The U.S. Environmental Protection Agency is expected to propose an emissions standard for mercury and other hazardous air pollutants emitted by coal- and oil-fired electric generating units in March of 2011. The anticipated rule would require emission control to meet the various standards using maximum achievable control technology, as determined by the prescriptive requirements of the Clean Air Act. In response to the expected rule-making, utilities will be required to make technology decisions in order to ensure compliance. One cost-effective approach to compliance may be the use of “co-benefits” from air quality control systems (AQCSs) already in service that are designed to remove other pollutants.
Atlanta-based electric utility Southern Company serves 4.4 million customers in the southeastern U.S. and has more than 42,000 MW of generating capacity. Southern Company’s large coal units have installed emission control equipment such as selective catalytic reduction (SCR), electrostatic precipitator (ESP), and wet flue gas desulfurization (wFGD) systems. More than 50% of Southern Company’s coal-fired electrical generating capacity (21,098 MW) is equipped with an ESP + SCR + wFGD technology combination. One co-benefit of this existing air quality control system (AQCS) equipment is efficient mercury (Hg) removal.
Mercury emissions from Southern Company’s bituminous coal units have been reduced substantially as a result of co-benefit control. Currently, these AQCSs are designed and operated for removal of nitrogen oxides (NOx), particulate matter (PM), and sulfur dioxide (SO2). The result is highly variable mercury emissions from a system not engineered for mercury control. This variability must be accounted for in evaluating co-benefit systems and their potential to comply with limits on mercury and other hazardous air pollutants (HAPs) that are expected to be part of the electric generating units’ HAPs maximum achievable control technology rules.
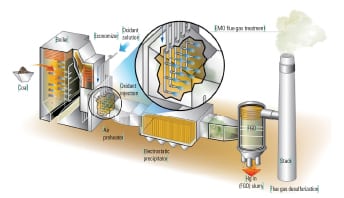
In order to analyze the variability in mercury emissions from co-benefit control, we gathered and analyzed operating and emissions data for selected months in 2008 and 2009. The project goal was to determine the emissions limit that we could reliably meet over the long term with co-benefit control. The study data includes more than 40 months of wFGD operations and mercury emissions data from five plants labeled A through E. Each plant site is equipped with a single boiler, SCR, air preheater, cold-side ESP, and wFGD system (Figure 1).
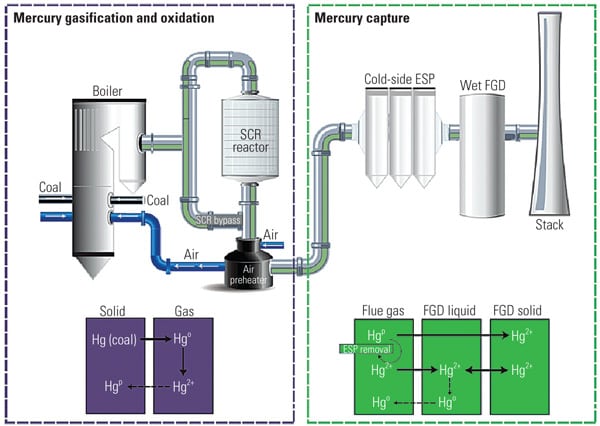 |
| 1. Mercury chemistry at coal plants. Almost all mercury in coal is vaporized in the furnace and exits the furnace in its elemental form, Hg0. Between 30% and 98% of mercury is then oxidized to the highly water-soluble form, oxidized mercury, Hg2+. Oxidation occurs mostly in the selective catalytic reduction system and air preheater. Mercury can also be adsorbed by fly ash. Particulate-phase mercury is removed efficiently by the cold-side electrostatic precipitator and wet flue gas desulfurization system (wFGD). Gas-phase oxidized mercury is collected by absorption to aqueous solution in the wFGD and removed with wFGD waste. Once captured from the gas phase, Hg2+ can persist in wFGD liquids in a water soluble form, partition to the solid phase, or be reduced to Hg0. Mercury reduced to Hg0 is re-emitted back to the flue gas. Source: Southern Company |
We collected a large data set of archived emissions and operating data, including mercury emissions, and operating variables possibly connected with mercury emissions, such as boiler load, SCR temperature, exhaust opacity, and oxidation airflow in the wFGD. These data were collected on a per-minute basis and later averaged over hours or days.
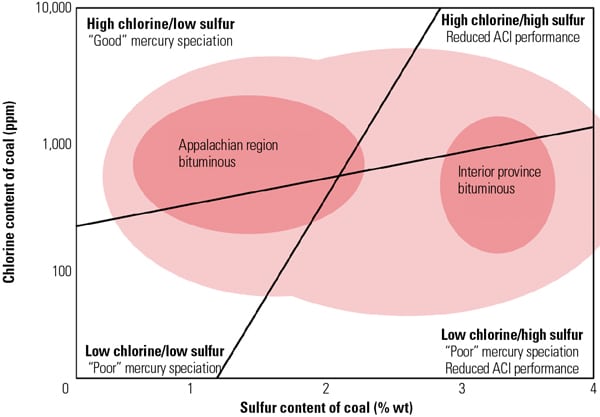
Central Appalachian bituminous coals were burned exclusively in Plants A–E during the study period. Coal composition was measured for deliveries made in 2008 and 2009. Mercury and chloride concentration averages (range of values) were 0.0867 (0.02–0.19) ppmw and 724 (84–2,352) ppmw, respectively. The concentrations of mercury in the coal were converted to equivalent uncontrolled emissions in units of lb/TBtu using the heating value of dry coal. The average equivalent uncontrolled emissions rate for these plants was 6.56 lb/TBtu with a range of 1.51 to 14.47 lb/TBtu.
For all operating conditions in the study, co-benefit control efficiency averaged 86.5%. Mercury emissions were calculated from continuous emissions monitoring systems (CEMS) data using EPA Method 19. Mercury inputs were based on annual-averaged coal data (Figure 2).
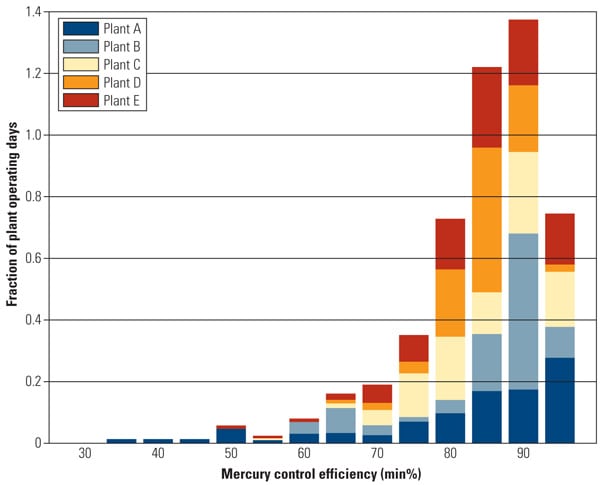 |
| 2. Mercury control greater than 90% was achieved 47% of the time. This histogram shows the percentage of daily mercury control efficiencies using co-benefit control. Bars show the fraction of days that each plant attained minimum control efficiency. For example, the green bar labeled “90” shows the fraction of days that Plant A attained 90%–95% control efficiency. Source: Southern Company |
Efficient Mercury Oxidation Is Critical
We also examined the large data set for normal changes in plant operation. In many cases, these changes were well controlled and duplicated many times over the course of the study period (for example, during load change). These operational changes served as full-scale engineering experiments for the purposes of this study and were analyzed in detail to understand the mercury control co-benefit process.
In one such experiment Plant C was operated for one month at approximately 75% load overnight (midnight to 6 a.m.) and 98% load at other times (Figure 3). Mercury emissions were 0.93 and 1.51 lb/TBtu during the low (<80%) and high (>95%) load periods, respectively. This positive and strong correlation of mercury emissions with unit load was observed over the entire study period. Because mercury emissions were normalized by heat input, a direct causal relationship between unit load and mercury emissions was unexpected, but unit load changes perturb downstream systems and, as a result, indirectly lead to changes in mercury emissions.
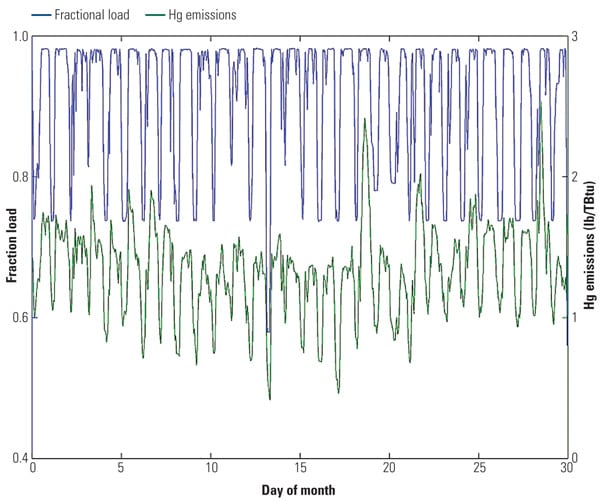 |
| 3. Mercury control varies with unit load. Month-long time series of fractional load and mercury emissions for Plant C are illustrated. Source: Southern Company |
The correlation of process data with mercury emissions during these operational changes cannot alone establish a causal relationship. Correlations may result from a latent variable that is causally or coincidentally related to both mercury emissions and the observed variable. Correlations may also be enhanced artificially or be limited by process control. With these caveats in mind, we attempt to understand the co-benefit process using time series analysis of process data. Interpretations of observed correlations should include physical explanations based on engineering analysis and evaluation of scientific literature.
One downstream effect of load change is change in operation of the SCR. Ammonia is injected into the SCR in order to reduce NOx, and NH3 flow is controlled in proportion with NOx in the flue gas. The amount of NOx generated based on heat input (lb/MBtu) is approximately constant, so the NH3 flow scales approximately with unit load. Increased NH3 resulted in increased NH3 per surface area, which is known to inhibit heterogeneous mercury oxidation.
SCR outlet temperature is also affected by load, and temperatures are at the high end of the design range for full load. SCR temperature is expected to affect the rate of mercury oxidation, but the optimal value for flue gas is not known. Thus, unit load likely affects mercury control indirectly by altering the fraction of Hg0 oxidized in the SCR. Supporting this conclusion is our observation that mercury control was reduced to an average 71% when SCR units were bypassed.
The observation that load affects mercury oxidation is consistent with different mercury oxidation mechanisms. Heterogeneous oxidation of mercury has been observed on SCR catalysts, carbon-based materials, metals, and metal oxides. One explanation is that HCl competes for surface sites with NH3 and that Hg0 reacts with these chlorinated sites either from the gas phase or as a weakly adsorbed species; or perhaps Hg sorption on catalytic sites follows reaction with HCl. Another explanation is a noncatalytic surface reaction of surface-bound HgSO4 with HCl. The proposed noncatalytic reactions may occur mainly in SCR units because these operate at temperatures in the range for mercury oxidation, have relatively long residence times, and have high surface areas.
Although the specific reaction mechanism is unknown, any heterogeneous reaction scheme will depend on gas velocity, proximity of surfaces, reactant concentrations, residence time, and temperature history. In the case of heterogeneous mercury oxidation, bench- and pilot-scale experiments have shown that the reactions are temperature-dependent, promoted by time proximate to the surface, promoted by chloride, and inhibited by ammonia.
Efficient mercury oxidation is critical for co-benefit control. Evaluation of stack emissions data suggests mercury oxidation was highly variable. Bituminous coal chloride concentrations varied by more than an order of magnitude and averaged 724 ppmw. Mercury oxidation is sensitive to fluctuation in coal chloride concentration for concentrations below 1,500 ppmw. Though not directly observed in this analysis, coal composition probably affected mercury oxidation efficiency and, thus, co-benefit control.
Mercury oxidation appears to vary with unit load. The effects of temperature and NH3 on mercury oxidation cannot be decoupled in this work, but theoretical predictions and testing performed at pilot scale and full scale suggest that both temperature and NH3 affect mercury oxidation. Currently, SCR units are designed and operated for removal of NOx. Both SCR temperature and NH3 flow are key parameters for SCR design and operation. Our results suggest that operation of SCR units below the peak design temperature and NH3 flow would likely improve mercury oxidation efficiency. However, optimization of existing SCR units for mercury oxidation would likely result in lower NOx removal and potentially unwanted side effects such as NH3 slip and ammonium bisulfate formation.
Mercury Captured in a Wet Scrubber
Wet flue gas desulfurization units designed to capture SO2 have been shown to effectively capture water-soluble Hg2+. Hg0 is nearly insoluble in water, so it is not efficiently captured by wFGD units. Once captured, Hg2+ may become associated with wFGD liquor solids—that is, sequestered—and then separated from the wFGD liquor.
The characteristic time for mercury removal from wFGD liquor is much longer than for gas-phase processes in the flue gas, which are on the order of seconds or less. The amount of mercury in wFGD liquor is the product of wFGD liquor volume and mercury concentration. Wet FGD units may contain more than a million gallons of aqueous suspension, and dissolved and particulate mercury concentrations for these plants during the study period averaged 76 and 377 ppb, respectively. Thus, wFGD liquor may be on the order of 1 lb and 4 lb of dissolved and particulate mercury. Using a characteristic heat input rate of 0.17 TBtu/d, a potential emission rate of 6.56 lb/TBtu, and assuming that 86.5% of mercury is collected in wFGD liquor, the wFGD units collect approximately 1 lb mercury per day. The characteristic time for mercury in the wFGD liquor can be calculated as this stock divided by the rate of mercury addition; for the assumptions used here, the characteristic time is 1.1 and 4.4 days for dissolved and particulate mercury, respectively.
In one operational experiment, a fault in the limestone feed system for Plant A’s wFGD system resulted in a short-term increase in pH to 6.0, above the normal operating setpoint of 5.2. Mercury emissions increased synchronously with pH while SO2 control was maintained above 95% (Figure 4). This was likely a “re-emission” event in which some of the oxidized mercury that was collected in the wFGD before the pH exceedence was emitted as elemental mercury during this event. Note that not all periods of pH exceedence were associated with increased mercury emissions, and during this event the wFGD liquor was also in transition from highly oxidizing to moderately oxidizing conditions as measured by oxidation reduction potential (ORP). The time scale of this event is consistent with the characteristic times associated with dissolved mercury residence in the wFGD liquor; this suggests that the excess emissions resulted from perturbations in the dissolved mercury chemistry of the wFGD liquor.
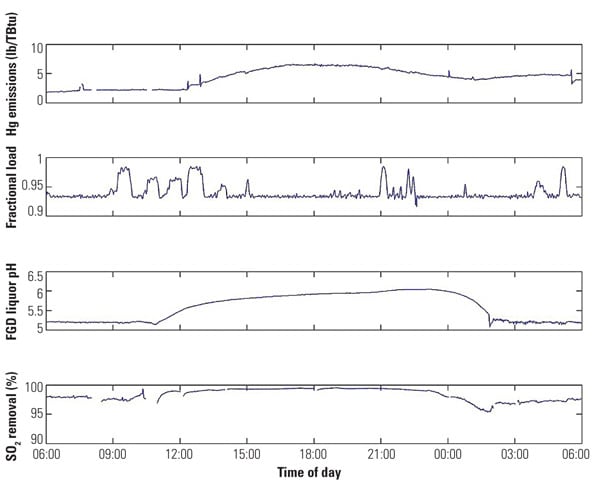 |
| 4. Mercury emissions increased to over 5 lb/TBtu during an apparent re-emission event. Time series of mercury emissions, fractional unit load, wet flue gas desulfurization (wFGD) pH, and wFGD SO2 removal performance during a high–mercury emission event at Plant A are illustrated. Source: Southern Company |
Over the entire 40-month data set, five such re-emission events like that shown in Figure 4 occurred; these lasted for one to six days. During these events mercury emission rates averaged 3.0 lb/TBtu and totaled 5.8 lb. During all these events SO2 removal was greater than 95%. These results lead us to believe that under most wFGD conditions, mercury sequestration chemistry is effective at removing captured oxidized mercury; however, on rare occasions mercury chemistry in the wFGD liquor appears to be upset by external inputs, leading to re-emission events. These mercury emissions did not exceed the mercury input rate, which suggests that only freshly captured mercury is reduced and re-emitted.
Mercury sequestration is not well understood and was not directly observed; the current data suggest that mercury re-emission requires moderate-to-low ORP values.
Mercury Capture During Start-Up
Start-up of utility boilers and the associated AQCS equipment may take 12 or more hours. During this time co-benefit mercury control is limited. Plants A through E start up using oil igniters. During this period, the SCR is fully bypassed in order to prevent catalyst poisoning and potential fire hazards. Full bypass continues until coal firing begins and stable boiler operation is achieved. Operational tie-in of the SCR is initiated by a gradual opening of the SCR inlet dampers. This partial bypass period is required to minimize thermal stress, ammonium bisulfate formation, and acid corrosion. Mercury emissions are elevated until all of the flue gas passes through the SCR (Figure 5). Therefore, these start-up periods could represent a significant portion of a plant’s emissions during a given averaging period.
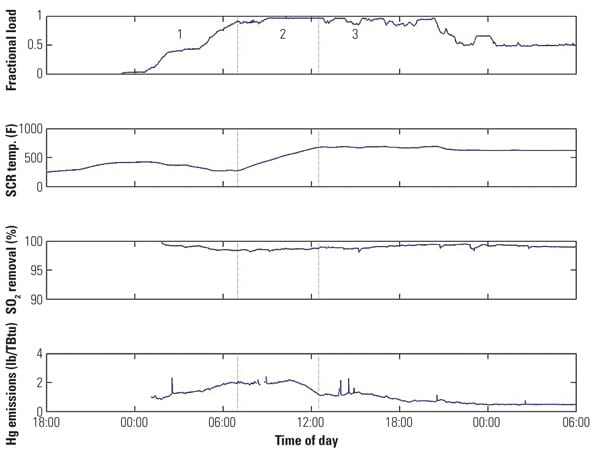 |
| 5. Mercury emissions increased during full and partial SCR bypass. Time series of mercury emissions and process parameters during cold start of Plant B are shown. The three stages of start-up were full SCR bypass, partial SCR bypass, and no SCR bypass. Source: Southern Company |
Co-Benefit Mercury Control Emission Rates
Mercury emissions data may be used to assess the emissions rates that could reliably be achieved over the long term with co-benefit controls. For these analyses, we selected hours during which units were operated at 90% or higher load and air pollution control equipment was operated to achieve 80% or greater NOx control and 90% or greater SO2 control. These data are shown in Figure 6 and summarized in the table.
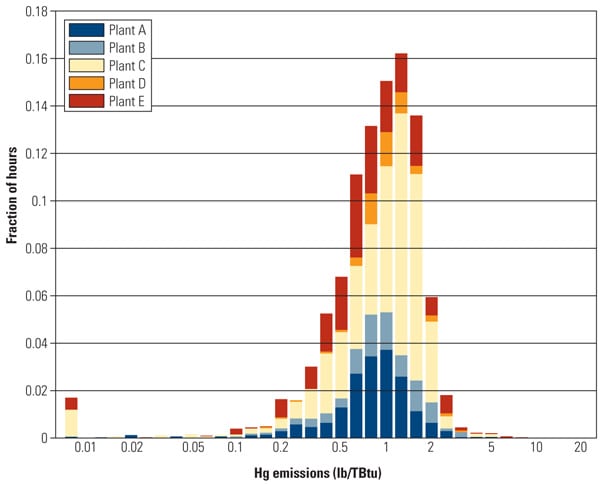 |
| 6. Full-load mercury emissions were generally between 0.5 and 2 lb/TBtu. A histogram of log-scale mercury emissions for hours in the study with minimum 90% load, 80% NOx control, and 90% SO2 control is shown. Source: Southern Company |
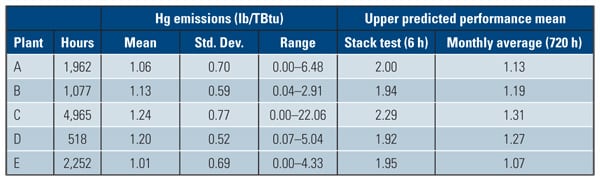 |
| Summary of mercury removal co-benefit results. Mercury emissions and upper predicted performance mean by plant for hours with minimum 90% load, 80% NOx control, and 90% SO2 control. Each plant site burned bituminous coal and is equipped with a single boiler, SCR, air preheater, cold-side ESP, and wFGD system. Source: Southern Company |
We use statistical t-tests to predict the emissions rate that could reliably be achieved at each plant during a compliance test. We apply the independent two-sample t-test for unequally sized samples. Here one sample is the mercury emissions data for the plant, and the second sample is for a compliance test. We assume that the two samples have equal variance. One-sided t-tests can be used to find the upper predicted performance mean, X2,0.99, so that the predicted performance mean will be less than or equal to this value 99% of the time:
X2,0.99 = X1 + t * S * sqrt(1/n1 + 1/n2)
where X1 is the mean of emission data, S is the emission sample standard deviation, n1 is the number of hours of emission data, and n2 is the number of hours of the compliance test. Here t is the one-sided t-statistic given 99% confidence interval and n2–1 degrees of freedom.
This approach assumes that hourly emissions are independent and normally distributed. These assumptions are approximately correct; however, emissions are skewed toward high emission rates, and these are sometimes correlated, for example during re-emission events in which emissions are elevated for a period of one to six days.
This statistical approach may be used to estimate emissions rates for compliance tests on different time scales. For rates determined using three 2-hour stack tests, n = 6. For rates based on a 30-day rolling average, n = 720. X2,0.99 in both cases was estimated for each plant and summarized in the table. The available data capture variability due to variations in Central Appalachian bituminous coal, variations in operation (including load), and uncontrolled variations in the co-benefit process. As expected, short-term tests are more sensitive to variations in emissions and so have higher X2,0.99 values.
Lessons Learned and Future Focus
The availability of long-term mercury emissions data makes it possible for utilities and regulators to make more informed decisions. Our long-term emissions data indicate that the synergistic processes of mercury oxidation in SCR (and the air preheater) units and mercury capture in wFGD (and ESP) units have greatly reduced mercury emissions at plants equipped with co-benefit controls.
Long-term mercury emissions data reveal that co-benefit mercury capture is efficient but variable. The main causes of variability in mercury emissions were changes in mercury oxidation efficiency and sequestration. The key to oxidation efficiency is SCR operation. There may also be instances where the chloride content of bituminous coal is too low to support oxidation. The key to efficient removal is wFGD sequestration, not capture.
Southern Company continues to pursue research on both mercury oxidation and sequestration in order to reduce co-benefit control variability. Because these processes encompass multiple technologies, Southern Company is focused on technology approaches that do not affect the primary process for the SCR (NOx control) and wFGD system (SO2 control).
—Dr. Corey A. Tyree (catyree@southernco.com) is a project manager in Southern Company’s Research & Environmental Affairs group in Birmingham, Ala. Dr. Jonathan O. Allen, PE (jon@ allen-analytics.com) is the principal at Allen Analytics LLC in Tucson, Ariz.