The Mercury and Air Toxics Standards will soon force many coal-fired plants to install mercury-specific emission control equipment. Planners can use particular characteristics of a plant to quickly screen for the best mercury removal technology.
Barring successful legal challenges, the U.S. Environmental Protection Agency (EPA) has mandated that utility boilers achieve compliance with new Mercury and Air Toxics Standards (MATS) by April 2015. While site-specific extensions of up to one year may be granted in certain situations, the majority of facilities are expected to upgrade their flue gas–handling systems to meet the new standards on a timely basis. MATS is primarily intended to address mercury emissions, although other hazardous air pollutants (HAPs), such as acid gases (for example, hydrocholoric acid and hydrofluoric acid), heavy metals (such as arsenic and lead), dioxins, and furans, are also targeted.
Unlike particulate, SO2, and NOx contaminants that can normally be captured quite consistently with dedicated equipment, the performance of mercury control technology is highly dependent on multiple factors, particularly coal composition and existing flue gas treatment equipment. As a result, the most cost-effective and reliable upgrade option will often be site-specific.
This article outlines common factors affecting mercury capture performance and presents a generalized asset-based approach for identifying basic upgrade requirements. The strategy focuses solely on mercury control. Upgrades to address other regulations, including updates required by the currently vacated Cross State Air Pollution Rule (CSAPR) and future National Ambient Air Quality Standards (NAAQS), are not addressed.
Brief Review of Mercury Speciation
A major consideration in the design of a mercury control process is the chemical state of mercury at the boiler exit, known as its “speciation.” Mercury vapor typically takes on three forms: particulate-bound (Hgp), oxidized mercury (Hg2+), and elemental mercury (Hg0). The distribution among the three forms is dictated by many factors, such as coal type, combustion process, and subsequent gas treatment steps. A good knowledge of these factors is critical in determining mercury removal equipment requirements.
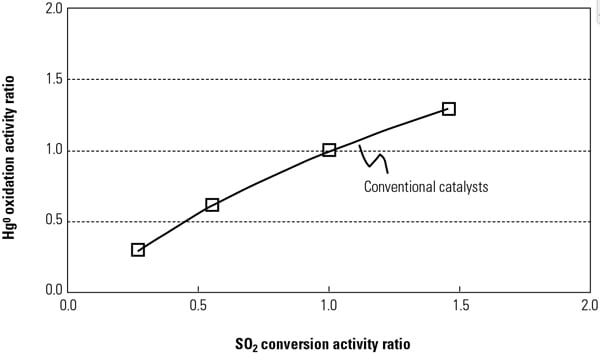
Hg0 is generally very difficult to capture in flue gas. By comparison, Hg2+ and Hgp are more easily collected using conventional wet or dry flue gas treatment systems. The only proven approach to achieving reasonable overall removal efficiencies is to promote low levels of Hg0 in the flue gas at the boiler exit and, if necessary, convert most of the Hg0 to either Hg2+ or Hgp upstream of the main gas-cleaning equipment. The latter approach is an essential part of the mercury emission control design strategy for the flue gas system; the former is primarily a function of the boiler fuel source.
Impact of Coal Type
The type of coal or coal blend used by a facility can greatly affect the resulting distribution of mercury species in the flue gas and the potential for subsequent conversion in downstream treatment equipment.
In terms of mercury speciation, the three most important characteristics of coal are its chlorine (Cl) and sulfur content and its tendency to produce fly ash with high levels of unburned carbon (UBC). High-chlorine coals (producing 500 to 2,000 ppm Cl in the flue gas) generally promote the formation of Hg2+, which is beneficial. Fly ash with high UBC generally increases the concentration of Hgp, which is also beneficial.
Higher-sulfur coals that produce more SO2 in the flue gas do not directly impact mercury speciation but can interfere with the potential of other components, including chlorine, to oxidize mercury. While UBC in the flue gas is a function of several boiler operational variables (including load and fuel/air distribution), bituminous coals normally produce higher levels of UBC than subbituminous coals, which in turn produce higher levels than lignite. Other coal-related characteristics, such as catalytic metal content and even water vapor (which can have oxidation interference similar to SO2), would also affect mercury speciation, though typically to a lesser degree.
The chlorine and sulfur contents of bituminous, subbituminous, and lignite coals found in the continental U.S. are generally well documented. Representative distributions are illustrated within four approximate composition “quadrants” corresponding to combinations of high or low concentrations of both sulfur and chlorine in Figures 1, 2, and 3. As noted, the high-chlorine/low-sulfur quadrant is typically the most beneficial for mercury speciation and adsorption with activated carbon. The low-chlorine/high-sulfur quadrant is the most problematic, and the remaining quadrants have the corresponding mixture of speciation and adsorption characteristics.
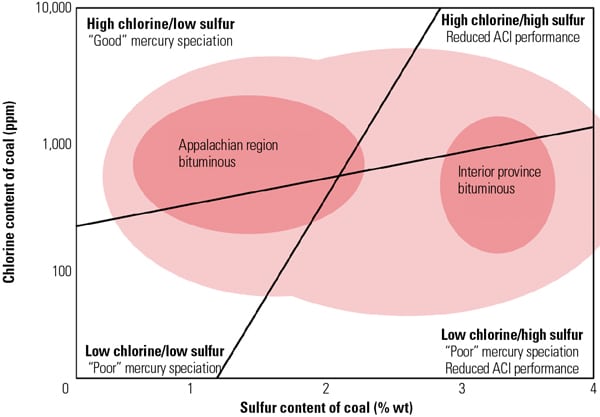 |
| 1. Distribution of common U.S. bituminous coals, with medium to high unburned carbon (UBC). Source: Hatch Consultants Inc. |
 |
| 2. Distribution of common U.S. subbituminous coals, with low to medium UBC. Source: Hatch Consultants Inc. |
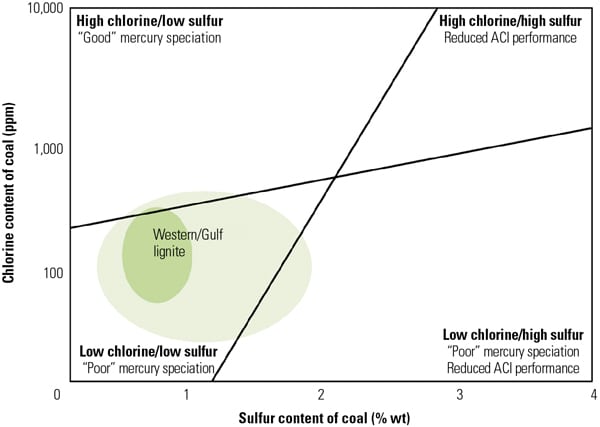 |
| 3. Distribution of common U.S. lignite coals, with low UBC. Source: Hatch Consultants Inc. |
Although extreme variations in coal composition exist, most bituminous coals produce exhaust gas with fairly well-oxidized mercury compositions and high levels of UBC. Lower-sulfur Appalachian bituminous coals generally have higher mercury oxidizing potential, and interior province bituminous coals have a somewhat reduced potential. Subbituminous coals, including Powder River Basin (PRB) coal, have lower mercury oxidizing potential owing to lower chlorine content and less UBC in the fly ash (though sulfur levels are also typically much lower, which allows for downstream gas-conditioning options). Lignite coals normally have the lowest oxidizing potential of all coals, with very low levels of chlorine and production of low-carbon fly ash. This family of coals normally requires more extensive mercury upgrades to achieve reasonable collection efficiencies.
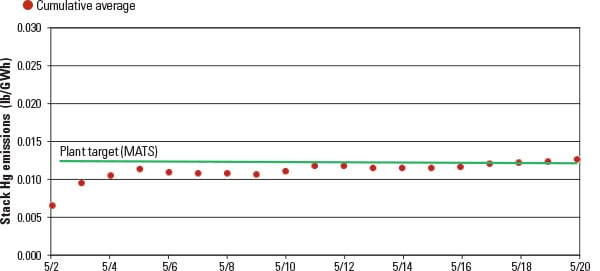
MATS compliance will require the average plant to attain an outlet mercury concentration of no more than 1.2 lb/TBtu (4 lb/TBtu for lignite), which corresponds to a collection efficiency of approximately 90% (80% for lignite). However, it is possible for certain plants with access to very low mercury content coals to achieve compliance with existing equipment at much lower collection efficiencies.
For example, facilities that do not have a scrubber may be able to meet standards simply on a mass balance basis by switching to low-mercury coal (though the coal will also likely need to be low chlorine and, to comply with likely future CSAPR regulations, low sulfur). Another short-term strategy could involve facilities with existing high-efficiency SO2 gas-scrubbing switching to higher-chlorine coals to enhance mercury collection, without exceeding acid gas HAP regulations. Consequently, the demand for these unique coal types is likely to increase for a period of time before more stringent “second-generation” mercury regulations or rule changes mandate capital improvements.
Understanding the impact of coal type on mercury removal is an important consideration in selecting mercury control equipment, but a facility’s fate is not entirely bound to its fuel.
Options for Enhancing Hg2+ and Hgp Speciation
Post-combustion mercury speciation can be significantly altered by several means. The required extent of conversion to oxidized or particulate-bound mercury is dictated by the desired degree of mercury control, the installed gas treatment equipment, and the system upgrades (if any) being considered. The intent is to allow the downstream gas treatment equipment to best capitalize on the mercury speciation profile and maximize the degree of capture.
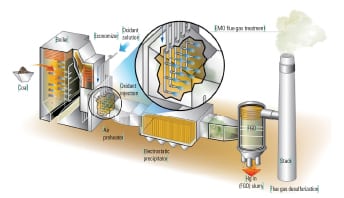
Options for enhancing mercury collection efficiency have been documented extensively in the literature. A summary of the more common options, categorized for particulate-bound and oxidation-based conversion routes, is depicted schematically in Figure 4 with a list of accompanying advantages and risks.
 |
| 4. Many paths to compliance. Summary of the challenges and opportunities for improving Hg collection from plant stacks. Courtesy: Hatch Consultants Inc. |
As noted, wet limestone and lime flue gas desulfurization (wet FGD) based systems are particularly suited for capturing oxidized mercury. For example, a facility using higher-chorine/lower-sulfur fuels, with an installed selective catalytic reduction (SCR) unit to enhance oxidation and a downstream wet FGD system would achieve excellent mercury control (likely in excess of 95% capture), but it would need to run the SCR year round and closely monitor scrubber chemistry to prevent re-release of mercury from the scrubbing liquor. If coal chlorine levels happen to be lower, halogen injection could be used to restore oxidation potential.
Dry FGD systems, particularly those equipped with baghouses, circulating dry scrubbers, spray dryers—and, to a lesser extent, electrostatic precipitators (ESPs)—can be effective at capturing particulate-bound mercury, in addition to having reasonable oxidized mercury capture efficiencies. An example of an effective dry system would be an Appalachian bituminous coal-fired boiler coupled with an activated carbon injection (ACI) system upstream of a baghouse. If only higher-sulfur bituminous coals are available, the detrimental impact could be partially offset via dry sorbent injection, which can be easily installed in tandem with ACI equipment (see sidebar “Three Site-Specific Sorbent Injection Options”).
Systems having both wet and dry gas-cleaning equipment can achieve the combined benefits of both sets of options and generally attain higher degrees of mercury capture. This approach may be necessary for facilities using particularly difficult coal types, including certain grades of lignite.
The relationships in Figure 4 illustrate the synergy that can be achieved by coupling two or more mercury reduction unit operations. With this general set of relationships established, it is now possible to construct a road map outlining a range of equipment combinations that satisfy mercury reduction requirements.
Matrix of Mercury Control Upgrade Options
The development of a comprehensive asset-based methodology is a very large undertaking, requiring the evaluation of a vast number of equipment combinations, fuel grades, and other complex process factors. A summary matrix of the results of the asset-based approach is shown in the table. The purpose of this table is to highlight the range of equipment configurations capable of achieving mercury reduction targets and to allow users to identify the most attractive upgrade alternatives for their site on a qualitative basis.
Using the summary table is very straightforward:
- Define the coal type: The coal is defined in Step 1 (upper three rows of the table). The coal type is specified as bituminous, subbituminous, or lignite, and the levels of sulfur and chlorine in the coal are defined as high, medium, or low (coal grades/blends in between these broad definitions will require some interpolation of the results).
- Determine whether existing equipment configurations are suitable: Some facilities may be able to achieve MATS compliance with common gas-cleaning equipment already installed to control other pollutants such as particulate matter, SO2, and NOx. Suitable existing equipment configurations are represented by the numbered columns in Step 2 (middle rows of the table) for a given coal composition. Note that for some coal compositions, no existing configurations are suitable and mercury-specific equipment upgrades are required, as specified in Step 3.
- Identify upgrade options, if required: Upgrade equipment configurations are represented by lettered columns in Step 3 (bottom rows of the table). Each configuration can be expected to achieve, on average, the required reduction in mercury emissions for MATS compliance.
For example, a facility firing high-sulfur, high-chlorine, interior province bituminous coal would have five existing combinations of equipment that would preclude the need for any specific mercury control upgrades:
- Circulating dry scrubber with baghouse.
- Baghouse with wet flue gas desulfurization (both systems).
- Spray dryer absorber with baghouse (both systems).
- Selective catalytic reduction with a cold electrostatic precipitator and wet flue gas desulfurization (all three systems).
- Selective catalytic reduction with a hot electrostatic precipitator and wet flue gas desulfurization (all three systems).
If the facility did not have any of the above combinations of equipment, there would only be one clear upgrade strategy, namely to install upgrade option “A”—activated carbon injection with a baghouse (one or two upgrades, depending on whether the facility already had a baghouse).
Conversely, a facility firing medium-sulfur, medium- to low-chlorine lignite coal would not be able to reliably achieve MATS compliance with existing common gas-cleaning equipment and would need to consider one of four possible upgrade strategies:
- A: Combined activated carbon and halogen injection with a baghouse and spray dryer absorber.
- B: Combined activated carbon and halogen injection with a circulating dry scrubber.
- C: Combined activated carbon and dry sorbent injection with a baghouse and wet flue gas desulfurization.
- D: Combined halogen and dry sorbent injection with a baghouse and wet flue gas desulfurization.
The selected upgrade route would primarily depend on any existing installed equipment. In this case, the use of SCRs or cold/hot ESPs may partially enhance mercury collection, but this equipment is considered optional, as the impact would be small and would not likely make a significant difference in achieving the 90% mercury reduction target.
A quick review of the table reveals a number of important trends:
- Coal type plays an extremely important role in defining the available options for mercury control. As we move from higher- to lower-chlorine coals, the possibility of achieving high collection efficiencies with common (existing) gas cleaning equipment soon dissipates. This is evident by the absence of E options for these cases in the table. Similarly, coals producing lower carbon fly ash require more U options, also evident in the table entries.
- All else being equal, baghouses are better suited for mercury capture than ESPs. ESPs using SO3 as a flue gas–conditioning agent (to meet stack opacity requirements) are at a further disadvantage. ESPs are really only relevant for mercury control with certain high-chlorine coals, though even in these cases, baghouse collection efficiencies are still much higher.
- The need for halogen injection to offset lower chlorine concentrations in the flue gas (and dry sorbent injection to reduce high sulfur) can be seen in the upgrade cases for lower chlorine/higher sulfur coals and more so for coals producing lower carbon fly ash. Mercury control for lower-ranked coals is currently the focus of much research and will drive the development of alternative sorbent technology in the years to come.
The table is most effective when used to compare the relative merit of different equipment configurations for the particular characteristics of a given facility (with all other factors being equal), or to illustrate the impact of common fuel variables on mercury collection performance. In many situations, the table can be used in helping a facility decide the best path forward to meet mercury reduction targets. However, it is important to keep in mind that upgrades should always be evaluated after consideration of all site-specific factors, including achieving compliance with regulations for other common pollutants, layout constraints, and economic considerations. In some cases, additional test work will be required to verify some of the upgrade scenarios, including piloting trials and/or compilation of site data from similar facilities. (Download a high-res pdf of this table.)
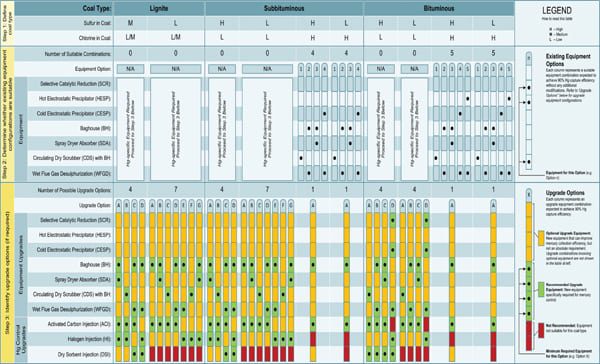 |
| Matrix of Hg control equipment options. A number of assumptions are implicit in constructing the matrix, such as using only equipment combinations that are expected to achieve at least 90% total mercury collection efficiency (80% on lignite). Also, there are several factors that can influence activated carbon injection (ACI) adsorption efficiency that are not accounted for in the analysis, such as using treated sorbents (considered as separate options), flue gas temperature and composition, mercury concentration and composition, fly ash composition (for example, levels of unburned carbon, loss on ignition, and catalytic metal content), flue gas residence time and degree of turbulent mixing at ACI injection area, and flue gas quench rates (wet systems). Other minor factors related to collection efficiency also are not accounted for in the analysis, including the impact of water vapor in the boiler exhaust, which can inhibit the formation of Hg2+ by scavenging the chlorinating agents. A comprehensive site-specific assessment should be conducted to confirm achievable mercury collection efficiencies. Courtesy: Hatch Consultants Inc. |
China Embraces Mercury Reduction
Strict control of mercury and other hazardous air pollutants is becoming more important in the national environmental strategies for most countries, especially emerging economies where capacity is rapidly expanding. Although most U.S. projects involve retrofitting equipment on existing assets, nations like China have started to design and incorporate mercury control into greenfield projects from the ground up. That means those projects will have the advantage of designing the new plant’s gas-handling system to promote mercury removal from conception, rather than as an add-on. This experience is quickly moving Chinese vendors to the forefront of mercury control technology development.
China Huaneng Clean Energy Research Institute Ltd. (CERI), a division of state-owned China Huaneng Group, is a good example of an equipment supplier with a research-oriented mercury control focus. China Huaneng Group has a total installed capacity of about 115 GW, which ranks as the largest in Asia and the second-largest in the world. As an example, mercury removal upgrades were recently completed at its Huaneng Beijing Cogeneration Power Plant (HBCP).
One of CERI’s current areas of expertise is the development of monitoring and control systems to maximize mercury removal with conventional flue gas–cleaning equipment using “coordinated optimization.” The company is heavily involved in research and development with lower-mercury coals but also designs and supplies conventional ACI mercury removal systems for facilities with higher-mercury coals (Figures 5, 6, and 7).
 |
| 5. Cleaning up stack gas. CERI testwork on wet flue gas desulfurization (FGD) at the Huaneng Beijing Cogeneration Power Plant (HBCP). The wet FGD system was supplied by a third party. Courtesy: Hatch Consultants Inc. |
 |
| 6. Front-end treatment. The programmable logic control, instrumentation, and reagent dosing silo for precombustion mercury control at HBCP are visible. Courtesy: Hatch Consultants Inc. |
 |
| 7. Additive storage. This is the reagent addition system at HBCP. Courtesy: Hatch Consultants Inc. |
Low-mercury coals provide additional opportunities for low-cost compliance, because removal efficiencies do not need to be as high. One such approach under development is the addition of calcium bromide or other additives directly to the fuel coal or in the primary air to the burners. Another approach being implemented involves the addition of reagent to circulation water and/or the flue gas upstream of the plant’s wet FGD equipment. CERI is currently conducting tests with the overall goal of identifying operational parameters that maximize the mercury remove effectiveness of each of these strategies.
—Dr. Michael Trovant (mtrovant@hatch.ca) is a Toronto-based consultant specializing in flue gas handling and other gas quality control applications at Hatch Consultants Inc.