When coals with high moisture content are burned in a utility boiler, several percent of the fuel heat input is used to evaporate fuel moisture. This results in a higher flow rate of coal compared to low-moisture coals and, consequently, a higher flow rate for flue gas, higher fan and mill power requirements (higher station service power), and lower boiler and plant efficiency. Mill, coal pipe, and burner maintenance costs also are higher compared to low-moisture coals.
Despite these negative impacts, lignite and subbituminous coals are attractive due to their lower sulfur and nitrogen content and, consequently, lower NOx and SOx emissions, and lower emissions compliance cost, compared to eastern bituminous coals. Therefore, the use of these coals is projected to increase in comparison to high-rank coals.
Some Illinois coals are washed to remove impurities, such as ash and sulfur, reduce potential emissions, improve fuel energy content (HHV), and increase the value of Illinois basin coal. Washed coals contain a significant amount of water (mostly surface moisture) and need to be dewatered to improve handling and heating value. They also need to be dried to further improve their HHV. Dewatering of coal is accomplished by using conventional equipment, such as a horizontal belt filter, scroll centrifuge, or Fletcher-Smith centrifuge. Further reduction of coal moisture content can be accomplished by thermal drying.
Previous research on high-moisture, low-rank-coals from the western U.S. shows that using power plant waste heat to partially dry coals prior to firing them in the boiler can result in improvements in power plant heat rate, reductions in stack emissions, and lower maintenance costs. Research described in this article was conducted by the Energy Research Center at Lehigh University (ERC) under contract with the U.S. Department of Energy (DOE) and the National Energy Technology Laboratory (NETL). The final report on the DOE work was: “Lignite Fuel Enhancement—Final Technical Report for Phase 1,” by Charles Bullinger and Nenad Sarunac, DOE Award Number: DE-CF26-04NT41763. It was submitted to DOE/NETL in November 2006, and had funding from the Illinois Clean Coal Institute (ICCI). The final report for the NETL work was “Increasing Efficiency and Reducing Emissions of Existing Pulverized Coal-Fired Units,” by Nenad Sarunac, ICCI Project Number: 07-1/5.1A-1. It was submitted to the ICCI in April 2009, and the project manager was Joseph Hirschi.
Low-Temperature Coal Drying
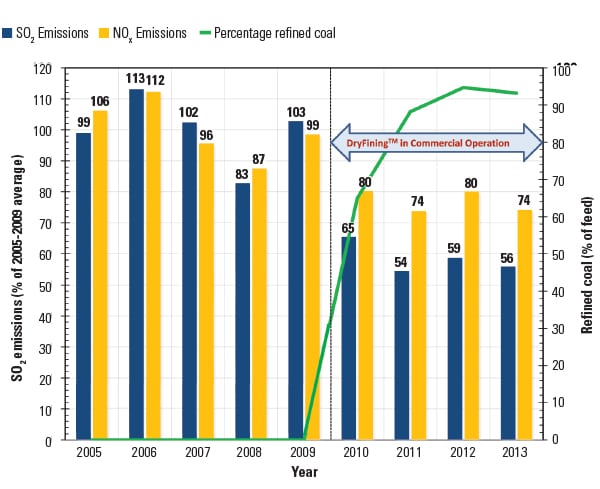
A low-temperature coal-drying (LTCD) process employing a moving bed fluidized bed dryer (FBD) and waste heat was developed in the U.S. by a team led by Great River Energy (GRE) and Lehigh University’s Energy Research Center. The demonstration was conducted with DOE funding under DOE Award Number DE-FC26-04NT41763, using a two-phase approach. The benefits of reduced-moisture-content lignite were demonstrated at GRE’s Coal Creek Station. The full-scale commercial coal-drying system was recently completed at Coal Creek Station with commercial operation beginning in December 2009.
The research work we performed focused on the utilization of waste heat for beneficiation of high-moisture coals through removal of moisture. This work has resulted in development of several drying configurations, all employing an FBD and heat recovered from the flue gas at different temperature levels. The FBD is fluidized by air and preheated to a desired temperature. Additional heat is supplied to the dryer by using an in-bed heat exchanger. The heat for preheating of fluidization air and for the in-bed heat exchanger can be provided from the same or different sources of waste heat. For proper fluidization, the coal needs to be suitably sized.
Types of Coal Moisture and Drying
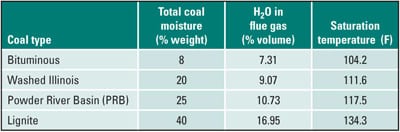
Moisture in coal is commonly placed in one of four categories: surface (free) moisture, inherent (interstitial) or physically bound moisture, chemically bound moisture, and moisture released from decomposition of organic compounds.
Surface or free moisture is the moisture on the surface of the coal particle and in very large pores and interstitial spaces. For bituminous coals the high moisture content, representing surface moisture, is a result of the beneficiation (coal-washing) process. In thermal drying of bituminous coals it is necessary to heat the surface of the coal particle to a high enough temperature to evaporate free moisture; there is no need to heat the interior of the coal particle.
Inherent (interstitial) or physically bound moisture is the moisture held tightly in small coal capillaries and pores. High inherent moisture is one of the characteristics of low-rank coals. In thermal drying of subbituminous coals it is necessary to heat the entire coal particle and its internal moisture to a temperature that is sufficient to evaporate physically bound moisture. Subbituminous coal particles often disintegrate during the drying process.
A typical coal drying curve is presented in Figure 1, where coal moisture content is presented as a function of residence time in the FBD. [Download this ppt file to view all figures at a legible size.] As residence time increases, the coal moisture content decreases. The coal drying curve can be divided into three regions: transient region (initial drying region), constant rate region, and decreasing rate region. In the transient region equilibrium conditions are being established as coal is being heated. Free or surface moisture is removed in the constant rate region. Drying rate is a function of the particle size and moisture content. The heat and mass transfer rates are directly proportional to the driving forces of temperature and humidity gradient. In the decreasing rate region inherent and chemically bound moisture is removed. Particle size, temperature, and residence time are important parameters. At some coal moisture content, the drying rate might become diffusion-controlled. Because diffusivity increases with temperature, higher temperatures are beneficial.
Fluidization and drying characteristics of coals are determined in drying tests, using a batch-operated laboratory-scale fluidized bed. Batch bed drying tests are performed to provide coal-specific data on drying characteristics needed to simulate the drying process in a continuously operating fluidized bed coal dryer. North American lignites, Western subbituminous (PRB), and washed Illinois coals were characterized by the ERC researchers (Figures 2 to 4).
Though lignites and PRB coals can be easily fluidized despite their high moisture content, some of the washed Illinois coals were difficult to fluidize, and their moisture content has to be reduced to allow for proper fluidization. This difference in fluidization properties is mostly influenced by surface moisture, which is high for washed coals. High surface moisture increases the cohesivity of coal particles, which negatively impacts fluidization properties. In contrast, subbituminous and PRB coals have high inherent moisture. Fluidization and drying characteristics of Illinois coals received from the Buckheart, Crown 2, and Viper mines and their drying characteristics are described in more detail.
A commercial-scale coal-drying process requires a continuously operating FBD. Raw coal fed to the dryer flows horizontally along the distributor as it being dried by the hot fluidization air. Drying capacity of the air is increased by imparting heat from the in-bed heat exchanger to the fluidizing air and coal particles. The dried coal product is discharged at the downstream end of the dryer.
Computer simulations were needed to determine the effects of drying temperature and other FBD operating parameters on the coal product moisture and required rates of in-bed heat transfer for a commercial-scale dryer. The steady-state continuous model (developed under the DOE Project DE-FC26-03NT41729 and presented as "Issues and Research Needs for Low-Rank Coal Gasification," Western Fuels Symposium, Billings, Montana, October 2004) was used to predict the amount of heat needed for drying each of the coals (lignite, PRB, and three Illinois coals) to target moisture level. Calculations were carried out for a range of dryer operating conditions.
Results for the continuously operating FBD and lignite, Crown 2, Viper, and Buckheart coals are shown in Figure 5, where axial variation of the coal moisture content (percentage of raw coal moisture on dry coal basis) for these coals is compared for a fixed set of the FBD operating conditions. For a continuous dryer, the wet coal feed enters the dryer at axial location X = 0 and dried product is discharged at X = 1. The results show that the three analyzed Illinois coals dry more easily than lignite. This is expected because, as discussed earlier, surface moisture is easier to remove (less energy is needed) than inherent moisture.
In practice this means that smaller FBDs (or fewer FBDs) and lower fluidizing airflow are needed to achieve target coal moisture content for washed Illinois coals than for lignite. The bottom line is that it is easier, less expensive, and more economical to dry washed coals than low-rank coals.
The Effect of Coal Drying on Performance
Reducing coal moisture content by thermal drying increases the coal’s HHV. The effect of total coal moisture (TM) content on HHV is presented in Figure 6 for washed Illinois (Crown 2 mine), PRB, and lignite coals. The HHV increases linearly as TM is reduced. Dried lignite has the same HHV as raw PRB coal, while dried PRB has the same HHV as washed Illinois coal, and dried washed Illinois coal has the same HHV as Illinois #6 coal.
Higher coal HHV results in a lower coal flow rate required for constant power output. The flow rate of dried coal is presented in Figure 7 as a function of the coal moisture content and configuration of the coal-drying system. Results are presented for up to three system configurations—labeled high-temperature configuration (HTC), base case configuration (BC), and low-temperature configuration (LTC)—and three coals. The HTC configuration uses high-grade (high-temperature) heat recovered from the flue gas as a source of heat for drying. Mid-grade heat is used in the BC, while low-grade heat is used in the LTC. Thermodynamic maximum represents the case where coal is dried at another facility (off-site) and is delivered to the plant with reduced moisture content. It represents the maximum improvement that could be achieved with dried coal, because losses associated with coal drying, such as fan power requirements for the fluidizing air, are avoided.
A decrease in coal flow rate is primarily due to the improvement in boiler efficiency, lower station service power, and higher net unit efficiency. A lower coal flow rate reduces the total amount of coal that needs to be handled, thus reducing the burden on the plant’s coal-handling system, including mills and feeders. Lower flow rate and improved grindability of dried coal result in lower mill power requirements. Fewer feeder stalls and reduced erosion of coal pipes and associated maintenance costs are also expected. The size and cost of the LTDC system decreases with an increase in coal HHV and is lowest for the Illinois (Crown 2) coal.
The flow rates of combustion air and flue gas decrease as the moisture content of coal and coal flow rate are reduced. A decrease in combustion airflow rate is primarily due to the improvement in boiler net unit efficiency, while a decrease in the flue gas flow rate is caused by the efficiency improvement and lower water vapor content of the flue gas. Consequently, the decrease in the flue gas flow rate is larger compared to the decrease in the combustion airflow rate, as presented in Figure 8. For lignite, a 15% reduction in coal moisture content (on an absolute basis) results in a 6% reduction in flue gas flow rate and approximately a 3% reduction in airflow rate. The same reduction in moisture content for the Crown 2 coal will result in a 2% to 3.5% reduction in flue gas flow rate, depending on the system configuration. A reduced flue gas flow rate will have a positive effect on fan power requirements, performance of the existing pollution control system (increased residence time), and the size and cost (both capital and operating) of a post-combustion CO2 capture system.
System Efficiency Improvement
Improvements in boiler efficiency, net unit heat rate, and net unit efficiency are presented in Figures 9 to 11 for lignite, PRB, and Crown 2 coals. All performance indices improve as coal moisture content is reduced. For lignite, a 15 percentage point reduction in coal moisture content results in a 2.5 to 4.5 percentage point increase in boiler efficiency, an approximately 3% to 6% relative decrease in net unit heat rate, and an approximately 1 to 1.7 percentage point increase in net unit efficiency. The magnitude of improvement depends on configuration of the coal drying system and increases as the temperature of the heat source decreases. The highest improvement is achieved by using the lowest-grade (low-temperature) heat.
For PRB coals, performance improvements are smaller than for lignites; a 15 percentage point reduction in coal moisture content results in a 1.8 to 3 percentage point increase in boiler efficiency, approximately 2% to 3.5% relative increase in net unit heat rate, and an approximately 0.7 to 1.3 percentage point increase in net unit efficiency. Similar to lignite, the magnitude of improvement depends on configuration of the coal-drying system and increases as temperature of the heat source decreases.
Performance improvements are smallest for the Crown coal, where a 15 percentage point reduction in coal moisture content improves boiler efficiency by approximately 0.6 to 1.8 percentage points, net unit heat rate by approximately 0.8% to 2% (relative), and net unit efficiency by 0.25 to 0.75 percentage points. Similar to lignite and PRB, the magnitude of improvement depends on configuration of the coal-drying system and increases as the temperature of the heat source decreases.
Please note that for all coals, the improvement in net unit heat rate is higher compared to the boiler efficiency improvement. This is because station service power is reduced as coal moisture content is decreased.
The presented results show that best efficiency is achieved by using the lowest-grade (low-temperature) heat. However, as the temperature of the heat source (flue gas) decreases, the size of the coal drying equipment (FBD and associated heat exchangers) and the cost increase, and vice versa. Considering pollution control costs and the estimated cost of a CO2 capture and sequestration system and its impact on plant performance, the best case scenario is the one offering the highest efficiency.
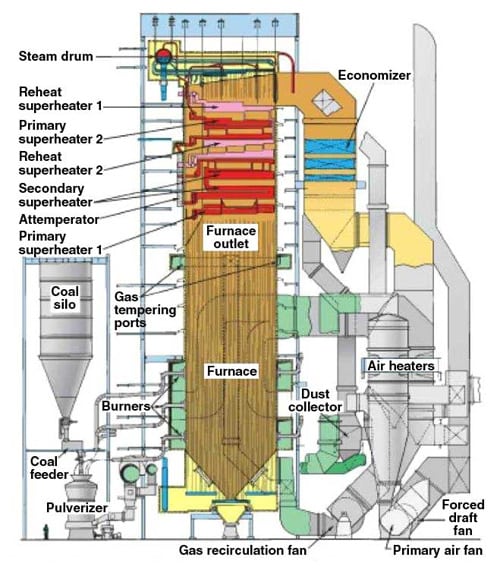
The amount of moisture than can be removed from coal is limited either by the available waste heat that can be economically recovered or, for existing boilers, by the convective pass heat transfer. As coal is dried and its HHV increases, less coal is needed for desired power output, resulting in lower flue gas flow rate and heat capacity, and lower convection pass heat transfer. This so-called convention pass limit can be overcome by using a gas recirculation fan.
In summary, performance improvements that can be achieved by coal drying can be significant and should be considered cost-effective measures for improving performance and reducing emissions for existing and newly constructed power plants firing high-moisture coals. For existing power plants where raising steam parameters for performance improvement of the steam turbine cycle is difficult or impossible, drying of high-moisture coals offers an attractive alternative for improving boiler efficiency, reducing station service power requirements, and improving net unit heat rate and efficiency.
A reduction in coal moisture content improves HHV, which, for new (greenfield) power plants, has a significant impact on the plant capital cost (Figure 12). The HHV values and relative plant capital cost for the wet and dried Crown 2, lignite, and PRB coals are summarized in Table 1. The results show that coal drying has a significant impact on the plant capital cost. With dried Crown 2 coal, the plant capital cost is 5.5% lower than with washed coal. For lignite dried to 18.5%, plant capital cost is 8.2% lower compared to wet lignite.
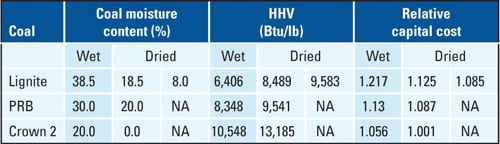
Coal moisture content, HHV, and relative capital cost of a pulverized coal–fired plant. Source: Energy Research Center
Availability of Coal-Drying Technology
Four coal-drying technologies are now under development or in commercial operation. Each is described below.
GRE Low-Temperature Coal Dryer. As previously mentioned, a low-temperature coal-drying process employing a moving bed fluidized bed dryer and waste heat was developed in the U.S. by GRE and ERC. It was successfully demonstrated and patented by GRE at Coal Creek generating station on a prototype scale that moved to commercial operation last December. The dryer is fluidized by preheated air. The prototype-scale system, employing one full-scale FBD, capable of processing 100 tons of raw lignite per hour, has been in almost continuous operation at Coal Creek generation station for over two years and has processed more than 600,000 tons of raw lignite. The evaporated moisture is discharged through a dryer stack, as shown in Figure 13. In a conventional power plant, coal moisture is evaporated during the combustion process in the furnace using the coal’s chemical energy. The prototype dryer evaporates coal moisture by using waste heat that would otherwise be rejected into the atmosphere.
The full-scale coal-drying system capable of handling 450 tons of raw lignite per hour was placed into commercial service in December 2009 at the Coal Creek Station located in Underwood, North Dakota. A photograph of Unit 2 dryers under construction is presented in Figure 14. Several additional commercialization studies concerning application of the technology are already completed or are in progress, including a feasibility study on integration of the LTCD technology with the oxy-fuel process.
RWE Steam Dryer. RWE Power (formerly Rheinbraun) has developed the WTA or fluidized bed drying with internal heat recovery system. The dryer is fluidized with the steam. Steam also provides heat to the in-bed heat exchanger.
The WTA concept has been under development since 1993. The prototype WTA-1, with a capacity of 53 metric tons (mt)/hr of raw lignite, operated in Frechen, Germany, for more than 13,000 hours and dried 55,000 mt of raw German lignite (brown coal). The second, scaled-up WTA-1 prototype, having capacity of 170 mt/hr of wet lignite, was tested at Niederaussem Blok K. The WTA-1 technology is based on coarse-grain (inlet coal particle size 0 to 8 mm) drying with integrated vapor recompression. A new, fine-grain (inlet coal particle size 0 to 2 mm) WTA-2 technology prototype has been under development since 1999, and a 27 t/hr prototype was tested, also at Frechen, from 2000 to 2004. At the end of 2007, RWE Power commissioned a pilot WTA-2 plant at Niederaussem BoA (Braunkohlenblocks mit Optimierter Anlagentechnik—optimized plant technology for lignite-fired power plant) Unit 1 (Figure 15). The pilot WTA-2 dryer employs fine-grain drying with vapor recompression and is designed to process 210 mt/hr of wet German lignite. This corresponds to approximately 25% of coal input to BoA Unit 1.
The WTA technology is based on the principle of a stationary fluidized bed. The energy required for drying is supplied by heat exchangers that are integrated in the fluidized bed dryer and heated with low-pressure steam extracted from the steam turbine, or by recompressed evaporated moisture. Coal moisture, evaporated in the dryer after cleaning in a heated ESP, is compressed to 45 psi to 60 psi to allow utilization of the latent heat of evaporation. Drying takes place in a slightly superheated steam atmosphere. At constant pressure (typically 16.2 psi), equilibrium is reached between steam temperature and residual moisture of the dried lignite. For a steam temperature of 230F, a residual moisture content is approximately 12%. The residual moisture content can be adjusted to the desired value by controlling the fluidized bed temperature.
Vattenfall Pressurized Steam Dryer. Vattenfall AB is developing its own version of the steam dryer at the Schwarze Pumpe site in cooperation with the Brandenburg Technical University, using a recently built 10 mt/hr pilot-scale dryer.
This dryer is fluidized by steam and is operated at elevated pressure (15 psi to 90 psi). Elevated pressure enhances heat transfer within the dryer. Heat required for drying is supplied by the in-bed heat exchanger (immersion heater), also heated by steam. Following de-dusting in a fabric filter operating at elevated temperature (above saturation temperature), the evaporated coal moisture in the form of water vapor is used as a fluidization medium. Steam required for the in-bed heat exchanger is extracted from the steam turbine or, optionally, clean water vapor is compressed (similar to the WTA process) to allow use of the latent heat of evaporation. Although attractive from the thermodynamic standpoint, from a practical point of view, vapor recompression complicates the process and increases its cost and maintenance requirements. Excess water vapor is planned to be used for the feedwater heating.
Operation at elevated pressure increases heat transfer and improves dryer capacity, but it complicates raw coal feed into the dryer and the discharge of dried coal. The rotating coal feeder of the star design is feeding raw coal to the dryer.
Dried coal is discharged through a star coal feeder into a flash evaporator, where pressure is reduced to atmospheric level. Pressure reduction results in water vapor flashing and further drying of coal.
Pending successful testing and favorable economics, Vattenfall is considering application of the pressurized coal dryer in its new generation of lignite-fired power plants, including oxy-fuel plants, possibly in combination with the GRE LTDC technology.
MTE Dryer. The mechanical thermal dewatering (Mechanisch/Thermischer Entwasserung, MTE) drying process was developed by the University of Dortmund, Germany. It is a batch process employing a hydraulic press at high pressure (870 psi) after heating the coal to 300F to 390F, followed by flash evaporation after pressure is relieved. Some of the heat can be recovered from the expelled water. The MTE process can reduce the moisture content of coal to below 25% with very little energy consumption. However, as a batch process, MTE is less suitable for power plant applications than FBD technology. However, because the process removes a significant portion of coal minerals, such as potassium, it might have application in integrated gasification combined-cycle plants, where gasification is affected by the coal’s mineral content.
More to Come
In Part III we’ll look at options for flue gas reheat, feedwater heating, and combustion air preheating.
—Nenad Sarunac is principal research engineer and associate director at Energy Research Center, Lehigh University. The Illinois Clean Coal Institute funded a portion of this work.