

In designing gas-fired power plants, the power generation industry often ignores noise propagation, believing any potential problems will go away, provided the plant meets the Occupational Safety and Health Administration–specified maximum noise level of 85 dBA within operating areas. Operators believe that, should noise complaints arise from nearby residents, they can be dealt with by retrofitting some simple mitigation such as a noise barrier. This approach is aimed at lowering upfront cost. However, due to the difficulty of retrofitting mitigation on major noise-generating equipment, this is a high-risk approach, potentially leading to millions of dollars of post-construction expenses, lost revenue, costly litigation, and liability damages.
Noise Regulations
Many types of noise regulations exist in the U.S., and covering them all is beyond the scope of this article. There has been no all-encompassing federal regulation for gas-fired power plants since the White House defunded its Office of Noise Abatement and Control (ONAC) in 1981 under the Reagan administration, and the federal government has since left it up to local jurisdictions to develop and enforce their own noise regulations. Some states, such as Illinois and New Jersey, have developed stringent octave band restrictions. (An octave band comprises the components of a sound spectrum with frequencies between two sine wave components separated by an octave.) What this really means is that some states regulate not only the overall noise amplitude but also the frequency component of the noise.
The majority of states, however, delegate further and leave it up to the counties, parishes, cities, or municipalities to establish their own noise regulations. Most jurisdictions apply a dBA limit at a certain distance, which varies depending on whether zoning is industrial, commercial, or residential. (The dBA, or A-weighted decibel, is an empirically derived weighting scheme that mimics the human ear response by deemphasizing noise components outside the human speech frequency range.) Some counties establish a maximum overall noise level regardless of the zoning. Others simply have nuisance clauses without establishing a quantitative noise limit. Though these may seem preferable from a power plant owner’s perspective, the nuisance clause is so vague that it can be used indiscriminately by surrounding landowners if they deem the plant noise to be objectionable. If the landowners are organized and determined, the lengthy litigation process could be very costly even if a favorable outcome is ultimately reached.
Aside from local regulations, some project-specific regulations can arise during the permitting phase. These regulations are implemented on a project-by-project basis and are often the toughest to adhere to. Because the site and surroundings are known, the regulation often includes multiple sensitive receptor locations in all cardinal directions along with overall noise limits based on existing ambient noise levels. These limits can be dBA, dBC, or octave band and can be applied during multiple operational scenarios, including startup or shutdown. For a combined cycle plant, the startup noise includes bypass, high-pressure steam breakout noise along the pipe rack, additional condenser fan noise, as well as venting to atmosphere. Unmitigated startup noise can result in overall noise levels as much as 20 dBA over baseload levels.
Who enforces the noise regulations? Typically, the local jurisdiction does, or, in limited cases, the state. As with the majority of governmental agencies, budgets are constrained, so many of the regulations are complaint-based. This means that so long as no one complains about noise, the facility is deemed compliant regardless of its noise emission. Often, noise control design is excluded in the engineering, procurement, and construction bid phase in a short-sighted effort to reduce cost, particularly when the site is very remote and the likelihood of complaints is deemed minute. However, most noise regulations do not contain a grandfather clause, meaning a remote site today may not be so remote years down the road. Should a neighboring landowner erect a structure close to the facility five years after construction, the operator must foot the mitigation bill even though the plant was there first.
Is this approach risky? Absolutely, because retrofitting acoustic mitigation onto the major noise producers within a gas-fired power plant can be incredibly difficult and expensive.
Major Noise Sources
For most gas-fired power plants, the major noise sources during baseload operation are the air-cooled condenser (ACC) or cooling tower, steam turbine generator (STG), combustion inlet filter house, and the exhaust stack or heat recovery steam generator (HRSG). During startup or other transient conditions in combined cycle configurations, the high-pressure steam piping and condenser is a major noise producer, with steam bypassing the STG. The combustion turbine and generator (CTG) are typically housed in acoustical enclosures, thereby dropping their respective noise source ranking. This is not to suggest that other balance-of-plant (BOP) equipment does not generate noise and can be ignored. The cumulative effects of fuel gas compressors, air compressor skids, boiler feedwater pumps, lube oil coolers, and other equipment can also have a profound effect on far-field noise levels. But these are smaller pieces of equipment and generally easier to retrofit with acoustic mitigation.
ACC or Cooling Tower. The ACC or cooling tower, depending on the availability of water on site, is a major noise source for most facilities. For an ACC, noise emission is primarily due to the fans themselves, and propagation is a concern due to the high fan elevation above ground. At startup, more fans and cells are used for the larger condensing load. For a cooling tower, the fans also make noise, but water-fall noise is dominant. For both, mitigation options include fan selection (larger, slower-turning fans), fan deck acoustic barrier walls, and air inlet acoustic baffles, among others.

1. Partial air inlet baffles on an air-cooled condenser, such as these on the Astoria Generating Station, Astoria, NY, can reduce noise levels. Courtesy: SNC Lavalin
As an example, the noise level from a 9 x 4 cell ACC can range from 40 to 70 dBA at 400 feet away, with and without mitigation, respectively. The additional cost for 26,000 square feet of air inlet baffles along the inlet of one side is approximately $4 million. Though the cost increase is substantial, suppose an unmitigated ACC is identified during compliance testing as the dominant noise source in the facility. Obviously, fan selection is no longer an option. Retrofitting acoustic baffles along the air inlet is possible, though the working environment will be unpleasantly noisy. Most importantly, if the fans are not designed to accommodate the restricted airflow caused by the baffles, the backpressure will increase and performance will suffer, leading to decreased revenue.
The most cost-effective retrofit option is to erect an acoustic barrier along one side of the ACC. To avoid restricting airflow, this barrier must be positioned far away from the ACC perimeter. As a consequence of moving away from the noise source, the barrier height and length must be increased to maintain its acoustical effectiveness. Returning to the 9 x 4 ACC example, retrofitting a 400 x 70-foot free-standing acoustical barrier to mitigate inlet fan noise in only one direction could exceed $5 million—assuming there is even space to erect such a large barrier. Even if there is, such tall barriers may not be an option in many areas, such as Florida, where hurricane-force winds can occur.
STG. Another major noise source, the STG, actually consists of multiple sources: the steam turbine, generator, condenser, and condensate pumps. The steam turbine and generator usually come from the manufacturer with a weather enclosure, though it is not necessarily acoustic (Figure 2).
2. An STG acoustic enclosure and pedestal barrier is most effective when incorporated into the initial design. Courtesy: ATCO Emissions Management
The condenser and condensate pumps, each below the pedestal, are acoustically unmitigated as a standard offering. The cost adder of replacing the standard turbine weather enclosure with a ventilated acoustic housing ranges from $500,000 to $900,000, excluding the costs of remobilizing the construction team and the initial cost of the weather enclosure, which must now be scrapped. And although it may be tempting to ignore the condenser and condensate pumps, thinking an acoustic barrier mounted underneath the pedestal would be an easy retrofit, the “clutter” in this area cannot be ignored. High-pressure steam piping, water piping, pumps, transformers, air compressor skids, etc. can make post-construction barrier erection quite difficult, if not impossible. The numerous penetrations through the barrier also decrease the noise “blocking” performance of the barrier if not properly planned during the design phase.
Combustion Inlet Filter House. The combustion inlet filter house is a very noisy piece of equipment with high directionality and broadband characteristics (Figure 3). If positioned toward noise-sensitive receptors, it is often a source of concern.

3. The combustion inlet filter house is typically one of the largest sources of noise at a gas-fired plant. This one is installed on the Xcel Highbridge Power Plant in St. Paul, Minn. Courtesy: ATCO Emissions Management
Turbine manufacturers offer varying degrees of silencing for the air inlet, namely larger (deeper) acoustic baffles. Aside from the additional upfront cost of larger silencers, there are operational costs due to decreased power output to consider. Some estimates for a 500-MW combined cycle facility predict the power generation loss to be as high as 1% by incorporating a high-performance inlet silencer. This translates into millions of dollars of lost revenue over the life of the plant. It may be possible to forego the high-performance silencers by implementing acoustic mitigation onto other secondary noise-generating equipment. The up-front cost could be higher, but the operational costs will be lower with the potential for significant cost savings over the life of the plant.
The downside of ignoring the combustion inlet filter house is that no easy retrofit solutions currently exist. While it may be possible to erect a barrier or enclosure in front of the air inlet, it would need to be very high as well as distant from the filter house so as to not constrain airflow. This is obviously a very expensive option. The alternative is scrapping the existing silencer for a higher performance one—but this is also a very costly endeavor in terms of material, labor, and revenue loss.
Exhaust Stack. The exhaust stack or HRSG is often the primary noise source in situations where low frequency is a concern. These situations include dBC or octave band limits in the 31.5 Hz to 125 Hz octave bands. Vertical silencers in the stack and horizontal silencers within the HRSG are typically used to mitigate noise caused by the exhaust stream itself. Stack and HRSG construction is also important to address. The casing thickness is increased or cladding incorporated to help decrease vibration-induced airborne noise. For simple cycle plants such as GE’s LM6000, the stack cost can range from $300,000 to $1 million, depending on performance and access requirements (Figure 4).

4. Properly designed stacks, such as this one on a GE LM6000 unit at the Highwood Generating Station, Highwood, Mont., can mitigate noise caused by the exhaust stream. Courtesy: ATCO Emissions Management
Should the stack or HRSG be deemed the dominant noise source during compliance testing, retrofitting mitigation is extremely expensive and challenging, in part because adding exhaust silencers means shutting down the facility for weeks or months. Additional foundations may be required to extend the horizontal ducting if horizontal silencers are needed. If low-frequency or vibration-induced noise is the problem, exterior cladding must be added along the entire HRSG or stack. Most HRSG heights exceed 80 feet, so the price of adding an acoustic shroud could run into the millions of dollars due to the demanding labor.
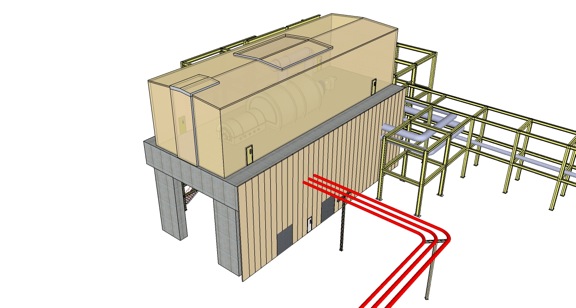
Steam Piping. In combined cycle facilities where startup or shutdown operation is included in the noise regulation, the high-pressure steam piping and condenser fans are major noise sources. High-pressure steam moving along pipes, elbows, valves, and vents causes high levels of mid-to-high-frequency noise. In these situations, an acoustical building housing the main pipe rack coupled with an acoustic shroud for the finger racks running along the HRSGs is a tested approach (Figure 5).

5. An acoustic shroud on the steam pipe rack is typically the best means of noise mitigation, though retrofitting this solution can be difficult and expensive. This photo shows a shroud at the Empire Generating Station in New York City. Courtesy: ATCO Emissions Management
Acoustic lagging, while effective at mitigating noise along straight pipe, is not a realistic option for complex geometries. Elbows, transitions, valves, and other instances where the steam velocity increases both generate the most noise and are physically the most difficult to lag. Worse, the lagging in these spots often does not fit well onto the pipe, thereby decreasing its effectiveness. Retrofitting pipe rack mitigation is nearly impossible if the pipe rack itself is not designed to withstand the additional load of a shroud or barrier. Erecting a building over an operational facility is also impractical, which leaves large free-standing barriers as the mitigation tool of last resort.
Conclusion
Whatever the noise regulation, it is risky business to ignore noise emission from a gas-fired power plant. As demonstrated in this article, retrofitting mitigation onto major pieces of equipment is very costly and often requires shutdown of the facility, leading to extensive revenue loss in addition. Upfront acoustic mitigation design of the entire facility is the most cost-effective approach to preventing operational noise problems.
—Patrick Saussus, PE is senior acoustical engineer with ATCO Emissions Management.

















