Wear and leakage are common maintenance problems that result in pump discharge pressure dropping below optimum levels and reduced pump efficiency. Converting pumps to mechanical seals eliminates fretting or grooving of the shaft and provides for easier pump maintenance. By converting to mechanical seals, a plant also avoids incurring expenses associated with the replacement of sleeves and shafts.
Preparing large circulating pumps for this conversion can be challenging because of the size of the pumps or space restrictions. Sometimes it’s impossible due to the extent of repairs that may be required beforehand if the pipe has severe corrosion. Fortunately, field service crews are finding they can overcome these challenges by making repairs on site using portable machining tools developed for precision, power, and their ability to work in restricted spaces.
Portable machine tools are proving to be valuable assets in the drive to reduce plant downtime and streamline the repair process, which was the case recently at a coal-fired generation facility in northeast Oklahoma.
Circulating pumps at the coal-fired facility were to be converted to mechanical seals from traditional packing to prevent wear on pump shafts and better control leakage (Figure 5). Over time, traditional packing caused wear on the pump shaft because there was contact while the shaft was rotating. The packing then required frequent maintenance — either adjustment and/or frequent replacement — so the pump could achieve maximum efficiency without reduction in head. Converting the pumps to mechanical seals was expected to extend mean time between pump maintenance schedules and provide for more trouble-free maintenance.

5. OK pump needs work. A power plant located in Oklahoma decided that upgrading its circulating water pumps to mechanical seals would be less expensive than replacing sleeves and shafts. Courtesy: Climax Portable Machine Tools
Inspection Reveals Corrosion and Misalignment
The plant manager called Nick Hughes, vice president of field services for J-S Machine & Valve, to handle the conversion project. During inspection, Hughes found the pump casings were severely corroded around the stuffing box faces, which would be used as a gasket surface for the mechanical seal. The stuffing box face had to be realigned and machined to provide a flat true surface for the gasket before the new mechanical seals could be installed. The size of the pump — more than 11 feet deep — posed another challenge.
In order to prepare the plant’s pumps for new mechanical seals, Hughes needed to machine the pump casing and keep the gasket surfaces perpendicular to the pump shaft/bore within 0.0004 inch. Hughes concluded that the only way to successfully complete this repair would be to machine the pumps in place. He determined he needed a tool long enough to reach from one end of the pump to the other and rigid enough to ensure a precision cut.
The Right Tool for the Job
Lathes are often used to turn and machine new parts for pumps; however, because of the amount of work required and the pump’s depth, for this project Hughes opted to use a BB5000 portable boring machine manufactured by Climax Portable Machine Tools. The boring machine included a six-foot bar, but for this particular project, he rented one of Climax’s longer boring bars and a heavy-duty facing attachment.
The BB5000 does line and blind boring in cramped places where other tools won’t fit and generates more torque than comparable tools Hughes has used. Its specially designed inside-diameter (ID) bearing mount brackets have a wide mounting range, and the ability to easily install and adjust the mount from the open face portion of a bore simplifies centering the mounts in the bores (Figure 6). In addition, the heavy-duty facing head attachment has a high removal rate to handle large-diameter facing jobs and can achieve a flatness of 0.003 inch over 20 inches. To expedite delivery, Climax shipped the tools to him overnight.
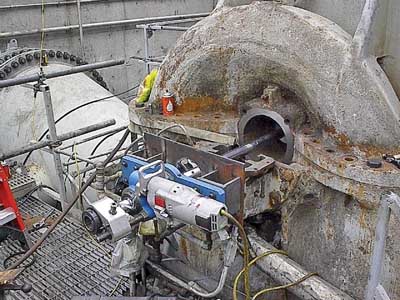
6. Close tolerances. The pump casing gasket surfaces needed to be machined in-place within 0.0004 inch normal to the pump shaft bore. Courtesy: Climax Portable Machine Tools
Machining Pumps in Place
To position the 12-foot bar from one end of the pump to the other, a J-S machinist had to get inside the pump to set up the ID bearings. With the top half of the pump casing off, the bar was set in the bore with ID bearings. After the top was put back on, mounts were made to put the adjustable bearing on the outboard ends of the pump, allowing the bar to be adjusted and the drive and feed hooked up. The bar was set up and aligned with a dial indicator so that it was perpendicular to the shaft and parallel with the installed bearings. The surface was then cut with a facing attachment — one on each side of the pump. This set-up avoided misalignment of the mechanical seal.
Typically, converting pumps to mechanical seals can take up to 80 hours, but because Hughes was able to conduct the repair on site, the project was completed within 25 hours, saving a substantial amount of time and labor (Figure 7).

7. Time is money. The repair was completed in under 25 man-hours, far fewer than the typical 80 man-hours, because the repair was completed on site. Courtesy: Climax Portable Machine Tools
As the demand for power grows, plant managers are being driven to find more efficient and cost-effective methods for streamlining repair and maintenance processes in order to reduce plant downtime. As this project demonstrates, on-site repair using precision portable machine tools offers significant advantages and enables plants to get back online faster.
— Contributed by Andy Becker, vice president of Business Development and Marketing at Climax Portable Machine Tools.