Fast-starting combined-cycle plants are designed for a certain operating life based on a customer-specified set of operating scenarios. During that design phase, periodic inspection and maintenance procedures to benchmark equipment actual wear and tear should be developed, but seldom are. Without an accurate assessment of remaining equipment life for components subjected to fast and frequent start-ups and shutdowns, the real operation and maintenance cost is only a guess.
Combined-cycle plants installed in the mid-1990s to the early 2000s were largely designed to operate at base-load, with relatively few planned starts each year. However, deregulation of the electricity markets and the rising cost of natural gas relegated many of those plants to daily cycling to shave load peaks. Some owners were even “two-cycling” their plants: covering the weekday morning peak, shutting down, and restarting to cover an afternoon or evening peak. These unplanned operational modes caused much anxiety among plant owners and operators because daily cycling increased the wear and tear on components, further driving up their cost to generate electricity. Few plant owners have quantified the effect of increased cycling on the remaining life of components and the “hidden” economic penalties.
The design of every heat-recovery steam generator (HRSG) begins with a life-cycle analysis (LCA) using very specific plant operating procedures and owner-specified operating profiles that include number of starts, start-up ramp rates, number of load swings and shutdowns, and operating pressures (Table 1). In actuality, few owners are capable of accurately projecting these statistics over a 30-plus-year life cycle. The assumed inspection and maintenance programs in the conventional LCA for the typical combined-cycle plant are based on fixed periodic intervals and statistical information derived from baseloaded units. But an inspection and maintenance program for any unit should take into account the actual operation of the HRSG, not merely the theoretical operating profile. Deviate from those design assumptions, and the actual life of critical components may be severely compromised.
 |
| Table 1. The customer specifies the plant operating profile. The heat-recovery steam generator (HRSG) purchaser will normally specify the operating profile of the equipment purchased. A typical operating profile of a 2 x 2 combined-cycle plant with supplemental HRSG firing is illustrated. Source: Vogt Power International Inc. |
A rational approach for determining remaining equipment life is to first develop a methodology that will identify where damage will likely occur in the plant, quantify the impact of that damage on equipment life, determine new operational limits to minimize equipment damage, and then estimate the economic impact of those measures. The purpose of this article is to demonstrate this analysis approach on the HRSG portion of the combined-cycle plant and show that this approach produces data that can be used to optimize operation and maintenance (O&M) costs on a life-cycle basis.
Cycling and Fast Starts
Cycling occurs when units are required to be brought online and shut down to meet grid demand and to provide the owner/operator with the most cost-effective operating profile. When cycling, units are generally kept online for short durations, usually a few hours or a few days. For example, the units may be brought online to meet excess demand during peak hours and then shut down overnight. This is regular cycling in the sense that the time and duration of operation is well defined and the schedule is predictable.
Sometimes the units meet electricity demand when a baseload unit is down for maintenance or repairs. If the maintenance is regularly scheduled, then the cycling unit’s operation is also predictable. However, there may be times when the regular baseload units are shut down for a forced outage. Forced outages, by definition, are unpredictable in both occurrence and duration.
Another type of cycling occurs when owners want to take advantage of a market price opportunity. Power grids buy power daily, based on the market price. Power generators may want to start a unit on very short notice if the market price will result in what they believe will return a quick profit.
Start-up time is the most important, and most controllable, statistic for cycling units. If the start-up time is predictable, then units can be started with well-defined and optimized operating procedures in advance of the demand. However, unscheduled start-ups may be tied to a particular power market opportunity offering potential extra revenue. If the unit starts up more quickly, then more revenue can be generated by supplying the power sooner. Thus, faster starts are desirable to reduce start-up costs or maximize revenue potential.
Cycling and faster starting may generate additional revenue, but doing so also increases the life consumption of an HRSG. Any baseload-designed unit can last the predicted life in cycling mode if it is started slowly enough. The pressure in the HRSG can be ramped up at a specified rate that ensures all components are not adversely affected. However, these specified ramp rates may be too slow and thus take too much time for starting, or they may simply be too slow to be practical for today’s fast-moving electricity markets. Fast starting damages the unit because rapid ramping produces much higher stresses, causing faster unit deterioration.
It is not practical to operate baseload-designed units under cyclic conditions without a greater, and unknown, level of deterioration of HRSG components. Few owners know how much additional life is consumed during such an event, and fewer still add into their market bid price an amount of money that represents the amortized value of the equipment loss of life. The question becomes not whether there is an unknown amount of accelerated HRSG damage occurring by cycling any combined-cycle plant but how much and where the damage occurs.
HRSG Damage Mechanisms and the Effect of Cycling
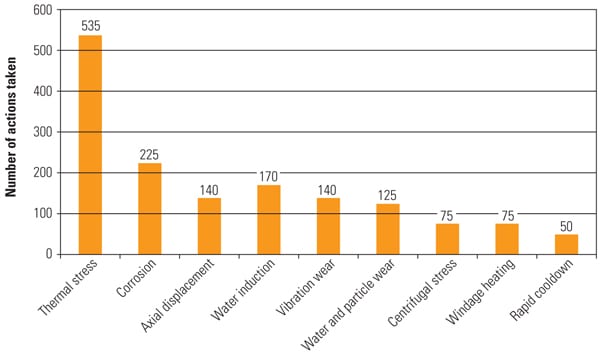
A number of common damage mechanisms are experienced by HRSGs during start-ups and operations. A list of the various damage mechanisms affecting the HRSG life cycle have been identified based on our substantial data history developed by supplying HRSGs to the power generation industry for many years. Those mechanisms have been matched with their effect on cycling a combined-cycle plant. As is evident from Table 2, cycling operation increases the damage experienced by HRSGs, which certainly decreases equipment life expectancy.
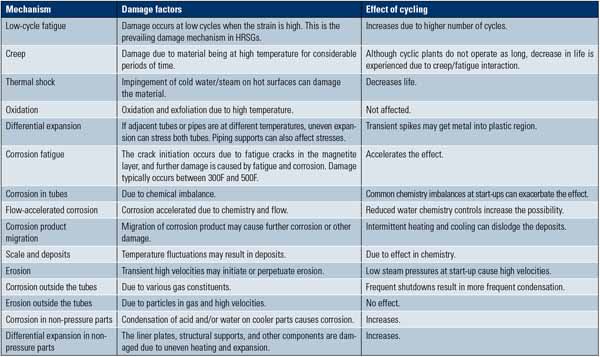 |
| Table 2. HRSG damage factors and the effect of cycling. Source: Vogt Power International Inc. |
Though all the boiler components are affected by these damage mechanisms, some components are more vulnerable. The impact of a particular mechanism on a particular component may be different for your plant, given the many variations in HRSG design between OEMs, plant design differences, and how the plant is actually operated. In other words, the identical component may have a short life in one application but remain damage-free in another, so these observations are necessarily site specific. Table 3 summarizes the key HRSG components and the principal damaging mechanisms affecting life expectancy.
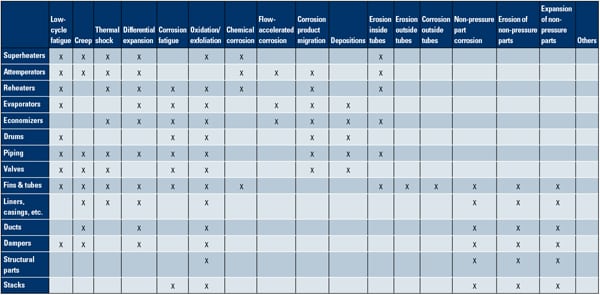
Table 3. HRSG damage mechanism matrix. Source: Vogt Power International Inc.
The most important consideration is understanding how much of the component design life remains. In fact, an estimate of the life of a combined-cycle plant designed for baseload operation but operated as a daily cycling unit can be determined analytically once all the design parameters and equipment history are known. For most of cycling units, an LCA is performed to estimate the life consumption of the various HRSG components under given operating conditions. Typically, the conventional LCA is performed as part of the HRSG design phase and is based on a predicted number and type of loading cycles and theoretical ramp rates of start-ups and shutdowns (Figure 1).
 |
| 1. The lost years. Estimated life of a baseload unit (orange) compared with the same unit operated as cycling unit without modifications (blue). Source: Vogt Power International Inc. |
However, an LCA can be performed at any time during the equipment life cycle. All HRSGs are designed to produce a certain amount of steam at given pressures and temperatures. The mechanical design is set by the rules as given in the applicable codes and the designer’s standards. Most of the codes take into consideration fatigue in setting up the allowable stress values. However, though the broad rules of the codes apply to the major components, they may not be satisfactory for the local points or subassemblies. The problem is not with the code but with the stress calculation methodologies for the intricate geometries. For example, ASME code addresses the tube and header design rules very adequately, but evaluating the tube-to-header joint becomes tricky when the exact geometry is not very specific. For this reason, finite element analysis combined with empirical correlations, such as those given in American Petroleum Institute or Welding Research Council publications, are of value. Even these have to be carefully selected.
The detailed analysis then becomes necessary when fatigue becomes a factor due to cycling. Although most of the HRSG is designed with baseload considerations only and will still be good for cycling, some “critical” components may be affected by fatigue to a greater degree. A detailed and comprehensive analysis is therefore necessary for these critical components. Each one of these analyses predicts the life consumption to date, with certain limitations, thereby giving the plant owner the necessary data to estimate the long-term O&M costs that feed directly into the plant’s cost models and the company’s capital budget planning process. The key task is clearly performing a comprehensive LCA to provide remaining life estimates that includes the following tasks:
Determine the damage incurred, or the “fatigue damage fraction” (DF), given the intensity of pressure and/or temperature changes as well as the number of cycles.
Determine the damage incurred by critical components experiencing high temperatures for a given period of time, also known as the “creep damage fraction.”
Calculate the “total damage fraction,” taking into consideration the fatigue-creep impact on the individual damage factors.
If the total damage fraction is less than 1, then the specified starting and operating procedures are confirmed. If the total DF is greater than 1, then the designer must either change the operating procedures and assumptions and redo the analysis or redesign the failed component(s) and redo the analysis.
A very important consideration when using a conventional LCA is that the results are static. The typical LCA only evaluates a single set of conditions with set boundaries. The reality is that these boundaries and the actual conditions will be constantly changing when the unit is in operation. Each start-up and shutdown is unique and contributes to the fatigue damage fraction differently. Because the LCA is performed at the design stage, it may not capture how the equipment will actually be operated. In order to satisfy economic factors, start-up ramp rates can differ from the design values assumed in the LCA. The number of cycles per year, operating time at full pressure, and so on will also differ, further influencing the expected life of the unit.
One of the biggest challenges for any LCA or other analysis technique is to determine how the pressures and temperatures are changing in various components of the HRSG while in operation. An LCA done before the unit enters commercial service is based on controlled operating conditions. All the curves are nice and smooth and gradients are well defined, unlike real-life operation (Figure 2).
 |
| 2. Cold start-up. Illustrated are selected maximum allowable HRSG temperatures and pressures experienced using cold start ramp rates, assuming a 74F ambient temperature. For this HRSG, excess thermal stress in the HP drum is avoided by limiting the increase in saturation steam properties corresponding to a temperature rise of 12.4F/minute until a drum operating pressure of 1,878F (unfired cycle at design conditions) is reached. HP vented steam flow is reduced to a maximum of 98,500 lb/hr until full pressure is reached by reducing combustion turbine load. Source: Vogt Power International Inc. |
These types of curves are developed using dynamic simulation programs based on heat transfer correlations. The curves represent the constraints rather than the actual operating scenario. Similar curves for other equipment, such as the combustion turbine and steam turbine, are used to develop plant operating procedures. These same curves are used as the calculation basis for all life-cycle computations.
Based on the customer-provide modes of operation and the number and type of cycles for the life of the plant, design life, and annual operating hours (Table 1), the HRSG manufacturer develops uniform lifetime component consumption estimates for the 30-year life. Using the DF values, an inspection program can also be developed (Figure 3).
 |
| 3. This is your life. HRSG life consumption estimates are usually based on a conventional life consumption analysis. Damage factor (DF) is an indicator for the probability of crack initiation where crack initiation is expected when DF = 1.0. Source: Vogt Power International Inc. |
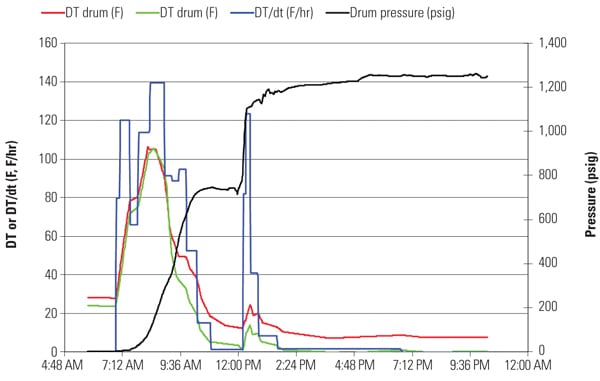
In the real world of plant operation, pressure and temperature changes and their gradients are more chaotic. HRSGs, like any other equipment, have periods of start-up, operation, and shutdown that don’t follow the ideal. Even though operations may follow a set procedure, no two operating scenarios are alike; different ramp rates are selected to increase the time the plant is “in the money.” Quantifying the ramp rate for each of the scenarios will result in more accurate estimation of the life consumption (Figure 4).
 |
| 4. What goes up comes down. A typical start-up (left) and shutdown (right) curve taken from an operating HRSG shows the high-pressure drum pressure ramp rate and its lag behind gas turbine during both start-up and shutdown. Source: Vogt Power International Inc. |
Not taking into account the variability of the boundary conditions, start-up and shutdown ramp rates, and number of cycles makes the conventional LCA of limited use. A conventional LCA rarely simulates how boilers are operated dynamically in practice. For example, Figures 5 and 6 illustrate how the drum pressure changes during an actual HRSG start-up. The drum pressure changes create the temperature differences that give rise to the thermal stresses causing the fatigue damage. The severity of temperature ramps in an actual start-up compared with the assumed temperature changes makes the life consumption much more severe.
 |
| 5. Steep ramp rate. A typical start-up curve taken from an operating HRSG shows the high-pressure steam drum (saturation) temperature ramp rate compared to the temperatures assumed by a conventional life consumption analysis. Source: Vogt Power International Inc. |
 |
| 6. Distant relations. The temperatures present in the high-pressure steam drum are remarkably different in an operating HRSG during start-up than those assumed by a conventional life consumption analysis. Source: Vogt Power International Inc. |
Focus on Actual Boiler Life Used
The conventional LCA approach requires frequent general inspections of cycling units because it cannot be accurately determined where or when components will fail. To improve upon the conventional LCA, a dynamic program that uses real-time operating data is required. This operating data–based (ODB) methodology must use the operating data of a given HRSG to directly estimate the unit’s life consumption in real time. It would not use historical data or statistical trends from other units to predict the unit’s life consumption, unlike the conventional LCA approach. Also important is including an inspection and monitoring program of critical components to validate the program results and enable the scheduling of any corrective action that’s necessary to avoid a forced shutdown.
The program must take into account the specific geometry and connection details of the particular unit to increase accuracy and provide meaningful results. Calculations in the program should be based on a uniform set of codes (for example, all American codes: ASME Section I and VIII, AWS, API, and other common design codes) rather than a mix of codes with underlying conflicting or different assumptions.
The first step of the ODB methodology is to perform a dynamic simulation of the boiler to determine the transient behavior of various components under varying operating conditions. The result is a priority list of the highest risk components. Once the critical components are identified, a finite element analysis (FEA) is used to define the stresses present in those components. The allowable cycles and allowable hours deduced from the detailed FEA analyses are used to develop damage factor calculation procedures.
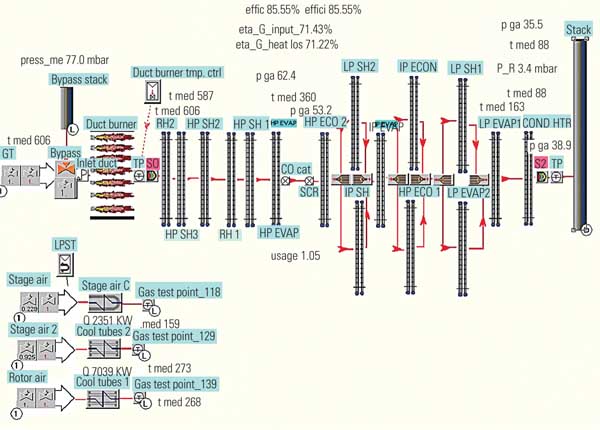
Historical data for individual components are extracted from the plant distributed control system (DCS) to determine various inputs for each cycle such as the drum wall temperature difference, pressure ramp rates, superheater and reheater metal temperature gradients, and the like. The program uses a cycle-counting methodology that determines when a cycle starts and stops. These procedures, including data validation and smoothing processes, are codified in the dynamic software that is unique to a given boiler (Figure 7).
 |
| 7. Calculation methods. Operating data–based (ODB) methodology damage estimating system architecture and components. Source: Vogt Power International Inc. |
The start-up temperature ramp rates, operating pressures, temperatures, and shutdown ramp rates are calculated by appropriate programs or are retrieved from various data tables. These values are used as input to a unit-specific program that calculates the estimated fatigue, creep, and total DFs for the critical components for a given cycle/scenario. These data are then used to calculate the estimated life consumption of the HRSG’s critical components.
The output can be combined into a single parameter: damage fraction of the component. A DF of 1.0 would not indicate component failure but rather the possibility of crack initiation. The monitoring of DFs for various critical components indicates how the unit life is being consumed on a component level rather than the whole unit level.
Develop an Inspection Program
Once the DF has been determined for each of the critical components, predictions can be made as to when each specific component needs to be inspected and how thoroughly. The DF will also help to determine the frequency of inspections based on how quickly it is increasing with each start-up and shutdown.
Inspections for a given component can be broken down into several different classifications based on the DF, as detailed below. As the damage fraction increases, a more detailed inspection will be required.
General Inspection: DF = 0.3–0.5. Critical components with a damage fraction between 0.3 and 0.5 fall into the general inspection category. Based on the rates of life consumption calculated by the dynamic life-cycle program, an inspection schedule can be developed. Each critical component can be broken down into which inspection category it is in for each outage. Because the component in question has a large amount of life left, only a visual inspection is required. Inspections of this nature would include looking for the following:
â– Tube bowing
â– Drum internal cracking
â– Tube or fin discoloration
â– Signs of leaks
â– Heavy deposits on the tubes in hot areas
â– Changes in performance
Focused Inspection: DF = 0.5–0.7. Critical components with a damage fraction between 0.5 and 0.7 fall into the focused inspection category. Components that have a damage fraction less than 0.5 and that were found to have issues in the general inspection can also fall into this category. In this category, the component has used up more than half of its life and needs to be inspected more thoroughly. In addition to a visual inspection, inspection using nondestructive evaluation (NDE) methods such as UT testing is also recommended.
Detailed Inspection: DF = 0.7–0.9. Critical components with a damage fraction between 0.7 and 0.9 fall into the detailed inspection category. Components that have a damage fraction less than 0.7 and that were found to have issues in the focused inspection can also fall into this category. In this category, the component is reaching its end of life. It is recommended to thoroughly inspect the component using NDE methodologies to look for cracks.
Possible Replacement: DF = 0.9+. Critical components with a damage fraction above 0.9 fall into the possible replacement category. Components that have a damage fraction less than 0.9 and that were found to have issues in the detailed inspection can also fall into this category. In this category, the component has reached its end of life and is nearing when it should be repaired or replaced. The component should be subjected to a detailed inspection, with NDE methods.
Never Assume
The differences between the conventional LCA inspection program using the assumed operations as specified during the design phase (Figure 8) and one based on actual operational data (Figure 9) is remarkable. The more conventional approach to scheduling inspections results in uniform and much relaxed inspection requirements, indicating that serious damage may not happen soon.
 |
| 8. Good guess. Inspection and maintenance schedule based on a conventional LCA using owner-supplied operational requirements. Crack initiation is expected when DF = 1.0. Source: Vogt Power International Inc. |
 |
| 9. A better answer. A revised HRSG inspection schedule based on actual consumption as estimated by LCA software based on the ODB methodology. The inspection schedule is based on a June 2008 analysis date. Crack initiation is expected when DF = 1.0. Source: Vogt Power International Inc. |
However, when actual plant operations and the severity of those operations are considered, there is the distinct possibility that some components may be deteriorating faster and some sort of repairs or replacements are needed much sooner than expected. For example, an inspection schedule based on actual life consumption (Figure 9) shows that the high-pressure superheater is reaching possible repair or replacement in 2017. An inspection schedule based on assumed operation incorrectly tells the plant owner that only a focused inspection is required. This early indication assists the owner and operators in avoiding a future forced outage and gives the owner time to adjust plant operations to prolong the life of the HRSG. The model can also be used to perform optimization studies to fully understand the future cost consequences of decisions made today (Figure 10).
 |
| 10. Pay me now or pay me later. A comprehensive economic analysis of faster starts that takes into consideration component remaining life computations allows the plant owner to fully optimize the plant’s operating economics. In this case study, shorter start-up times increase revenue, but at the expense of increased O&M costs. Longer start-up times reduce plant O&M expenses at the expense of reduced revenue. The economic “sweet spot” is to start up the HRSG in approximately 60 minutes to produce the optimum electricity sales revenue. Source: Vogt Power International Inc. |
—Darryl Taylor (dtaylor@vogtpower.com) is manager of central engineering, and Akber Pasha is technical director, Vogt Power International Inc., a Babcock Power Inc. company.