How low can you go? That’s the question owners of gas turbine combined cycle plants are asking these days as they are being called upon to operate those units for rapid response in markets where load following is becoming the norm. The resulting cyclic operation introduces challenges that can result in damage to steam cycle components if you aren’t careful.
Originally, the modern combined cycle gas turbine (CCGT) unit was developed to act as a largely baseload source of generation due to its high thermal efficiency and low initial capital cost. But as markets developed for independent power, the service requirements changed. Many markets were essentially energy only (MWh) and while high-efficiency CCGT plants were competitive during peak daytime hours, their limited turndown capability and high part-load heat rates were uneconomic at night.
The result was that most new CCGT units were required to do overnight shutdowns (two-shift cycling) during the work week and longer shutdowns over weekends. As natural gas prices have dropped in North America, and renewables with significant tax credits and take-or-pay contracts expanded, markets have had to change to a combination of energy and capacity supply plus related ancillary services. This has increased the need for operational flexibility in CCGT units.
Historically, large gas turbine units have been limited in turndown to about 60% of rated power while maintaining acceptable exhaust gas emissions of NOx and CO. Turndowns were controlled in such a way that exhaust gas temperatures would rise as load dropped. As operational demand for better low-load capabilities increased, GT original equipment manufacturers (OEMs) offered modifications to equipment and controls to allow good emissions performance down to 40% to 50% of design load. The Alstom sequential combustor design in the GT24/26 designs could go even lower: 20% to 30% of design power.
Having the ability to operate at lower power levels, plants can keep the steam system hot and online rather than go offline at low-demand periods. This reduces wear and tear on the gas turbine and steam turbine (ST) from frequent starts, as in equivalent start formulations. The cost to start a large GT is typically estimated at $12,000 to $15,000 per start. Thermal cycling of the heat-recovery steam generator (HRSG) is also reduced by eliminating extra starts.
The primary driver in many markets is the ability of a plant to participate in 10- and 30-minute synchronized reserve markets. Increasing wind generation, especially in take-or-pay systems, increases the need for rapid online reserve capability both day and night. For 2 x 1 CCGT units, taking only one unit offline while running the remaining unit at low load can maximize a plant’s rapid reserve capacity while minimizing fuel expense.
Reduced power and fuel use at extended low load also reduces total NOx and CO2 emissions per hour. This can be valuable in plants that have tight air permits.
One of the largest areas of concern for low-load operation is a CCGT’s steam cycle. This article provides an overview of the components that may be affected by low-load operation and highlights some potential solutions and the trade-offs involved.
A Vulnerable Steam Cycle
The gas turbine generator sets the operating limits of a CCGT unit, but can the steam cycle handle them? Changes to CCGT plants for low-load operation are usually started as GT modifications. Often these are part of general GT improvement packages and are implemented before considering the entire plant capabilities at low loads. The ability of the steam cycle elements of HRSG, power piping, steam turbine generator, and condenser to function reliably at lower GT loads is essential to effective low-load operation.
HRSGs
Heat-recovery steam generators are optimized for full-power GT operation and often include the ability to add substantial heat via duct burners. At low loads, the amount of steam produced is significantly lower than at full-power conditions. The operating steam pressures are also lower than in full-power operation. These pose challenges to ensure that the HRSG is operating within design limits and avoiding any unnecessary damage to HRSG components. Brief discussion of several such challenges follows.
Keeping Metals Cool Enough. At low-load conditions it is often difficult to keep heat exchange surfaces below design temperatures or operationally limited temperature. The finned tube designs of pressure parts in HRSGs are very effective in moving heat from the exhaust gas to the tube wall. At part loads, several things happen to make this problem worse. The total mass flow of the GT exhaust is reduced, but often the temperature is increased. This results in lower steam flow from evaporators that is available to cool superheater and reheater tubes. Maintaining the required outlet steam temperatures while keeping intermediate metal temperatures below limits can be a challenge.
As an example, consider a large (170-MW) GT in combined cycle service. At design full-power conditions, exhaust gas flow is around 3,400,000 lb/hr at 1,150F to the HRSG. At low load (85 MW) flow is 2,456,000 lb/hr and 1,210F–1,215F.
Recently, a large GTCC plant in the U.S. implemented an extended turndown with a GT performance upgrade. The increased turbine exhaust temperature was around 1,208F–1,215F at about a 50% output level. Problems were observed with the existing desuperheater spray valves, which prevented raising spray flows, so steam temperatures rose from 1,048F to 1,058F–1,060F. This raised owner concerns about exceeding design tube metal temperatures in the superheaters and reheaters.
The maximum tube temperatures set for ASME Boiler and Pressure Vessel Code calculation is the design midwall (average) tube temperature allowed. The design allowance for spread in tubes temperatures is typically around 25F. Thus, the average tube temperatures should be 25F below the design temperature. The tube temperatures at the actual operating conditions were checked at the higher steam temperature for acceptability, as shown in Table 1. The values were acceptable but close to limits. Operation was not feasible until the desuperheater spray valves were modified to allow greater spray amounts.
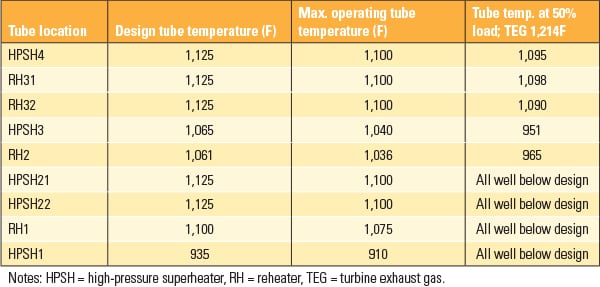 |
| Table 1. HRSG design tube temperature comparison. Source: Tetra Engineering |
Keeping Steam Cool Enough for Making Power. With lower steam flows and higher GT exhaust temperatures, the final steam temperatures from main steam and hot reheat can be more difficult to keep at required values. Often at low loads, the steam turbine will also have reductions in allowed steam inlet temperatures.
Almost all modern drum type HRSGs regulate final steam temperatures (main steam and hot reheat steam) with interstage spray attemperators. These are typically located between the primary and secondary stages of superheaters (SH) and reheaters (RH). This arrangement avoids risks of water intrusion to the steam turbine and allows some control of tube metal temperatures in the final stages of superheat and reheat.
Desuperheaters usually have a minimum steam velocity and upstream enthalpy requirements set by the OEM to ensure good droplet evaporation. The area of the SH/RH surface is fixed, and at low flows the effectiveness (ε) of the surface is much higher than at higher flows. Effectiveness is defined as:
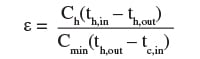
The values Ch and Cmin are the heat capacity rates of the hot fluid (gas) and the minimum (steam) rate as mass flow x heat capacity.
As flow is reduced (steam side), Cmin is reduced, increasing effectiveness because the outlet steam is more easily heated to the gas temperature range.
The derivative of Tc,out to Tc, in is simply (1– ε).
At low flows (<50%) the change in outlet temperature for a given inlet temperature change is only 40% or so of its value at full flow. Large changes in inlet temperature after desupereaters are required for even small reductions in final steam temperature. This high spray water to steam flow ratio can lead to incomplete evaporation and liquid water accumulation on pipe and header walls.
Improved sprays and spray controls can allow additional spray capacity without violating limits on approach to saturation temperature, but they still cannot fully compensate for reduced steam flow in some units. The addition of terminal attemperation sprays in the outlet steam lines is possible, but the installation should be in compliance with ASME TDP-1 (Prevention of Water Damage to Steam Turbines Used for Electric Power Generation: Fossil-Fuel Plants).
Adding Steam Attemperation. Some newer HRSGs have steam attemperation to help control final steam temperature. Typically, some amount of colder steam is taken from the saturated steam outlet of the steam drum (for main steam) or the cold reheat piping (for hot reheat steam). This colder steam is then piped to the steam outlet to cool the steam flow to the turbine. With no liquid water, the risk of thermal shock damage to the piping or steam turbine is eliminated. However, using this bypass steam reduces the steam flow to the superheater and reheater sections in the HRSG. This can result in higher tube metal temperatures due to inadequate cooling.
A newer HRSG has been equipped with steam attemperation instead of interstage desuperheaters in the reheat steam. At extended turndown, the steam attemperation was successful in maintaining final RH temperatures, but because the system reduced steam flow in the RH tube panels, local steam temperature limits were exceeded. These were set to prevent overheating of the tubes and headers in the RH system.
Managing Inlet Exhaust Gas Attemperation. Cooling the inlet exhaust gas to lower temperatures is another method of controlling metal temperatures in the HRSG at low loads. This cooling can be done by water spray or ambient air fed into the hot exhaust gas. In both cases, the actual process of mixing with the highly turbulent, swirling exhaust gas must be carefully designed to achieve a uniform cooling and avoid damage to the HRSG inlet duct or pressure parts. Failure of air attemperation components can result in consequential damage to pressure parts—typically, the finish high-pressure (HP) superheater or reheater tube panel—immediately downstream.
Figure 1 shows a system where water is sprayed into the inlet exhaust gas. It worked well, but overspray can damage the liner plates, as seen in Figure 2. At other plants with water sprayed into the duct, repair of spray nozzles has become a regular maintenance issue.
 |
| 1. Solution. This water spray attemperation nozzle is part of a system used to spray water into the inlet exhaust gas. It worked, but overspray can damage liner plates, as shown in the next figure. Courtesy: Tetra Engineering |
 |
| 2. Unanticipated consequence. This is the inlet duct liner damage from the water attemperation shown in the previous figure. Courtesy: Tetra Engineering |
Colder ambient air can be used to reduce exhaust gas temperature. Figure 3 shows a system to blow cold ambient air into the inlet exhaust gas at a CC unit with a GE Frame 7FA gas turbine. The system works, but the highly turbulent inlet duct flow can lead to damage in the air inlets and consequential damage to HRSG heat transfer surfaces, as seen in Figure 4.
 |
| 3. A cool breeze. At this plant a system was devised to blow cold ambient air into the inlet exhaust gas at a combined cycle plant with a GE Frame 7FA gas turbine. It works, but turbulent inlet duct flow can lead to damage in the air inlets and consequential damage to heat-recovery steam generator heat transfer surfaces, as shown in the next figure. Courtesy: Tetra Engineering |
 |
| 4. Ouch! Here, loose parts from a failed air attemperation inlet duct are impacted on the lead row of the high-pressure superheater. Courtesy: Tetra Engineering |
Keeping Gas Hot Enough. At the inlet to the HRSG, the problem is exhaust gas that is too hot, but as the exhaust travels through the HRSG, it can be cooled to an excessively low temperature. In many cases, additional operational constraints are required.
For example, plants with NOx control by selective catalytic reduction systems (SCRs) will have a specific temperature range for operation. SCRs are usually located just after the HP evaporator sections for this purpose. At low loads in sliding pressure operation, the HP evaporator pressures can be low enough that the low saturation pressure, combined with large evaporator heat exchange surface, will produce low gas temperatures entering the SCR.
Recently, a plant in the European Union (EU) commissioned extended turndown at 20% using the Alstom sequential combustion system. The operation was successful, but gas temperatures were very low in the HRSG. No SCR was required in the plant, but local gas temperatures would have been too low for operation if an SCR were required. At plants with SCRs, raising the HP drum pressure by modulating turbine admission valves may be necessary to keep the SCR functioning and the unit in compliance with emissions permits.
Avoiding Pressure Part FAC and LDI Damage. Lower exhaust gas flow and energy can result in changes in the low-pressure evaporator and economizers sections. Reduced production of low-pressure (LP) steam can produce problems with local steaming in economizers, circulation stability in LP evaporators, and steam separation problems.
Lower pressures in the LP evaporators leads to high circulation ratios and consequent fluid velocities. These high velocities can produce excessive flow accelerated corrosion (FAC) and liquid droplet impingement (LDI) erosion of tubes, piping, and headers.
In drum type HRSGs, steam pressures will drop in sliding pressure mode for the HP system and will tend to drop in intermediate-pressure (IP) and LP systems due to less heat being available and thus less steam production. These natural circulation systems are designed to have good flow stability in their circulating sections at normal operating loads. At very low loads, reduced steam production and pressures can lead to unstable configurations.
Power Piping
Power piping is affected by low-load operation due to reductions in steam flow that correspond with lower MW output and the potential for higher steam temperatures. In addition, elevated requirements for steam attemperation will increase vibration and fatigue damage. For plants with Grade 91 main steam and reheat steam piping, this may accelerate consumption of remaining reliable lifetime, depending on plant-specific conditions. Enhanced maintenance and inspection programs may be required to maintain power piping reliability.
Low-load operation for 1 x 1 plants has a direct effect on unit operating conditions. However, for 2 x 1 and 3 x 1 plants in low-load operation, the result is significant thermal gradients at fittings (including tees and laterals), where the steam flows combine to common near the steam turbine. These higher thermal stresses contribute to accelerated consumption of remaining reliable lifetime.
Good engineering design practice for 2 x 1 and 3 x 1 configurations requires that piping system designers consider the full set of permutations in units being “on” or “off” to ensure that ASME B31.1 Code stress limits aren’t exceeded. Sometimes, unintended high stresses result in certain configurations, which then require that the pipe hangers be reevaluated for low-load operation (Figure 5). This should be a standard activity when contemplating a transition to low-load operation. Enhanced nondestructive testing inspection is recommended to monitor power piping integrity.
 |
| 5. Never assume. A piping engineer evaluates a pipe hanger prior to low-load operation. Courtesy: Tetra Engineering |
Mitigating Creep and Fatigue Damage. Low-load operation also introduces enhanced risk of fatigue damage and accelerated life consumption for Grade 91 materials. It is well known that Grade 91 components have a higher frequency of deficient material properties and expected in-service lifetimes. Improperly maintained pipe support systems exacerbate the conditions associated with low-load operations, raising local stresses in some configurations to much higher values than predicted by design analysis.
For Grade 91 components, Type IV creep cracking, enhanced by fatigue loads is a predominant damage mechanism leading to macroscopic cracks (Figure 6) and, in some cases, leaks. This damage is more likely for components with inadequate metallurgical properties but is an issue of concern for all components, especially those subjected to higher stresses in 1 x 1 operation than expected under the original design. CCGTs in low-load operation require a comprehensive approach to assess and maintain power piping condition, which should be an integral part of the Covered Piping System Program in accordance with the recent ASME Code Section B31.1 Power Piping, Chapter VII, Operations and Maintenance.
 |
| 6. Cracked. This example of cracked Grade 91 hot reheat latrolet was caused by fatigue and Type IV creep damage Courtesy: Tetra Engineering |
Preventing Water Hammer. Water hammer is a well-known issue for CCGT plants. The more common types of damage at low load will be caused by inadequate drain capacity downstream of attemperator spray stations and attemperator system malfunctions, including controls logic inadequacies. At low-load operation, there is increased likelihood of condensate and spray water accumulation; therefore, it is essential that drain capacity be capable of removing water from HP and hot RH steam piping that accumulates after or during shutdown.
Damaged or inadequately maintained non-return and stop valves will contribute to higher risks of water hammer damage. Water hammer events are generally severe, with yielding of pipe spool pieces, destruction of pipe supports (Figure 7), and a resulting piping system that is no longer operating within the maximum allowable stresses specified by ASME Code design. The result is generally premature and costly inspections and repairs.
 |
| 7. Hammered. Water hammer damage to large-bore HP steam piping supports can be significant. Courtesy: Tetra Engineering |
Steam Turbines
Establishing a minimum floor pressure for HRSG operation at low loads is essential. The trade-offs are that at low pressures, steam flow increases, which can be helpful for LP steam turbine operation but raises steam velocities in HRSGs and piping. Low pressures for HRSG operation can also reduce stability in evaporator circulation.
At low steam flows, the performance of the LP turbines is key. Low steam flows (and enthalpies) result in poor turbine efficiencies. Internal flow distribution and recirculation can cause power loss and local heating.
Steam is pushed to the outer regions of the turbine blades, and a recirculation flow is established (Figure 8). This windage heating can be reduced by using exhaust hood sprays. These sprays can result in blade erosion if caught up in the recirculation. At these conditions the average temperature of the LP turbine rotor is increased, which increases the rotor expansion.
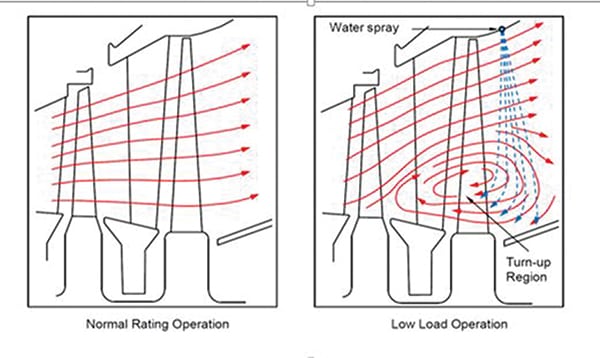 |
| 8. The low-down. Low-load operation has recirculation of low-pressure (LP) steam flows at the exit of the LP section of the steam turbine. This can result in trailing edge blade erosion. Courtesy: Tetra Engineering |
Excessive expansion of the rotor is a critical operational limitation on low-load operation, both limiting the absolute lower load and limiting the time that low-load operation can be maintained. These are site-specific impacts that are assessed in assessments of low-load operations.
Condensers
The use of hood sprays at low loads to cool windage-heated LP steam raises the risks of droplet impingement and damage to tubes. Good maintenance and monitoring of sprays is essential to preventing condenser damage.
Many low-load contracts require the capability of running in 100% bypass of steam from the steam turbine to the condenser. In this way dispatched power is less but fuel consumption is the same as for low-load GT operation without bypass. Extended bypass raises risks of damage to internal baffles, dummy and live condenser tubes and piping, as well as the steam conditioning valves. In general, the increased maintenance costs for long-duration bypass can be substantial. Few plants expect to run in this mode, but the capability is necessary.
Careful Attention Is Essential
It’s a given that low-load operation is becoming a familiar fact of life in an increasing number of markets. To ensure you get the most reliable, long life out of your unit, you need to understand the potential effects of low-load operation on the steam cycle and the tradeoffs involved in mitigating them. In most cases, enhanced maintenance and inspection programs may be required. ■
— Dave Moelling (dave.moelling@tetra-eng.com) is chief engineer at Tetra Engineering Group, consults on HRSG thermal design evaluations, and leads low-load operations assessments. Peter Jackson (peter.jackson@tetra-eng.com) is director of field services at Tetra Engineering Group, responsible for HRSG field services, power piping, balance of plant, and leading root cause failure analysis and fitness-for-service assessments. Jim Malloy (jim.malloy@tetra-eng.com) is managing director at Tetra Engineering Europe and is responsible for managing CCGT engineering services for Europe, Middle East, and Africa.