With commercial operation of Madison Unit 3, Cleco Power now claims bragging rights for owning the largest 100% petroleum coke–fired circulating fluidized bed power plant in North America. For using readily available fuel in an environmentally attractive manner, adopting fuel-flexible combustion technology, balancing the utility’s generation portfolio, and adopting an innovative fuel-handling system design, Madison Unit 3 is the winner of POWER’s 2010 Marmaduke Award for excellence in operation and maintenance. The award is named for Marmaduke Surfaceblow, the fictional marine engineer and plant troubleshooter par excellence.
Cleco Corp. has provided electricity for customers in central Louisiana since 1934. Today, Cleco Power LLC (Cleco) owns 2,532 MW of generating resources through the regulated business that serves about 277,000 customers in central Louisiana and another 1,355 MW through the unregulated assets owned by Cleco Midstream Resources. With the start-up of a new flex-fuel unit in Louisiana, the utility has positioned itself to continue providing low-cost, reliable electricity for years to come while solving multiple asset management problems.
Cleco, like many other utilities, found itself with aging assets and an unbalanced mix of generating resources, leaving it vulnerable to a wildly fluctuating natural gas market. By 2004, Cleco predicted two events would occur in the next few years given the fuel mix of its asset portfolio. First, the company was expected to be short of capacity in about six years, and second, it was relying on natural gas to produce about 70% of its power needs. Meanwhile, its newest solid fuel plants were no longer new. Dolet Hills, jointly owned by Cleco and AEP SWEPCO, a 650-MW lignite-fired plant, which went into commercial service in 1986, was the most recent solid fuel plant constructed by Cleco. Prior to that plant’s start-up was the Wyoming coal–burning 550-MW Rodemacher 2 (jointly owned by Cleco, Louisiana Energy and Power Authority, and Lafayette Utilities System), which entered commercial service in 1982. Unit 1, a 440-MW plant fired by natural gas or low-sulfur fuel oil, was completed in 1975.
A new integrated resource plan was developed that would not only balance Cleco’s asset portfolio but also improve overall system efficiency while containing rising fuel costs. The plan also required significant structural changes to and investment in the company’s asset base, such as:
- Removing an obsolete 300-MW, natural gas–fired, simple-cycle unit from the generation fleet in 1998.
- Purchasing a 50% ownership in the 1,160-MW Acadia Power Station (Unit 1), a high-efficiency, gas-fired combined-cycle plant, in February of this year. Entergy Louisiana LLC, a subsidiary of Entergy Corp., currently has a sale pending for Unit 2 and 50% of the common assets. Cleco operates and maintains the plant.
- Announcing in July 2005 the planned construction of the new $1 billion, 600-MW net Madison Unit 3 solid fuel–fired plant, which entered commercial service in February 2010 (Figure 1). Key plant construction milestones are summarized in Table 1.
 |
| 1. Best in class. Cleco Power spent about $1 billion to construct the 600-MW Madison Unit 3 solid fuel–fired unit, which entered commercial service in February 2010. Madison Unit 3 is the largest circulating fluidized boiler plant in North America that burns 100% petroleum coke. Lake Rodemacher (also known as Cleco Lake) is used by sportsmen and provides cooling water for the three units at the plant. Courtesy: Cleco Power |
 |
| Table 1. Madison Unit 3 key dates. Source: Cleco Power |
According to Bill Fontenot, group vice president of Cleco Power, the entire plan was carefully orchestrated to achieve Cleco’s urgently needed fuel balance and generating efficiency goals. There was no turning back after the older plants were removed from service, placing Cleco 800 MW to 900 MW short of demand until the new units were added to the system either by acquisition or construction. In the meantime, expensive market purchases of electricity were required to fill the gap between supply and demand.
“Rodemacher 3 [now Madison Unit 3] is key to our strategy to be self-sufficient in our power supply and increase our fuel flexibility,” said Mike Madison, president and CEO of Cleco Corp. when speaking about the commissioning of the new unit. “Having the capability to use multiple solid fuels including biomass will help us lower customer fuel costs and give us the potential to use alternative fuels to generate power.”
Rodemacher Power Station was renamed the Brame Energy Center in honor of Scott O. Brame, former chairman of the board and CEO of Cleco on June 15, 2010. Also, Unit 1 was renamed Nesbitt Unit 1, and Rodemacher 3 was renamed Madison Unit 3. Rodemacher 2 retained its original name.
Today, with Acadia and Madison Unit 3 in operation, Cleco is in the enviable position of having about 300 MW in excess capacity with a well-balanced fuel mix. By the end of 2010, that mix is expected to be 52% solid fuels, 39% natural gas and oil, and 9% purchased power.
“Commercial operation of Rodemacher 3 is the culmination of six years of hard work,” said Madison. “Our focus, determination, and resilience have brought us to a memorable point in our company’s 75-year history.”
Site Selection Made Easy
Cleco surveyed a number of locations for its 600-MW solid fuel–fired plant during the early planning process. Although several locations were deemed suitable, the site of the existing Rodemacher power plant (now Brame Energy Center) was the consensus selection.
The Brame Energy Center is located on a 6,000-acre site in Lena, near Boyce, in central Louisiana and about 120 miles north of the Gulf Coast as the crow flies. Lake Rodemacher, a 3,000-acre man-made lake is a favorite for local sportsmen, offering both recreational boating and fishing, especially for largemouth bass. However, the lake’s primary purpose is to provide cooling water for the two existing generating units. Not coincidentally, the lake also had sufficient cooling capacity for another 600 MW.
Another big plus for the existing site was its access to waterborne transportation from the Gulf Coast and low-cost interconnection and delivery into the Cleco transmission system.
Picking Petroleum Coke
The key design strategy for Madison Unit 3 was fuel flexibility; the plant was not to be forever dependent on a single fuel, as with past plant designs. A fuel sourcing study found that petroleum coke, a solid residue by-product of the crude oil refining processes, is abundant and readily available in the Gulf Coast region, so it became the chosen fuel because of its quality, relative inexpensiveness, and plentiful supply.
Petcoke may be literally the “the bottom of the barrel” of the refining process, but it is a residue that is high in carbon content and low in hydrogen. Also, petcoke is almost free of ash—a definite advantage over western coals and lignite, which can contain more than 12% ash.
Petcoke is formed in the crude oil refining process. After all the light- and medium-weight hydrocarbons have been cooked off, the remaining heavy residual oil is thermally “cracked in a coker” to remove any remaining hydrogen-rich oils. What remains is a solid residue called petroleum coke, which is about 85% carbon and high in sulfur. This solid fuel has a heating value of about 6 million Btu/barrel equivalent, just under the energy density of a typical No. 6 fuel oil or about 14,000 Btu/lb.
Petcoke is also much less expensive than the alternatives and typically averages about $2/million Btu delivered, a fraction of the cost of western subbituminous or eastern bituminous coals delivered to the Gulf Coast or even locally available lignite. Given that the cost of fuel is around 50% of the life-cycle cost of a new solid fuel–fired plant, the low cost of petcoke drove the combustion technology selection. “Current projections of natural gas prices show this proposed unit has the potential to save our customers more than $4 billion over 30 years,” said Madison.
The Gulf Coast produces around 24,000 metric tons (mt) of petcoke annually, and about 19,000 mt are exported to other states or internationally from 14 different Gulf Coast refineries. All the refineries that produce petcoke along the Gulf Coast are equipped with dock facilities and favor water-borne deliveries by barge. The fuel is readily available at market rates for delivery by water directly to the existing Rodemacher site.
Fuel flexibility that included burning petcoke made selecting CFB technology a slam-dunk, Fontenot says. Although petcoke is the primary fuel today, the plant was designed to also burn Illinois #6 coal, Powder River Basin coal, and lignite. The CFB boilers can also burn a variety of biomass fuels should renewable portfolio standards require doing so, or if biomass opportunity fuels become cost effective in the future. Cleco has studied using woody biomass as a potential fuel, because the project is located in a timber-rich area.
Meeting Regulatory Rules
There is good news for petcoke users, at least for the short term: The Environmental Protection Agency (EPA) does not consider petcoke to be a “fossil fuel” under its emissions standards for new power plants, but rather a by-product of the refining process, a “waste” that also happens to be a good fuel. Plants that can use petcoke have a substantial advantage, as noted by the short period of time required for permitting Madison Unit 3 (see Table 1) over those attempting to gather permits for a new, conventional coal-fired plant. For petcoke, emissions limits are based on best available control technology (BACT) for the facility to satisfy the EPA’s stringent air quality regulations.
To adhere to Cleco’s fuel flexibility design requirement and meet BACT requirements, Cleco selected two 50%-sized CFB boilers supplied by Foster Wheeler Corp. to burn the petcoke in an environmentally acceptable manner (Figure 2). As part of the CFB design, limestone is mixed with the petcoke in the CFB bed in order to promote complete combustion and “scrub” the petcoke of sulfur. Because the firing temperature in the CFB is kept below 1,600F, thermal NOx does not form. Table 2 summarizes the key performance data for Madison Unit 3.
 |
| 2. Erector set. This photo shows the preassembled reheater module being lifted into place. In the background, the cyclones are already in place. The cyclones were fabricated in two vertical halves, lifted into place, and then welded. Courtesy: Cleco Power |
 |
| Table 2. Key Madison Unit 3 performance parameters. Source: Cleco Power |
Beyond the CFB, Foster Wheeler provided additional flue gas treatment, including a selective noncatalytic reduction system to reduce NOx emissions and a dry lime scrubber to complete the SOx removal process. Provisions for activated carbon injection for mercury control are included in the plant design, should the regulatory requirements for controlling mercury from petcoke-fired plants change. As a final treatment step, a pulse jet fabric filter polishes the exhaust gases, removing at least 99.9% of the remaining fine particulates (Figure 3).
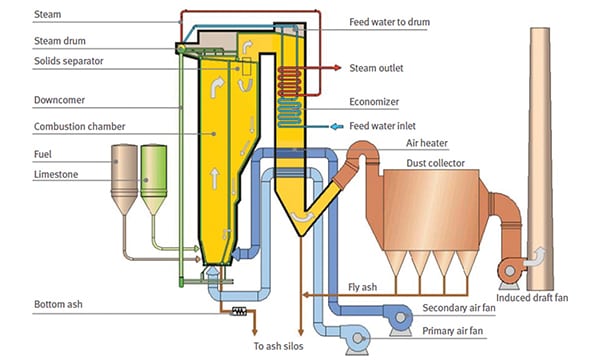
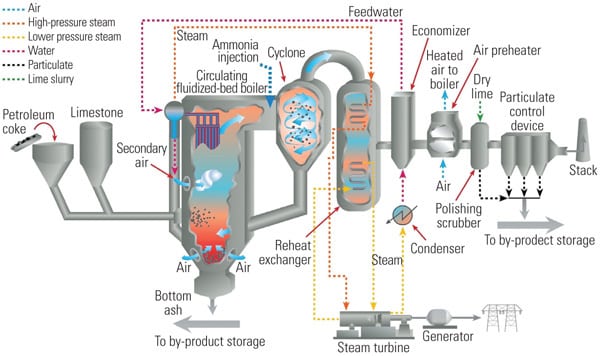 |
| 3. The art of burning petcoke. Petcoke is crushed to about ¼-inch diameter, mixed with crushed limestone, and gravimetrically metered as it is injected into the circulating fluidized bed (CFB) combustor. As the solid mixture rises, it ignites and begins a controlled “slow burn” based on the quantity of air injected. The slow burn process maintains temperatures below 1,600F to minimize NOx formation, and the limestone removes about 90% of the SO2. The fuel particles become lighter as they burn, move higher in the combustor, and constantly move in a fluid-like motion. The cyclones remove the solid particles from the gas stream and reinject them back into the combustor and provide additional residence time to complete combustion. Aqueous ammonia is injected at the cyclone inlet to further reduce NOx produced in the furnace. Water flows through the cyclone and into the drum. Saturated steam leaving the drum then flows across the roof tubes, through the cyclone outlet duct and into the convection pass cage, into the primary superheater, then into the intermediate and finishing superheaters. The intermediate and finishing superheater are pendant sections or wing walls in the furnace. After passing through the reheater/primary superheater, economizer, and tri-sector air heater, the flue gas enters an air quality control system. There it travels downward through a polishing dry scrubber that reinjects a fly ash that is still rich in calcium oxide (CaO) with spraywater to absorb additional SO2. Following the scrubber, the flue gas passes through a baghouse containing fabric filters to further clean the gas before it is sent up the stack. Solid material, consisting primarily of ash and calcium sulfate (CaSO4), is removed from the bottom of the combustor and the baghouse and sent to by-product storage. Source: Cleco Power/Foster Wheeler/DOE |
Stay-at-Home Dollars
Madison, in comments made last August, noted the significant investment that Cleco is making in Louisiana by building Madison Unit 3. He estimated Cleco would spend $482,000,000 on materials, equipment, fuel, and labor in Louisiana by the time the project was completed. In addition, Cleco has selected a locally available fuel and will increase business activity in the region by spending $43 million on materials, labor, fuel, and maintenance each year to operate the unit. Locally, the project has created 80 permanent jobs. “We’re investing in our state by using a byproduct of Louisiana for fuel and Louisiana’s waterways to transport the fuel. We hired a Louisiana company to build Rodemacher 3,” he said.
The engineering, procurement, and construction (EPC) contract was awarded to The Shaw Group (Shaw), located in Baton Rouge, after Cleco shopped the project to four qualified EPC contractors. As part of that contract, Shaw was responsible for the supply and erection of the boiler island (CFB boilers and air quality control systems), turbine island (steam turbine and auxiliaries), material-handling systems, and other required balance of plant (BOP) equipment. Major piping systems were prefabricated and supplied by Shaw’s Sunland fabrication facility in Walker, La.. Shaw’s SSS Fabricators in Addis, La., supplied the turbine building and BOP structural steel.
Balanced Contracting Process
Shaw’s EPC contract terms deviated from a typical turnkey project where the builder throws the keys to the owner when the project is completed. Instead, Cleco wished to play a pivotal role early in the project, especially when obtaining the necessary environmental permits and when making key equipment selection decisions. After all, a $1 billion project for a small regional utility is a bet-your-company project that must be built right the first time.
The terms of the lump sum project included construction of the entire project, from the barge delivery dock to the high side of the main power transformer, including the 3 Cs: care, custody, and control of the project site until “substantial completion” of the project is achieved. When “substantial completion” was achieved, Cleco would assume operational control of Madison Unit 3.
Shaw performed a merit shop where direct hire labor and subcontractors that offered the best value were selected. Shaw reports that 90% of the work was performed with Shaw direct hire labor forces; the remainder came from design-supply-erect-build subcontractors. Shaw direct hired a total of 5,500 craft workers during the course of the project and had a peak of 1,700 workers.
In keeping with the mutual desire to use Louisiana labor when possible, 45% of the direct hires were Louisiana residents, which is unusual for this size of construction project. Also, of the 45 subcontracts Shaw placed as part of the project (chimney, cooling water intake and outfall structures, fuel handling, and the like), 25 were with Louisiana companies. According to Bruce Davis, senior vice president of Shaw’s Power Group and Shaw’s project executive, both Cleco and Shaw tried to buy locally whenever practical.
The project was run “open book” before the final terms and costs were determined. Shaw, after selection by Cleco in 2005, developed a baseline scope of work and target pricing estimates for the project. Open book meant that Cleco had complete access to the pricing estimates for materials, labor, and subcontracts. Shaw and Cleco then worked as a team to meet with vendors of key engineered equipment to make final purchase selections, negotiate terms, and finalize the scope of supply. With the terms and conditions of these major purchases agreed to by Cleco, Shaw was then able to build a lump sum turnkey price—essentially updating the target estimate with hard numbers that included the performance and schedule guarantees and warrantees. When the final EPC contract terms were set in May 2006, Cleco gave Shaw the notice to start construction. Shaw then assumed the more typical EPC responsibilities and was paid based on an agreed upon schedule of values.
Moving Fuel and By-Products Smoothly
Petcoke deliveries to Madison Unit 3 are barged along Louisiana’s Mississippi and Red Rivers from refineries in south Louisiana. After a barge reaches Cleco’s barge-unloading facility, the fuel is moved overland to the plant site (Figure 4). “We barge up waterways to an unloading facility, drop the petcoke onto a mile-and-a-half-long conveyor and deliver directly to the facility,” says Fontenot. That’s factually correct, but he understates the enormity of the task. In fact, the 1.5-mile pipe conveyor built to transport solid fuel from the dock facility to the coal crusher house is the longest for this type of application in the U.S. Cleco estimates the new unit will move about 1.5 million tons of petcoke and an additional 600,000 tons of limestone delivered by barge each year.
 |
| 4. Piling petcoke. Petcoke from Gulf Coast refineries is delivered to the unloading station via barge. The petcoke is then unloaded via crane onto a conveyor to begin a 1.5-mile journey to the plant. Courtesy: The Shaw Group |
The conveyer’s route does not follow a straight line. Instead, it has to maneuver around a number of obstacles, going over one state highway and under Interstate 49 within a relatively constrained horizontal space.
The pipe conveyor, supplied by Dearborn Mid-West Conveyor Co. (DMW) and FLSmidth Koch, headquartered in Wadgassen, Germany, avoids the need for expensive transfer tower structures and fuel chutework required for a conventional conveyor. The pipe conveyor design is, according to DMW, “a belt conveyor wrapped into a tube shape [to] allow the pipe conveyor to negotiate vertical and horizontal curves without the need for transfer towers.” For Madison Unit 3, the 1,500-tph conveyor belt is 500 mm in diameter and can run at grade for long distances and then elevate, as required (Figure 5). (See the facility video tour, narrated by Fontenot, at http://www.cleco.com/assets/CLECO-Rodemacher.html for more on the conveyer system.)
 |
| 5. Efficiently moving coal. A 1.5-mile pipe conveyor, built to transport solid fuel from the dock facility to the coal crusher house, is the longest for this type of application in the U.S. Cleco estimates the new unit will move about 1.5 million tons of petcoke delivered by barge each year. The 1,500 tph conveyor belt is 500 mm in diameter and can run at grade for long distances and then elevate, as required. Courtesy: Dearborn Mid-West Conveyor Co. |
Designing a plant for fuel flexibility also requires sizing certain components for the worst-case fuel. For example, the conveying system was sized for lignite fuel and its higher moisture and ash content. Ash disposal components—including the stripper coolers, Nuva feeders, fly ash economizer and air heater hoppers, and baghouse hoppers—were also up-sized to account for higher-ash lignite fuel. Bottom ash (about 45% of the total) is separated from the fly ash, conditioned, and conveyed to a separate silo. Each silo was sized for three days’ storage, and a subcontractor periodically moves the partially hydrated ash to an on-site storage basin or sells it for beneficial reuse. Ash silos were kept separate to facilitate the sale of fly ash now under way.
Suppliers of Key Equipment
Hitachi Ltd. designed and fabricated the 660-MW steam turbine generator and Hitachi Power Systems America Ltd. provided project management, commissioning, and technical advisory services for the turbine island.
ABB supplied the plant control system, including burner management, boiler, and BOP controls based on the Harmony Connect Process Portal for the operator stations and Harmony Bridge controllers with input/output for monitoring and control. The control system also uses a programmable logic controller for BOP controls systems such as ash and material handling and water treatment systems and a GE Mark VI system for turbine controls and other auxiliary equipment. Cleco was comfortable with ABB’s Symphony Control System, which it uses at several other plants, and elected to stay with a single supplier (Figure 6). Other key suppliers to Madison Unit 3 are listed in Table 3.
 |
| 6. Beautiful music. Cleco uses ABB’s Symphony control system at several other plants and decided to use the same supplier on Madison Unit 3. The control system integrates burner management, boiler, and balance-of-plant controls based on the Harmony Connect Process Portal for the operator stations, and a programmable logic controller interfaces to the turbine controls and other auxiliary equipment. Courtesy: Cleco Power |
 |
| Table 3. Major contractors and equipment suppliers to Madison Unit 3. Source: Cleco Power |
Staying Safe on Site
Shaw’s numerous safety initiatives paid big dividends during construction of Madison Unit 3. The project team’s safe work efforts garnered the Voluntary Protection Program (VPP) STAR site designation from the federal Occupational Safety and Health Administration (OSHA) after successfully passing a rigorous on-site evaluation by OSHA safety and health professionals. The program “promotes safe and healthful working conditions and recognizes the outstanding efforts of employers and employees who have achieved exemplary occupational safety and health,” according to OSHA. The project team captured this award after more than 4 million safe work hours since the project began in May 2006. Cleco’s Madison Unit 3 is Shaw’s 14th active VPP STAR site.
Getting to Know a New Plant
In late June, Shaw was continuing to work on the punch list tasks, and the Madison Unit 3 operations staff was quickly learning how to reliably operate a plant fueled by 100% petcoke. Tuning the furnace controls is continuing, as is optimizing the particle size distribution of the petcoke fuel and limestone.
When Shaw achieved substantial completion in February, plant performance, heat rate, and emissions level numbers were confirmed as meeting the contract and emissions permit requirements. Shaw expects to complete the final 30-day continuous operations test and final performance test later this year.
—Dr. Robert Peltier, PE is POWER’s editor-in-chief.