 |
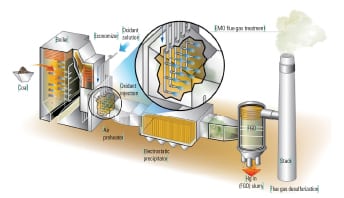
| 1. New mercury removal option. This is a schematic of Shaw’s EMO technology for a typical power plant application. Source: Shaw’s Environmental & Infrastructure Group |
The latest Environmental Protection Agency mercury control limits in the Mercury and Air Toxics Standards present a significant technical challenge to the power industry. Shaw offers a cost-effective process that promotes mercury oxidation and removal in fossil fuel combustion applications that can potentially achieve consistent mercury oxidation above 95%. Shaw’s E&I Group EMO technology provides the industry with an alternative to halogen salt addition and activated carbon injection that can also be used to augment the performance of existing Hg control applications and strategies
Shaw’s Environmental & Infrastructure Group’s (E&I Group’s) EMO technology is a demonstrated and cost-effective process that promotes mercury (Hg) oxidation and removal in fossil fuel combustion applications. The Hg, once oxidized, can be removed by conventional existing air pollution control devices, such as electrostatic precipitators (ESPs), dry sorbent scrubbers, fabric filters, and wet flue gas desulfurization (FGD) systems. Depending upon operating plant application, EMO can potentially achieve consistent mercury oxidation above 95%.
Removing Mercury
Mercury originates as a trace contaminant in coal and other fossil fuel. The U.S. Geological Survey (USGS) has reported average coal-in-ground mercury content of 0.17 ppm (as received basis) for U.S. coal. Depending on the type of coal, average Hg concentrations range from 0.07 (Uinta) to 0.24 ppm (northern Appalacian). On an equal-energy basis, Gulf Coast lignites have the highest input load values, averaging 27 lb/TBtu, and Green River region coal has the lowest, at 6.5 lb/TBtu, according to USGS Fact Sheet FS095-01, Sept. 2001.
 |
|
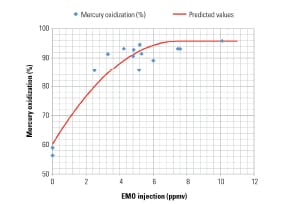
2. Efficient mercury removal. Typical EMO oxidation effectiveness is very high, peaking at about 96%. Source: Shaw E&I Inc.
|
Under the Mercury and Air Toxics Standards (MATS), the overall Hg removal required to achieve the national emission standards for hazardous air pollutants emission limits for coal- and oil-fired electric steam generating units using coal with the range of Hg presented above is 81.5% to 95.6% (38.5% to 85.2% for low-rank coals).
The oxidation state or species of Hg in the post-combustion flue gas is very important for Hg control. During combustion, essentially all of the Hg contained in coal converts to the elemental (Hg 0), vapor phase species. Elemental Hg is volatile and insoluble in water. Oxidized Hg, conversely, is somewhat water-soluble and tends to bind with particulate matter. Hg0 is not well removed by conventional baghouse, sorbent injection, or FGD pollution control technologies. However, the oxidized form (Hg2+) can be effectively removed by conventional downstream particulate control devices and in wet FGD systems.
Overview of EMO Process
 |
|
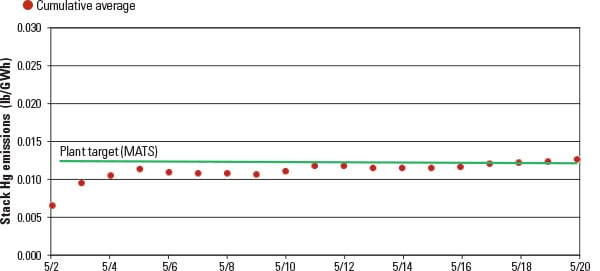
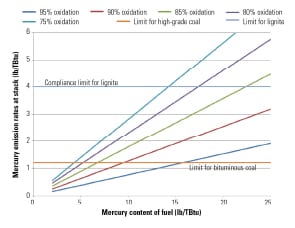
3. Follow the rules. MATS mercury compliance is illustrated at different mercury oxidation levels. Source: Shaw E&I Inc.
|
The EMO process employs a proprietary brominated solution that when introduced into the flue gas promotes conditions in a post-combustion zone that can achieve a high degree of Hg oxidation in the flue gas (Figure 1). Implementation of the EMO technology involves injection of the liquid EMO dosing agent, which is normally stored in tanks prior to injection into the flue gas stream.
EMO is effective at temperatures down to 250F, providing flexibility in the point of application. The injection location is normally into the flue gas ducting downstream of the economizer, with the specific location dependent primarily on coal type and characterization, site-specific system configuration, duct temperatures, and reagent residence time. The optimum location is determined through field testing or by use of computational fluid dynamics and chemical reaction modeling. An array of nozzles is installed in the ducting to provide the required dosing and dispersion. Specific dosing requirements are determined based on load scaling using historical dosing requirements, by directly coupling an Hg monitor to the injection control system, or both.
Factors Influencing EMO Mercury Oxidation
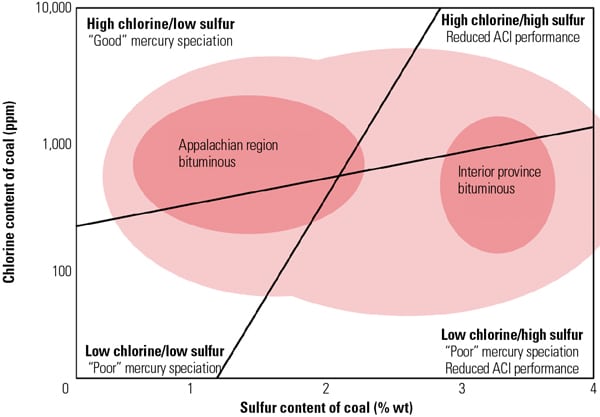
Characteristics that influence Hg oxidation and subsequent control are very different at each boiler, necessitating a case-by-case testing and technology evaluation process. Primary characteristics include type, arrangement, and operation of existing air pollution control technologies, and the type of coal and its constituents. Primary coal characteristics of importance include halogen content (especially chloride), sulfur, ash type, and ash loss-on-ignition (LOI).
Coal contains varying amounts of native chlorides that promote oxidation of Hg0 to Hg2+, and this mechanism frequently provides up to 50% Hg oxidation. The average chloride content (oven dry basis) of U.S. and Canadian coals from selected regions ranges from 90 ppm (Fort Union) to 730 ppm (Eastern), according to industry sources. Powder River Basin (PRB) coal typically contains chloride at less than 200 ppm. Low native coal halogen content results in a low proportion of oxidized Hg in combustion flue gas. Shaw’s E&I Group EMO technology can enhance mercury oxidation beyond levels achievable from naturally occurring fuel source halogens.
The presence of sulfur also will affect technology selection. For example, in cases of high fuel sulfur content, sulfur trioxide (SO3) can be generated in quantities promoting competition between SO3 and Hg for adsorption sites on the fly ash. Formation of SO3 can also occur when selective catalytic reduction (SCR) systems are present. The degree of sorption is influenced primarily by the ash type (the particulate shape and porosity) and LOI. Hg removal is promoted by ash with higher LOI values. Amorphous fine ash formed from the combustion of lower rank coals can effectively absorb oxidized Hg.
Typical EMO Performance
In application, the EMO reagent can achieve a high level of oxidation at flue gas dosing levels of 3 to 15 parts per million on a dry volume basis (ppmvd) in flue gas. Field testing has revealed that the Hg0 response to EMO reagent injection can be dramatic and immediate. EMO solution reacts very quickly and provides rapid Hg control response, allowing for effective process control, and minimizing reagent use. EMO injection rates can be controlled by direct feedback from load, coal feed rate, or mercury continuous emissions monitoring system, or any combination of inputs based on operational preference.
Performance trials are normally conducted by injecting a minimal dose and then increasing the dose rate incrementally to produce a performance curve of mercury oxidation as a function of reagent injection rate. The plot presented in Figure 2 is typical of data collected during a performance trial.
The mercury removal efficiency required to meet the MATS Hg limit can be calculated using the following approach, based on certain assumptions inclusive of the presence of both an ESP and wet FGD in the plant configuration:
- Essentially 100% of the mercury in the coal is converted to elemental mercury at the outlet of the boiler, yielding a mercury mass rate.
- After treatment, either by EMO or other oxidation system, a significant fraction of Hg oxidation efficiency is achieved.
- The ESP removes a significant fraction of the oxidized mercury. The elemental mercury and remainder of the oxidized mercury pass to the wet FGD.
- In the wet FGD, a large fraction of the oxidized mercury is collected and the remaining elemental mercury and the uncollected oxidized mercury passes to the stack.
Figure 3 presents a family of curves that show the calculated emission rate as a function of the mercury content in the coal at prescribed removal efficiencies for an ESP and a wet FGD. For the illustration presented in Figure 3, the calculation is based on the assumption that 50% of the oxidized mercury is removed in the ESP. It also assumes that the FGD will remove 95% of the remaining oxidized mercury introduced at the inlet. These values are optimal but readily and historically achievable in systems burning various types of coal. Figure 3, then, shows the mathematically possible outcomes for various mercury oxidation rates as a function of the mercury content in the coal. Given the performance targets for the ESP and FGD, and using a 95% oxidation level for all elemental mercury, it is possible to reach the 1.2 lb/TBtu MATS emission limit using coal with mercury content up to approximately 16 lb/TBtu.
EMO Performance Trials
Shaw’s E&I Group has conducted more than 15 field demonstration tests at various types of power generating stations to evaluate the performance of EMO under numerous plant conditions with various coal types. These field demonstrations have ranged in duration from seven to 30 days. In these trials, ESP performance has ranged from 28% to 87% Hg removal. Wet FGD control is more consistent, with typical Hg removal between 70% to 95%. Two representative case studies are summarized below.
Case 1: 440-MW lignite-fired boiler. In this field trial, EMO was tested by injecting reagent at the economizer outlet of a 440-MW low-rank coal-fired boiler equipped with a cold side ESP and wet FGD. The baseline oxidation for this unit averaged 52.3% (FGD inlet), with 48.9% total Hg removal across the air pollution control system. Over two days of testing at a 4.9-ppmvd flue gas dosing, 89.7% oxidation was achieved, with 83.8% total system Hg removal.
Case 2: 340-MW PRB-fired boiler. In another field trial, EMO reagent was injected before an SCR unit in a system that also had a downstream air pollution control system that included an ESP and a wet FGD system. Total Hg removal of 93.3% was achieved at a dosing of 10.1 ppmvd at full load. At 60% load, a dosing of 5.3 ppmvd achieved total Hg removal of 94.1%.
Field tests have also confirmed that other pollutants in the native coal do not significantly affect EMO’s performance. For example:
- EMO reagent dosing can be readily adjusted to accommodate coals with high Hg concentrations. EMO achieves high Hg oxidation levels in coals with high Hg concentrations; however, poor performance of a unit’s air pollution control system can be a limiting factor when burning coals with high native mercury content.
- EMO’s performance is not significantly affected by burning low–halogen content coals. EMO technology can accommodate coals with low- to high-halogen content.
- High-sulfur coals do not significantly affect EMO’s performance; that is, the high-sulfur coal does not affect the ability of the EMO technology to oxidize the elemental mercury. In units with wet FGD systems, mercury is removed as expected. However, dry fabric filter collection systems can be a limiting factor for EMO technology in achieving adequate Hg removal for units burning high-sulfur coals.
Other Application Concerns
In EMO field trials, re-emission has not been a significant issue. Re-emission refers to reconversion of Hg2+back to Hg0 within the air pollution control system. Re-emission is primarily an issue when wet FGD systems are used to remove Hg2+ from the flue gas. It is predominately caused by chemical reduction of the Hg2+ within the scrubber to lower oxidation forms that tend to be more volatile and more easily re-entrained into the gas stream exiting the FGD.
Although EMO technology can provide high levels of Hg oxidation, there are some situations where the existing air pollution control system is not capable of achieving the Hg control necessary to meet the regulatory emission standards, and upgrades may be required. Many new wet FGD systems include specification requirements to remove 95% of the oxidized mercury. Performance of dry control equipment, such as ESPs and fabric filter baghouses, is also more variable.
Shaw’s E&I Group has observed promising results where EMO injection was combined with low injection rates of activated carbon. This combination might be applicable where one or the other technologies may not achieve the required Hg emission reductions.
Balance-of-Plant Considerations
The primary balance-of-plant issues identified during field testing include questions regarding corrosion, the injection system, and ash impacts. Halogen corrosion is not anticipated to be an issue, because EMO injections normally contribute a low ppm increase in flue gas halogens. For comparison, a typical power plant combustion gas contains up to 200 ppmvd total halogens. Corrosion is not anticipated to be a significant issue associated with the EMO technology.
Shaw’s E&I Group has gained considerable injection experience in its field test program. Injection is most commonly employed at the economizer exit, where flue gas temperatures favor oxidation reactions and facilitate the dispersion of the EMO reagent into the flue gas.
Analysis of fly ash during EMO testing routinely includes halogens, and U.S. Environmental Protection Agency (EPA) toxicity characteristic leaching procedure (TCLP) for metals including Hg. TCLP results for Hg from all trials have been below the EPA toxicity characteristic limits.
EMO Advantages
Shaw’s E&I Group EMO technology can provide an effective option for flue gas Hg control within the power industry. It can be implemented to meet the MATS Hg limit without adding or modifying air pollution control systems. In application, Hg removal responds very quickly to changes in dosing, which provides a smooth transition when changes occur in unit load or coal Hg content. EMO is also cost-effective when compared to alternative technology options because users can optimize the dosing rate to ensure compliance while minimizing reagent consumption.
— Randall Moore (randall.moore@shawgrp.com) is a director of technology and Kevin Jackson, PE (kevin.b.jackson@shawgrp.com) is a senior scientist for Shaw’s Environmental & Infrastructure Group. Shaw’s E&I Group EMO technology is patent pending.