The Electric Power Research Institute (EPRI) has identified four breakthrough technologies and funded them through its Strategic Research and Development Portfolio. EPRI expects to accelerate development of these innovations because they are likely to have significant effects on how electricity is generated and delivered.
The Electric Power Research Institute (EPRI) has committed to invest roughly $4 million annually in four projects likely to have a profound effect on the electric power generation industry. The four projects are identified as the Breakthrough Technologies element of the Strategic Research and Development Plan of EPRI’s Office of Technology Innovation (TI).
Our goal is to duplicate the successes realized in areas such as post-combustion carbon capture for coal-fired power plants, in which EPRI first quantified the uses for and limitations of amine-based capture technologies for power plant applications. After an expansive search for more cost-effective options, the TI project selected and helped nurture the chilled ammonia process through proof-of-concept testing and laboratory optimization studies; these steps validated its promise for increased capture efficiency, reduced energy penalty, and lower cost. Our findings have supported a successful pilot-scale demonstration at We Energies’ Pleasant Prairie Power Plant in Wisconsin and the ongoing larger-scale testing at American Electric Power’s Mountaineer Power Plant in West Virginia—both critical steps toward commercialization of this next-generation carbon capture technology.
The four Breakthrough Technologies were chosen by EPRI management from among 14 highly competitive proposals developed by EPRI staff with input from our members. Each of the projects addresses a strategically important area in which EPRI is an established research leader and has identified additional opportunities to accelerate technology innovation by committing substantial economic and technical resources.
Over the next three to five years, TI will nurture and advance the four technologies described below toward commercial application in collaboration with the research community, manufacturers, and EPRI member companies, some of which already plan to host field-testing of the technologies. Progress will be reported on our website (http://www.epri.com).
Robotic Inspection of Transmission Lines
EPRI’s leadership in developing advanced sensors for transmission lines—coupled with advances in robotics, telecommunication, and computational capabilities—will enable utilities to implement condition-based maintenance for overhead transmission lines. This is a key enabling technology for the smart grid. The results will enable higher reliability, decrease operations and maintenance (O&M) costs, and allow utilities to perform “just-in-time” maintenance on degraded lines (Figure 1).
 |
| 1. Sending digital data. The transmission line inspection robot will be able to gather data from various types of line sensors and relay those data to maintenance personnel for interpretation. Courtesy: EPRI |
Many existing overhead transmission lines are 30 to 40 years old and are approaching the end of their design life. Extending their life to 60 and then 80 years will require alternatives to today’s time-based manual inspection process that uses visual and infrared inspection techniques.
Transmission lines are some of the most dispersed assets within the utility industry, traversing thousands of miles of diverse territory, often in remote locations. Increased reliability requirements, aging components, right-of-way inspection compliance, and budget constraints increase the need for thorough, timely, and cost-effective inspections along the entire length of transmission lines.
This project will develop an autonomous robotic inspection system that will collect right-of-way and component condition data for use in condition-based maintenance programs. The line inspection robot will travel on the transmission line conductors and identify high-risk vegetation, right-of-way encroachment, and component degradation, using several inspection technologies. These technologies are targeted to include image recognition, light detection and ranging, discharge activity detection, and collection of data from the line sensors (Figure 2). The challenges in this project involve integrating multiple disciplines—transmission line component and inspection technologies, robotics, communications, power harvesting, and sensors—into a practical, field-hardened inspection system.
 |
| 2. On the line. The inspection robot will move along the transmission line unattended but equipped with a suite of inspection technologies. Courtesy: EPRI |
The deployment of transmission line inspection robots along with a new generation of strategically placed sensors will enable system operators to remotely assess transmission line condition and observe potential right-of-way encroachment. This next-generation technology will enable utilities to perform just-in-time maintenance of transmission equipment, significantly reducing O&M costs, improving safety by reducing or eliminating helicopter line inspection, and improving on the quality of visual inspection practices commonly used today. We anticipated that utilities will be able to save millions of dollars annually through the reduction of O&M costs and helicopter inspections.
For more information on this project, contact Andrew Phillips (aphillip@epri.com).
On-Site Production of Activated Carbon
Imminent federal and state regulatory controls will soon require coal-fired boiler owners to reduce mercury emissions. Preliminary analyses indicate that the use of the most viable compliance technology—activated carbon (AC) injection—will cost the industry more than $1 billion per year when AC is produced off site. EPRI is developing and demonstrating an on-site process of producing AC at coal plants that can reduce these costs by as much as 50%.
Today, AC is commercially available from off-site vendors that use a conventional rotary kiln production facility to produce AC; they then transport it by truck to coal plants. As an alternative, EPRI has developed a patented technology that can significantly reduce the cost of AC for controlling mercury from coal-fired power plants. In this sorbent activation process (SAP), AC is produced at the coal-fired power plant and then directly injected into the flue gas to capture mercury (Figure 3).
 |
| 3. Producing on-site activated carbon. An improved sorbent activation process, tested here at Ameren’s Meredosia power plant, promises to reduce industry’s mercury control costs by up to 50%. Courtesy: EPRI |
The SAP differs from the commercial AC process in several ways:
- It reduces the number of processing steps from seven to two.
- It reduces production time from 3 to 9 hours to less than a few minutes.
- The required processing facility is at least 10 times lower in cost, is modular, and can be sized to a plant’s specific needs.
- It can prepare AC from bituminous, subbituminous, and lignite coals, so it is applicable to a wide range of coal power plants.
Laboratory testing and successful proof-of-concept testing has recently been completed at Ameren’s Meredosia Power Plant and Dynegy’s Hennepin Power Station. Next, the team will design, fabricate, and test a completely controlled, full-scale SAP unit at several power plant sites for extended periods (three to six months). The project team will also assess whether other trace metals species such as selenium and arsenic can be captured by varying the chemical and physical composition of the AC through process conditions and chemical additives.
For the power generation industry as a whole, the cost savings of producing AC where it is used could exceed $500 million per year for mercury alone. Using AC injection to control trace toxic species and other air pollutants could further enhance the benefits.
For more information about this project, contact Ramsay Chang (rchang@epri.com) or Cassie Shaban (cshaban@epri.com).
New Resins Accelerate Contaminant Removal and Improve Safety
EPRI is developing novel sequestration resins that are expected to provide at least a threefold increase in the removal rate for cobalt (Co) and other transition-metal impurities in reactor coolant at nuclear power plants. This could result in a reduction of critical-path downtime during outages and help control the overall amount of radioactive material generated, producing significant cost savings and safety benefits (Figure 4).
 |
| 4. Resins to reduce radiation. Accelerated removal of radioactive contaminants from reactor coolant will reduce plant downtime and increase worker safety during outages while decreasing waste management and disposal costs. Courtesy: EPRI |
Current state-of-the-art ion exchange resins can require several days following plant shutdown to reduce concentrations of Co and other soluble species to safe levels in boiling water reactor (BWR) and pressurized water reactor (PWR) feedwater. This performance limitation can delay key maintenance activities. New sequestration resins designed to lock activated corrosion products within their chemical structures—rather than loosely bond to them—offer the potential for faster and higher-capacity uptake.
In late 2009, EPRI conducted small-scale laboratory tests on an experimental batch of the new resins that demonstrated substantial increases in Co-60 uptake compared with traditional materials. Today, sequestration resins with chemical structures optimized for reactor water treatment are being synthesized and evaluated using simulated coolant.
The most promising material(s) will be subjected to in-plant testing using a pilot-scale resin bed and primary coolant samples taken from the reactor water of a BWR. Full-scale trials are scheduled for 2012 in collaboration with a resin manufacturer.
EPRI’s goal is to make reactor-grade sequestration resins ready for commercial application within the next three years. Breakthrough removal capabilities will help speed the removal of contaminants such as Co-60 and Co-53—the isotopes responsible for the majority of radiation dosage in BWRs and PWRs. This technology will enable workers to safely access the reactor core sooner during outages.
Resulting reductions in downtime correspond to a savings of $500,000 to $1 million per day in replacement power costs alone. In addition to decreasing worker exposure, this innovation will extend the lifetime of resin beds while helping to control radioactive waste production and associated management and disposal costs.
For more information on this project, contact Paul Frattini (pfrattin@ epri.com) or Susan Garcia (sgarcia@epri.com).
Handheld Imaging Tool Reduces Inspection Cost
EPRI is creating a manual ultrasonic inspection system that could revolutionize nondestructive evaluation (NDE) programs at nuclear and fossil power plants by delivering real-time, three-dimensional (3-D) images that match or exceed the precision provided by automated techniques at a fraction of the cost. This innovation is expected to significantly improve inspection accuracy, component reliability, and plant safety while eliminating costly and unnecessary maintenance tasks (Figure 5).
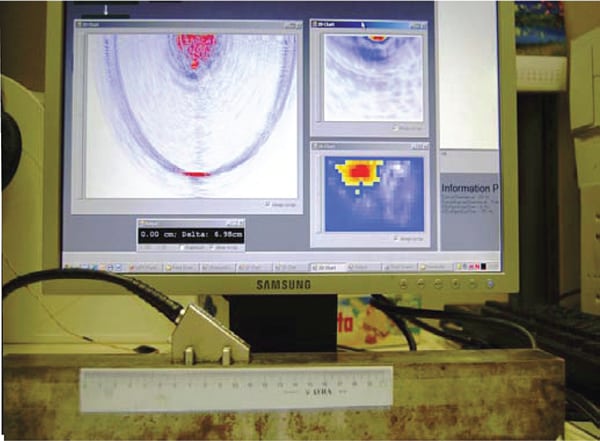 |
| 5. A mouse you’ll want in your plant. Handheld acoustic mouse technology offers the potential for manual scanning and real-time ultrasonic imaging to detect, quantify, and monitor internal flaws with a level of precision currently achievable only from costly automated techniques. Courtesy: EPRI |
State-of-the-art ultrasonic inspection relies on expensive mechanized scanning devices that cannot access many locations. Integrating a handheld “acoustic mouse” with advanced imaging promises high-accuracy NDE at a much lower cost than today’s robotic devices, and it could expand the range of quantitative inspection capabilities.
In 2009 proof-of-concept tests, EPRI demonstrated that the acoustic mouse and associated sensors and analytics can provide real-time, 3-D images of component interiors suitable for accurate flaw detection, damage monitoring, and condition assessment. The system will be augmented to incorporate additional internal imaging and surface mapping techniques, including advanced animation capabilities such as those created for movie and video game applications. Laboratory testing and hardware and software development are ongoing; field demonstration of a prototype is expected in 2011.
EPRI’s goal is for handheld acoustic imaging technology to be ready in three years for qualification testing and commercial application in the power generation industry and other sectors. The technology will allow manual inspections to be performed with accuracy equivalent to or better than today’s best automated inspections at roughly 70% of the cost, corresponding to approximately $100,000 in savings per avoided robotic scanning setup. In addition, quantitative condition assessment will be possible for entire components rather than being limited to accessible locations. Better NDE data will support more informed run, repair, and replace decisions and enhanced asset management.
Depending on the component and circumstance, the savings associated with avoiding unnecessary repairs or replacement of a component could range from tens of thousands to hundreds of millions of dollars.
For more information on this project, contact Mark Dennis (mdennis@epri.com) or John Lindberg (jlindberg@epri.com).
— Rosa Yang (ryang@epri.com) is EPRI’s vice president for Innovation.