Circulating fluidized bed (CFB) technology is taking a growing share of the international coal-fired power generation market, particularly in the Pacific Rim and China. Indigenous designs are also growing in popularity.
The fluidized bed combustion (FBC) system is favored among developers and owners of power plants for its ability to consume lower-cost, opportunity fuels in an environmentally acceptable manner. There are literally hundreds of power systems around the world relying on the technology, and its share of the coal-fired market has been steadily increasing. The dominant FBC technology for solid fuel–fired power generation is the circulating fluidized bed (CFB).
According to International Energy Agency data, CFB installations are accelerating, although the technology still accounts for only about 2% of the world’s total power generating capacity. There are about 600 coal-burning CFB power generating units in operation today and another 180 units, accounting for over 26 GW, under construction or planned, according to Platts (2012 data, the latest available). It’s not surprising that the majority of these new units are located in China, where CFBs power about 10% of the country’s coal-fired generation. In China alone there are about 150 units with a rating in the 100-MW to 150-MW range, another 13 300-MW-class units in operation, plus another 50 projects in planning. The most prominent (and the most interesting) projects are found in Asia, particularly South Korea and China.
The CFB is particularly adept at burning low-grade, high-ash coals and cofiring with other low-grade waste materials. Depending upon the emissions limits imposed on the plant, direct injection of limestone into the bed is often sufficient to meet SO2 removal requirements, without the additional desulfurization equipment found on modern pulverized coal power plants. However, the current trend in the more economically developed world is for environmental authorities to also require selective noncatalytic reduction and dry flue gas desulfurization systems to further reduce NOx and SO2, respectively.
Unique Combustion Process
CFBs are often designed for multiple fuels in order to leverage global pricing of alternative, lower-quality solid fuels. It stands to reason that when multiple fuels are specified, design compromises are required.
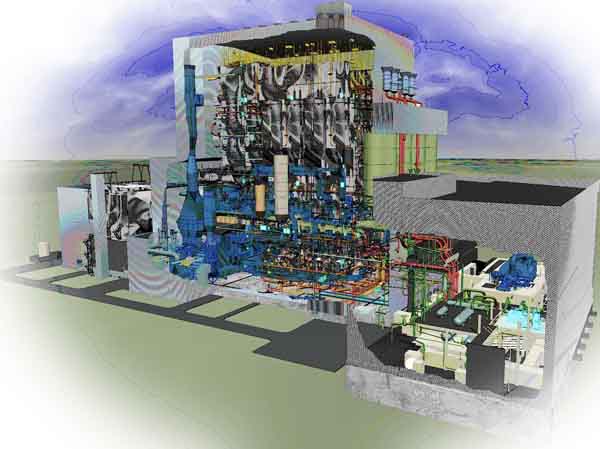
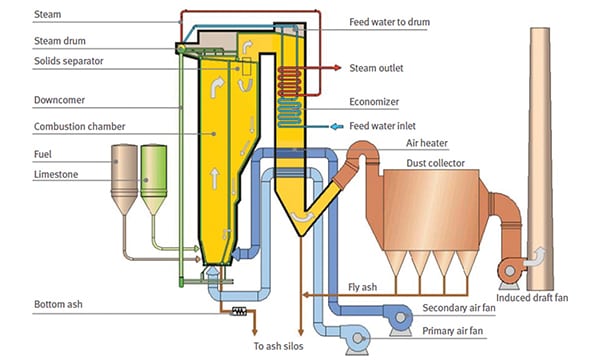
For example, designing a CFB requires a thorough understanding of the various fuel-specific operating parameters, such as gas velocity, gas/solids residence times, solids circulation rates, and bed temperature for the proposed fuels, as well as the sorbent properties, to name a few considerations. (See the sidebar for resources with more details.) The furnace geometry, particularly its height, affects the mixing of the fuel, air, bed material, and sorbent, and therefore greatly determines furnace residence time. As the fuel is consumed, relatively larger particles leaving the combustion chamber entrained in the exhaust gas are collected and recirculated back to the furnace, sometimes 10 to 50 times, thereby increasing combustion residence time (Figure 1), hence the “circulating” in CFB.
 |
|
1. Inside a typical circulating fluidized bed (CFB). In general, the key technology differences between the various CFB suppliers relate to the methods used for recirculating solids, recovery of heat in the cyclones and captured solids, and the nozzle grid that directs primary air vertically into the bed area. Although the technologies are similar, there are vast differences between vendor designs. Courtesy: Doosan Heavy Industries & Construction |
Inside the furnace, a denser bed near the bottom forms during operation, decreasing in density with increasing furnace height. Furnace heat transfer, and therefore combustion efficiency, is proportional to the solids density in the furnace. In sum, the CFB designer must balance the additional cost of furnace surface with the desire for high combustion efficiency for each fuel.
CFB suppliers use different technologies to separate and recirculate the heavier particles leaving the furnace before they reach the convective passes of the boiler section. Most suppliers use a cyclone to separate up to 100% of the solids by centrifugal force. One supplier uses banks of impingement channels in a “U” shape, facing the gas stream. The captured entrained solid particles are then cooled by heat exchanger(s) before reinjection back into the furnace bed. Very small, lightweight particles that eventually make it through the CFB particle collection apparatus and the boiler backpass then enter into a particle collection system, usually an electrostatic precipitator. The more efficient CFB designs capture the heat lost in the cyclones and the recirculated solids in order to improve overall plant efficiency. Designs that rely on “hot” (gas path temperature) cyclones or hot impingement channels are generally limited to about 250 MW in size. Larger capacity designs generally rely on water- and steam-cooled cyclone designs.
Efficient combustion in the CFB occurs at temperatures ranging from 800C to 900C (much lower than the 1,300C to 1,700C found in the typical pulverized coal plant), which results in lower thermal NOx production. The bed material provides enormous surface area for combustion as the myriad small particles are lifted and agitated by primary combustion air entering from below the bed at a rate typically in the range of 5 meters/second (m/s) to 10 m/s. The solids recirculation rate and flue gas recirculation rate are also typically used to help maintain the bed at optimum combustion temperature. The result is combustion efficiencies typically >99% for the design fuel, which can range from wet waste wood and biomass to hard coal. However, boiler efficiency will be lower for wet fuels because efficiency is a function of the higher heating value (HHV) of the fuel. The HHV of a fuel with high moisture content will necessarily be lower than when burning relatively dry anthracite coal because the fuel energy used to evaporate the entrained water must be accounted for.
SO2 is likewise reduced by introducing a sorbent (typically, 0.1 mm to 0.2 mm particle size limestone or dolomite) into the CFB bed material (typically sand). The bed material is selected based upon the design fuel and level of air emissions desired, as well as local availability. The erosion and corrosion potential of the bed material on furnace walls and other critical parts is also of great concern to the CFB designer, as tube failures have historically been a leading cause of unplanned CFB unit downtime. The typical refractory repair has been to add more refractory to exposed heat transfer parts, but that solution was often short-lived. More recent developments in metallurgy and boiler design have been effective at reducing erosion and corrosion damage, particularly in the latest generation of supercritical and ultrasupercritical boilers.
CFB Problems and Solutions
Ash produced by combustion must be continuously removed from the bed material along with the reacted sorbent. Quantifying the amount and characteristics of the ash produced by the fuel is paramount. If a region of the bed operates near the softening temperature of the ash or the sorbent, then agglomeration of ash and bed particles is likely, which causes an increase in tube fouling—perhaps the most common problem reported by CFB users, right behind furnace tube erosion. Also, ash removed from the bed must be cooled prior to handling, and the ash coolers are prone to plugging and erosion.
Hot cyclones, operating at gas path temperatures, have been a source of frequent outages in the past. The cyclones were protected by multiple layers of refractory, although cracking of the refractory often went undetected, resulting in heavy damage to the cyclones, particularly in units that are routinely thermally cycled. Water- and steam-cooled cyclones have significantly reduced cyclone unplanned outages and extended cyclone maintenance intervals.
Recent improvements in fuel and sorbent feeders, as well as ash extraction and cooling systems, have also improved CFB availability. CFB system availability in the late 1980s ranged from 50% to 70%, depending on the data source. Over the past 20 years, availability has not dropped below 80%, and modern plants commonly report plant availability of 90% or higher—on par with pulverized coal units. Multi-fuel CFB units are challenged by variable ash characteristics, such as the presence of potassium, chlorine, zinc, and lead in some waste fuels.
Each fuel has its own ash-forming characteristics, and the effect of fouling, slagging, and fluidization is difficult to predict with precision.
State-of-the-Art Projects
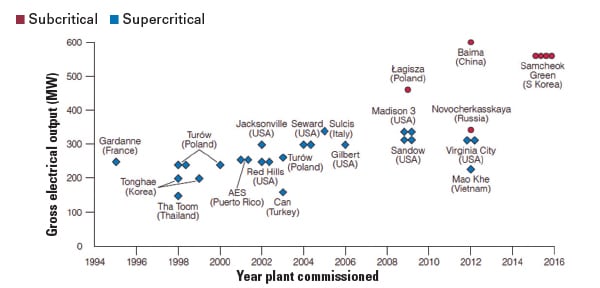
The first CFB used solely for power generation was a 90-MW plant constructed in Duisburg, Germany, in 1985. For the next 25 years, CFB technology units lagged conventional coal-fired units in one extremely important measure: thermal efficiency. In June 2009, the 460-MW Lagisza Power Plant (LPP), located in Lagisza, Poland, became the first supercritical bituminous coal-fired plant to enter commercial service (Figure 2). LPP, owed by Poludniowy Koncern Energetyczny, was supplied by Foster Wheeler Energia and its Polish subsidiary Foster Wheeler Energia Polska, and is designed to burn bituminous coal sourced from 10 different mines.
 |
|
2. Growing larger each year. Recent utility-scale CFB units installed, planned, or under construction are plotted on this chart. Source: International Energy Agency Clean Coal Center |
This first deployment of a supercritical, once-through steam generator increased CFB thermal efficiency by approximately 5%, thereby closing the efficiency gap between conventional coal and CFB plants. The thermal efficiency of LPP was an advertised 43.3% when commissioned, which is comparable to that of pulverized coal-fired technology.
Since the LPP, the market for CFB units has continued to rapidly expand. Several new CFB units operating with ultrasupercritical (USC) and supercritical steam conditions have been commissioned or are under construction that build on the success of the LPP. Over the past decade, CFBs coupled with supercritical steam generators have been installed in South Korea and China in the 550-MW to 600-MW range, with units up to 800 MW now advertised as commercially available. Reported thermal efficiency and availability also continue to steadily rise as the technology advances.
South Korea.The Korea Electric Power Corp. (KEPCO) recently invested heavily in CFB technology for its future baseload power needs. The KEPCO Research Institute reported in December 2015 that global USC and supercritical CFB projects will grow at an annual rate of 35% with China, Japan, and Australia leading the way with 56 USC and supercritical CFB plants in service by 2018. The Institute predicts Southeast Asia will follow with 22 units, Europe with 20 units, and North America with 18.
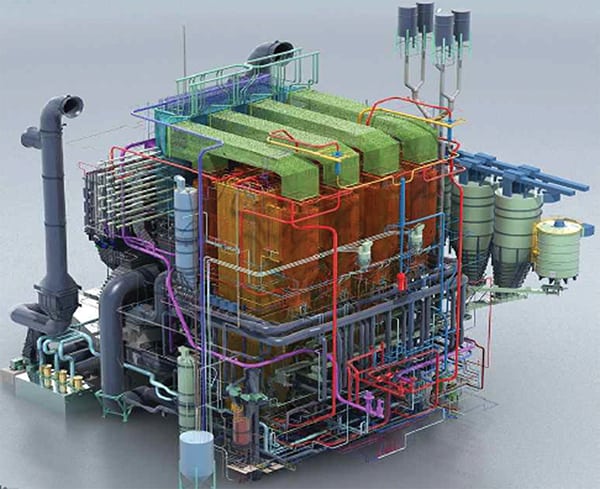
Perhaps the most interesting KEPCO project under construction is Korea Southern Power Co. Ltd.’s Samcheok Green Power Project (Figure 3). Planning for the plant began after several nuclear power plant cancellations that were caused by the public’s waning support for nuclear power following the Fukushima disaster. The plant is located on the mid-east coast of Korea on a 2.6 km2 plant site, of which 1 km2 is land reclaimed from the ocean. The first phase consists of two 550-MW units, with each unit comprising two CFB boilers and a single Toshiba steam turbine. Eventually, the plant will have four 550-MW CFB units. When completed, the 2,200-MW Samcheok Green Power Project will become the largest CFB plant in the world (Figure 4). The steam turbine-generator (1,230 MVA) is the largest ever exported by Toshiba and the first with 48-inch titanium last-stage blades.
 |
|
3. Go big or go home. The Korea Southern Power Co. Ltd., part of the KEPCO Group, is developing the Samcheok Green Power Plant on reclaimed land located on the east coast of Korea. At 2,200 MW, the plant will become the largest CFB plant in the world when completed, which is expected to be in early 2017. Courtesy: KEPCO |
 |
|
4. Some like it hot. The Amec Foster Wheeler CFB once-through Benson-type boilers at the Samcheok Green Power Project will operate at ultrasupercritical steam conditions (257 bar, 603C/603C), the first such plant in Korea. Courtesy: Amec Foster Wheeler |
The plant features a number of advanced design aspects, such as non-visible coal storage (in 365-m-long enclosed buildings) that enables coal to be directly off-loaded from barges, and a desalination plant fed by ocean and reclaimed water sources. Ash is not stored on site but is directly sent to nearby abandoned mines. Uniquely, the plant also includes public observation towers built above the administration buildings—similar to the observation deck at this year’s POWER Plant of the Year, Düsseldorf’s Lausward Power Plant Fortuna Unit.
The plant will fire principally imported (mostly Indonesian) coal, as Korea has few domestic coal sources. Indonesian coal is a typical sub-bituminous high-moisture (ranging from 20% to 42%), low- to medium-ash (1.5% to 17%) lignite that is much less expensive on the world market than hard coals. It also contains low amounts of sulfur (0.1% to 1.0% in dry fuel), thus eliminating the need for a flue gas desulfurization system. The CFBs will also be capable of cofiring indigenous bituminous coal and up to 5% biomass. The plant’s thermal efficiency will be ~39% when burning subbituminous coal.
The overall plant concept includes another 600 MW of renewable generation—including wind, solar, and small hydropower projects—and two 450-MW gas-fired combined cycle power blocks.
A future Phase Two will add another 2,200 MW of CFB power to the site, although dates for the expansion project have not been announced. Construction began on Phase One in 2011. First fire was achieved on Unit 1 in March 2016, and its 1,100-MW turbine generator was first synchronized in May. Also in May, KEPCO announced that Unit 1 is planned to be commissioned by December 2016, followed by Unit 2 in January 2017. The project cost is reported to be $3 billion.
China. More than half of the world’s CFB boilers, in both number and capacity, are in China. Among the 300-MW-class CFB boilers in operation or construction, 22 units are based on licensed Alstom technology and others are designed with domestic technologies. The principle manufacturers of large CFB boilers in China are Dongfang Boiler Works, Harbin Boiler Works, and Shanghai Boiler Works. Several Chinese CFB manufacturers benefitted by entering into early technology transfer agreements with Alstom, and Dongfang licensed Amec Foster Wheeler technology in 1995. By 2010, CFB-based units accounted for around 15% of China’s total coal-fired power capacity.
In April 2016, Tsinghua University reported Dongfang Boiler Works had 40 of its 300-MW-class CFB supercritical boilers on order and eight in operation; Harbin Boiler Works had 14 on order and none in operation; and Shanghai Boiler Works had 18 on order and two in operation.
Chinese firms have leveraged the imported technology with domestic CFB research and development (R&D) and operating and maintenance experience to develop a new generation of CFB boilers. Tsinghua University, intimately involved with the R&D and design of these new, domestically supplied and constructed CFB projects, reports that its 300-MW-class CFB is now the dominant technology used in China today.
The university also reports that foreign and domestic technologies have been used to install more than 100 CFB units, which, incidentally, is significantly more than reported by the KEPCO Research Institute.
The largest single-unit CFB unit in the world is the 600-MW coal-fired Neijiang Baima Unit 5, completed in 2013 (Figure 5). This demonstration plant is China’s first domestically designed 600-MW supercritical CFB unit. Unlike the KEPCO Samcheok Green Power Project, Unit 5 produces 600 MW using a single CFB boiler. The Neijiang Baima Demo Power Station, owned by the Shenhua Group, consists of five coal-fired units with a total capacity of 1,500 MW. The 300-MW Baima Unit 4, completed in 2005 and based on Alstom technology with subcritical steam conditions, entered commercial service in 2006.
 |
|
5. Largest in class. The coal-fired Neijiang Baima Power Plant demonstration Unit 5 is China’s first domestically designed 600-MW, supercritical CFB unit and the largest single-unit CFB plant in the world. Courtesy: Tsinghua University |
 |
|
6. First in Russia. Gazprom recently commissioned Unit 9 (in the foreground) at its Novocherkasskaya Power Plant. The plant is a subsidiary of the OGK-2 generating company, which is part of Gazprom Energoholding Group. The supercritical CFB is the first constructed in Russia. Courtesy: Gazprom |
The conceptual design of the 600-MW supercritical CFB was a joint project of Tsingua University, Harbin Boiler Co. Ltd., Shanghai Boiler Co. Ltd., and Dongfang Boiler Co. Ltd. and was completed at the end of 2005. Construction of Unit 5 was approved in 2007 by the National Development and Reform Commission (NDRC) at a projected cost of $530 million (in 2015). In 2009, Dongfang Boiler Co. Ltd. was selected to supply the CFB. The steam conditions are 25.4 MPa, 571C/569C. Engineering for the plant was released in 2011, and the erection and commissioning of Unit 5 was completed by the end of 2012.
Unit 5 successfully completed its 168-hour full-load test on April 14, 2013, and was released for commercial operation. Performance acceptance tests of Unit 5 demonstrated its ability to burn coal with low volatile matter and high ash content. A sulfur removal rate of 95% was demonstrated without flue gas desulfurization using a 1.6 calcium/sodium ratio in the bed. Unit availability up to 99% has been recently reported.
After a full year of operation, a boiler performance test was conducted, confirming that the unit continues to meet design goals, including power output, steam temperatures, boiler efficiency, and emissions. The tests reported sulfur removal efficiency was 97.1%, NOx production was two-thirds of the design goal (112 mg/Nm3 versus <160), and particulate emissions were low (9.34 versus 30 mg/Nm3). These are excellent operating results, particularly considering the poor fuel the plant consumes.
Russia. The 330-MW CFB Novocherkasskaya GRES No. 9 entered commercial service in July 2016. Novocherkasskaya, located in Rostov Province, consists of eight 264-MW coal-fired units installed between 1952 and 1972, with natural gas as a supplementary fuel (two-thirds coal and one-third natural gas in 2014). No. 9, the CFB once-through steam generator, the first CFB plant in Russia, is configured to burn a wide selection of fuels, including anthracite, bituminous coal, and coal slurry.
The supercritical CFB, supplied by Amec Foster Wheeler, has steam conditions of 24.7 MPa, 565C/565C. Unit 9 is owned by Russian power producer OGK-2 (Second Generating Company of the Wholesale Power Market), a subsidiary of Gazprom. The original projected cost of the plant was reported as $700 million.
The Future of CFB Plants
The futures of solid opportunity fuels and utility-scale CFB power plants are inexorably linked for the foreseeable future. Coal used for power generation is undeniably declining in North America, with nearly 14 GW of coal-fired capacity decommissioned in the U.S. last year alone and only five new coal plants in the development queue, according to the Energy Information Administration.
Internationally, the story is much different. IHS Energy, in the April 25 issue of The New York Times, reported that there are 1,200 new coal-fired plants under development around the globe in 59 countries. Construction in China, for example, continues at a brisk pace. China, from its 2005 through 2011 peak of completing about two 600-MW coal plants each week for seven straight years, has now “slowed” its pace to under 1 GW a week, but now a rapidly growing number of plants relying on CFB technology are in the mix. (For more recent updates on coal generation in China, see “China’s Coal Industry: Status and Outlook” and “China Reportedly Poised to Ban New Coal Plants Through 2018”.)
South Korea plans to build another 20 coal plants by 2021, likely dominated by CFB plants burning low-quality imported coal.
India, known for its coal mega-projects (see “Top Plant: National Capital Power Station Dadri, Gautam Budh Nagar, Uttar Pradesh, India” and “Sasan’s Shadow: An Ultra Mega Power Project’s Dark Side” in the October 2016 issue), has dozens of 200-MW-class CFB plants in operation. These plants are principally designed and built by domestic companies to burn lignite and other low-quality fuels, often with high sulfur. India’s first two 250-MW units entered service at the Neyveli Lignite Corp. Ltd.’s Neyveli-II Expansion project in 2013. The CFB was domestically design and fabricated. Poor-quality domestic coal and the large amounts of imported coal make the CFB an ideal choice for power generation in India.
Today, there are at least a dozen global corporations capable of supplying and constructing a CFB plant. Recent trends also indicate a rapid increase in the capacity of new units, with the newest units in the 600-MW class. Further pushing the envelope is Amec Foster Wheeler, which has introduced its 800-MW ultrasupercritical CFB, which makes cofiring up to 20% biomass possible. With plant efficiency reaching 45% (depending on the fuel), the CFB now matches the thermal efficiency of a modern pulverized coal plant. ■
—Dr. Robert Peltier, PE is POWER’s consulting editor.