectable numbers in 1993, when the plant began operation. Tokyo-based Mitsui & Co., Ltd. was the turnkey contractor for Point Aconi; Sargent & Lundy was the project’s architect/engineer.
3. Original equipment. The original configuration of Point Aconi’s circulating fluidized-bed boiler and associated systems. Courtesy: Nova Scotia Power
The drum-type reheat CFB boiler was designed to produce 1,207,150 lb/hr of steam (maximum continuous rating) at 1,800 psi and 1,000F. Toshiba Corp. supplied the multicylinder, tandem-compound steam turbine-generator. The 3,600-rpm generator is totally enclosed and has a cylindrical rotor whose winding is directly cooled by hydrogen at 30 psi. The generator is rated at 217 MVA and has a power factor of 0.85.
Point Aconi’s coal-handling system comprises an active 27,500-ton storage pile; an inactive storage pile of identical size; receiving hoppers, conveyors, crushing equipment; and four in-plant storage bunkers. Fuel is delivered to the station by truck. The conveying system can handle 440 tons of coal per hour or about 550,000 tons per year. The limestone-handling system consists of receiving hoppers and conveyors common to the coal system, crushers, dryers, storage silos, and a pneumatic conveyor leading to two in-plant storage bunkers. Limestone also arrives by truck, at the rate of about 165,000 tons per year.
The in-plant ash-handling system conveys flyash from hoppers under the baghouse, economizer, and air heater, as well as bottom ash from the combustor, to either of two silos located outside the powerhouse. Once in the silos, the ash is conditioned with water, loaded into trucks, and transported to a disposal site located next to the plant.
Point Aconi uses a once-through circulating seawater system. Seawater is drawn from 3,300 feet offshore at a depth of 36 feet through a velocity cap intake structure. A tunnel 130 feet below the seabed connects the offshore velocity cap to the onshore pump house. The two-pass, surface-type deaerating condenser operates at 1 inch HgA.
Why NSPI chose CFB
Like many North American coal-burning utilities in the early 1990s, NSPI invested in a relatively unproven utility-class generation technology—CFB combustion—in an attempt to comply with plunging ceilings on emissions of sulfur dioxide (SO2) while preserving the opportunity to use its coal skills. At NSPI, that expertise continues to shine. Five of the utility’s conventional coal-fired units—led by Trenton Unit 6—can be found in the top 10 rankings of the Canadian Electricity Association’s 2004 list of fossil-fueled plants with the highest availability factor.
Around 1990, based on projections of near-term load growth, NSPI forecasted that it would have to add 150 MW of capacity fairly quickly. The utility briefly considered adding a few new coal-fired units and equipping them and its existing coal burners with SO2 scrubbers. But because NSPI was tied to a long-term high-sulfur coal contract at the time, the decision was made to go with CFB for its perceived fuel flexibility.
As it turned out, the load growth was slow to materialize after Point Aconi came on-line in 1993. At the time, the CFB plant was burning the design coal from the federally owned and operated undersea Prince Mine (which was closed in May 2001). The other pulverized coal-burning units in NSPI’s fleet also burned the mine’s output in blends that included petroleum coke with no operational problems. Although some early tests of Prince Mine coal indicated high levels of the "Big Three" impurities (chlorine, sulfur, and ash), those tests failed to predict any adverse operational consequences to Point Aconi’s boiler. If NSPI only knew then what it knows now.
Bad start
The best word to describe the early operating years (1994 to 1999) of Point Aconi is "painful." The CFB unit was plagued by severe fouling of the boiler, serious erosion/corrosion and tube wastage in the boiler’s superheater and reheater sections, and heavy fouling and corrosion from ash deposits in the backpass convection passes (Figure 4). The resulting restriction of flow paths increased velocity-related erosion and reduced backpass heat absorption. Higher-than-expected furnace operating temperatures only aggravated the velocity-related erosion problems (Figure 5).

4. Wasting away. High gas velocities accelerate erosion of reheater tubes. The photos contrast a new tube sample with one removed from Point Aconi’s CFB boiler. Courtesy: Nova Scotia Power

5. Plug ugly. The heat-exchange surfaces of Point Aconi’s boiler experienced severe fouling, erosion, and corrosion during the plant’s first six years of operation. Shown are samples of slagging and fouling on (top) an evaporator wing wall, (middle) the bottom outlet of Reheater I, and (bottom) the economizer inlet. Courtesy: Nova Scotia Power
In the control room, the panel board began registering decaying superheat temperatures. As a result, the boiler’s availability and reliability were much lower than expected. During those early years, the unit limped along with an average capacity factor of 50% and a steadily increasing equivalent forced outage rate (EFOR), which topped out at about 30% in 1999.
Initially, NSPI engineers attempted to solve the multiple problems themselves, by upgrading the metallurgy of boiler materials, adding sootblowers, and increasing the sootblowers’ cleaning frequency. As the plant’s O&M staff pondered and sought to understand the physics and chemistry of the unexpected fouling, corrosion, and erosion, they squeezed as many megawatt-hours out of Point Aconi as they could.
Later, in collaboration with Foster Wheeler Energy Services, the staff explored other solutions such as modifying the combustor grid nozzles, changing out the vortex finders, and improving the refractory and expansion joints inside the CFB boiler’s furnace box. In the gas path, shielding was added and existing sootblowers were replaced with high-energy nozzle types, and new ones were added while a number of different superheater/reheater tube metallurgies (including tube cladding with Inconel 625 and 671 and several others) were investigated.
These steps improved the boiler’s performance, but only marginally. The serious fouling and corrosion continued unabated. Even worse, the metallurgy upgrades weren’t cost-effective. For example, the Inconel 671 promised only a 10-year life at a significant capital cost (more than $6 million for 30,000 square feet, at the Reheater II outlet). Continued nondestructive evaluations to monitor wastage rates and patterns, surgical tube section replacements in high-loss areas, and installing shields were the approaches taken for the time being.
Time for action
By 1999, after five years of wrestling with the boiler, time was running out. NSPI’s reserve margin was shrinking and coal prices were rising, making Point Aconi more necessary than ever for baseload generation. In the fall of 1999, NSPI and Foster Wheeler Energy Services collaborated once again, this time on an engineering study to identify the root causes of the serious performance shortfalls and to develop strategies to improve performance and restore boiler integrity.
Thus was born the Point Aconi boiler revitalization project. Its goal was to identify the technical steps and capital costs needed to restore the unit to its nameplate capacity and enable it to operate at a derated adjusted forced outage rate (DAFOR) of 3% or less. (DAFOR is calculated in much the same way as the more familiar EFOR.)
The scope of the project was broken down into several tasks that then were assigned to groups of NSPI and Foster Wheeler engineers with a particular expertise. The groups were charged with developing studies on:
- Fouling
- Corrosion
- Optimizing boiler configuration/maintainability
- Process/boiler operation
- Refractory
- Boiler capacity
One group began by performing a detailed engineering review of the entire operational history of the unit and conducting test burns of other potential fuels. One possible solution identified by this group was to convert Point Aconi’s boiler to burn a high percentage of petroleum coke (considerably reducing the plant’s fuel bill in the bargain). Analysis of the data from test burns, which were conducted over a four-month period, indicated that the fouling was caused by Prince Mine coal’s high chlorine content and the high potassium content of the limestone in the fluidized bed. Analysis also suggested that the chlorine and potassium were reacting to produce a very corrosive mixture. Foster Wheeler’s ash specialists reproduced the fouling and corrosion mechanisms in the laboratory, confirming the results of the analysis.
The project team now embarked on two new parallel paths of discovery. One was to continue with the corrosion study to determine what changes to the heat transfer surface would be required if Prince Mine coal were to continue being used; the other was to determine the optimum blend of pet coke and coal needed to return Point Aconi to nameplate performance. Ultimately, the team’s efforts focused on reconfiguring the unit to burn as much pet coke as possible and on estimating the cost and schedule to do so.
New game plan
Pet coke was first introduced in early 2000, and the CFB boiler at Point Aconi responded extremely well to its new diet of 70% pet coke and 30% imported coal. In 2000 the plant produced 1,100 GWh. The next year, output rose to 1,208 GWh, with the plant’s capacity factor rising to about 75%. However, although the plant’s performance had significantly improved, many vestiges of earlier damage still needed to be corrected.
Aside from that, Point Aconi’s fuel-handling system now was experiencing some plugging by the new, moisture-susceptible fuel blend. In addition, the boiler’s limestone needed to be upgraded to cope with the higher sulfur content of the pet coke. Yet there were positive outcomes from switching to the pet coke/coal blend. One was a decrease in screw cooler maintenance, the result of reduced fuel ash content. All of these factors were taken into account in the final configuration of the plant redesign.
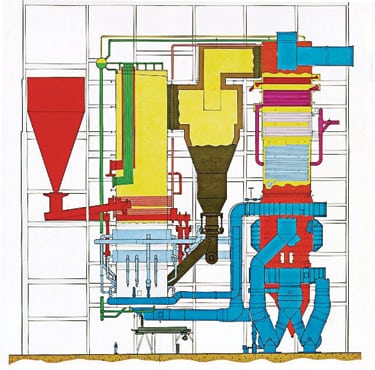
The redesign was implemented carefully over several years (Figure 6) because many of the system upgrades were interrelated or interfered with each other. The order in which the upgrade work packages was performed was critically important because by 2000, NSPI needed Point Aconi’s megawatts more than ever. For example, in 2001 the loop seals and the reheater sootblowers were replaced during an eight-week outage so the unit could more readily accept a higher percentage of pet coke and be more easily cleaned. Improvements spawned by the Point Aconi boiler revitalization project continued through 2004 and included the following (Figure 7):
- Adding an evaporator division wall and interconnecting piping.
- Extending secondary superheater wingwalls with panel sections.
- Adding loops to increase the area of the finishing superheater surface.
- Replacing the secondary reheater.
- Replacing the rotary sootblowers in the primary reheater by retractable units and adding sootblowers for the new superheater surface.
- Adding tube shields in selected areas.
- Modifying loop seals and a loop seal fluidizing air system for burning pet coke.

7. New lease on life. Regions within the fluidized bed where extensive upgrades were made. Courtesy: Nova Scotia Power
Back on top
The first full year that Point Aconi operated with all modifications was 2005. That year, the unit’s DAFOR was 1.28%—a huge improvement over the 30% of 1999. Capacity factor likewise improved to a very admirable 92%, from 50% in the mid-1990s and 75% in 2001. Total generation increased from 700 GWh in 1995 to 1,365 GWh 10 years later. The unit’s rated capacity was increased to 192 MW (gross) and has been maintained while firing 80% pet coke. Hot loop ash surging has been eliminated.
Results of the Point Aconi revitalization program. Source: Nova Scotia Power
Even more significantly, there were no boiler tube failures in 2005; in the worst year, 1996, there were 18 such incidents (Figure 8). The table and the three bar charts of Figure 9 detail the most significant improvements in performance achieved since 2001, when the revitalization program began.

8. Hole in the wall gang. Historical trend of boiler tube failures at Point Aconi. Source: Nova Scotia Power
9. Steady improvements. Historical trends of Point Aconi’s generation, derated adjusted forced outage rate, and capacity factor. Source: Nova Scotia Power
The additional revenues produced by these large gains in reliability and performance have easily justified what it cost NSPI to achieve them: a little over $20 million. Today, thanks to years of effort by the boiler revitalization team (Figure 10), Point Aconi is one of the most reliable power plants not just in Canada, but in the world. Because it burns one of the cheapest fuels on the planet—petroleum coke—it is one of the lowest-cost power producers as well. For Nova Scotia Power, the long journey to excellence in operations was well worth it.

10. Intelligent design. The original Point Aconi boiler revitalization project team consisted of (from left to right) Gerry Currie, James Taylor, Paul Warren, Bill Small, and John Roper. Missing from the photograph is Mark Savory. Earlier this year, the team was awarded the Nova Scotia Power CEO award for Excellence in Innovation for its work on the revitalization project. Courtesy: Nova Scotia Power