Like some of those tests your doctor is always after you to get, boiler chemical cleaning is something that most of us would rather not think about but that we all agree is necessary. Adding to our general discomfort with the process are new Environmental Protection Agency regulations, which make the disposal of chemical cleaning wastes more expensive. Here is a review of what to do, when, and some things to watch out for.
Everyone knows (or should know) that boiler tubes containing deposits create long-term reliability problems for the boiler. Deposits insulate the water in the tubes from the fire, causing the metal temperature to increase dramatically between the deposit and the tube metal. Long-term overheating of the metal will result from prolonged operation with heavy tube deposits. The tubes will first bulge and then fail. Because the deposits tend to be widespread, this generally means that large sections of boiler tubing will be damaged and require replacement.
The deposits also concentrate any boiler water chemistry and contamination that collects under them. The increased metal temperature caused by the deposit increases the rate of corrosion caused by any phosphate, caustic, or chloride underneath the deposit. With the exception of corrosion fatigue, all the water-side boiler tube failure mechanisms occur under deposits. Get rid of the deposits and you also stop the water-side tube failures.
Determining When to Clean
The standard method for determining when to chemically clean a boiler is to take a boiler tube sample and have the deposit amount measured—a deposit weight density (DWD)—and the composition of the deposit analyzed. But there are other conditions besides the DWD that require that the boiler be cleaned. These include:
■ One or more failures due to an under-deposit corrosion mechanism, particularly hydrogen damage. The first priority must be to prevent further damage by removing the deposits via a complete chemical cleaning.
■ Major contamination event or multiple small events, particularly condenser tube leaks. Contamination events increase the amount of deposit in the boiler and its corrosiveness. Chemical cleaning removes the deposits and the contamination underneath the deposits before they corrode to failure.
■ Replacement of boiler tubing. The rule of thumb is to chemically clean if you are replacing more than 10% of the surface area of the boiler. This helps to create a uniform layer of oxide on all the tubes.
■ A major change in the boiler fuel or burner design. Changing fuels, such as from coal to gas, or modification of the burners can result in changes to the area of high heat flux in the boiler. When implementing such a major change, it is best to start with a clean boiler.
■ A change in the chemical treatment regime. Such changes would include moving from one chemical treatment to another, say from all-volatile treatment to oxygenated treatment (OT).
Using Deposit Weight Density to Determine When to Clean
The standard DWD test should not only provide a deposit loading but also an analysis of chemical composition of the deposit on the tube. This chemical analysis of the deposit can be done quantitatively, using an inductively coupled plasma emission spectrometer (ICP-ES), but it is more commonly determined semi-quantitatively using electron dispersion spectroscopy (EDS). Occasionally, X-ray diffraction data is also provided to indicate the chemical compounds that are present.
Optimally, the tube sample for DWD should be about 18 inches long and from the highest heat flux area of the boiler. This is typically above the burners or on the underside of the nose arch. The idea is to find the tube in the boiler with the most deposit in a high-heat area. You cannot use a tube that has failed, because some or all of the deposit will have been removed by the failure.
DWD is determined by removing the deposit in a carefully measured area of the tube. The tube is split and the deposit on the fire-facing (hot) side is analyzed separately from the insulation-facing (cold) side. As far as chemical cleaning is concerned, the side that counts is the hot side.
The change in the weight of the tube divided by the water-touched area where the deposit was removed produces the DWD result. This can be expressed in gram/ft2 or gram/meter2 (g/m2, SI, International System of Units). The conversion is 1 g/ft2 is equal to 10.76 g/m2.
Currently, the most common method of deposit removal for the DWD test is bead-blasting with glass beads (NACE TM0199-99). The other method that is occasionally used is to dissolve the deposits in a solvent, typically, inhibited hydrochloric acid, HCl (ASTM D3483-83 [2005] Test Method B). In general, the solvent method produces slightly higher DWD results on the same tube, as some small amount of metal is removed with the deposit.
When bead-blasting the tube, a layer of deposits often will become visible, such as a layer of copper. A good DWD report will describe and show any anomalies found as the deposit was removed.
Best practice is to grab a tube sample from the boiler during each major outage or at least one every two years. Each sample should be from a similar elevation or area in the boiler. Comparing the DWD results from year to year shows the deposits are accumulating in the boiler and can be used to anticipate the need to chemically clean, though the deposit formation is rarely linear. Figure 1 presents a chart with chemical cleaning recommendations by boiler operating pressure.
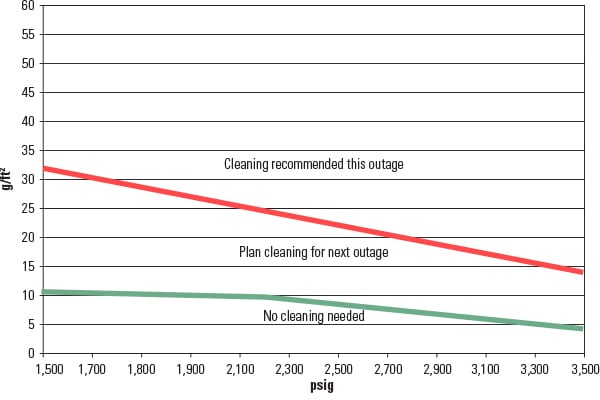 |
| 1. To clean or not to clean? For cleaning with the bead blast method, this chart shows the recommended parameters for immediate and near-term cleaning. Source: EPRI |
There are three general recommendations on this figure. If the DWD result is in the top area, a chemical cleaning should be performed as soon as it can be scheduled. The lowest area represents a relatively clean tube. The middle area between the green and red line indicates that deposits are beginning to accumulate to the point where cleaning should be considered and probably budgeted for the next major outage or within the next two years. If that is the case, grab another tube sample close to the next outage and see if the DWD has increased and is close to or in the “Cleaning recommended” area. If not, you may be able to get by for another year or two.
Although the heat flux in a heat-recovery steam generator (HRSG) is far lower, the circulation issues can be far greater due to the multiple assemblies and configuration with the drum. So the industry has applied close to the same DWD criteria for cleaning for an HRSG as for a conventional fossil-fired unit.
As a general rule, the DWD criteria for HRSG tubes is about 20% higher than for a conventional boiler.
Occasionally, a utility will want to take multiple tube samples and have them analyzed. In these cases, the DWD result that should be used to determine the need to chemically clean is the tube that is the most heavily deposited. Remember, what you are trying to determine is if there is sufficient deposit anywhere in the boiler to cause under-deposit corrosion or overheating. You are not trying to determine the average amount of deposit in the whole boiler or even the average in the high-heat area. One isolated area of hydrogen damage or overheated tubes is enough to cause a number of forced outages or extend a planned outage, and certainly reason enough to chemically clean.
If the DWD results indicate the need to chemically clean, now is the time to do it. Procrastination with cleaning is detrimental on a number of levels.
First and foremost is the damage done to the tubes. Under-deposit corrosion rates and long-term overheat damage are exponential, not linear. A delay of one or two years on a dirty boiler can result in major tube damage.
Second, you don’t save as much as you think. Cleaning a very dirty boiler is significantly more expensive than cleaning a boiler that has just crossed into that “Cleaning recommended” region. The additional costs in solvent (see sidebar), time to get the tubes clean, multiple cleaning steps, startup delays, and dealing with excessive amounts of cleaning wastes are all consequences of postponing a needed cleaning.
| Gun-shy About Chemical Cleaning?Some plants have had bad experiences with chemical cleanings and so are reluctant to go through that process again. They fear that the cleaning process will turn their boiler into a sprinkler system.The solvents used in chemical cleaning are designed to minimize the corrosion of base tube metal anywhere in the boiler. When properly applied by experienced cleaning vendors, the amount of base metal removed is very small. The vast majority of the iron that is dissolved by the cleaning solvent originally came in from the condenser, feedwater heaters, deaerator and associated piping—not from the boiler tubes themselves.In some cases, the cleaning process removes the deposit that was preventing a noticeable tube leak. If the cleaning had not occurred, the leak would have still happened.
Depending on the solvent and the size of the leak, a cleaning may be able to proceed anyway. Efforts will have to be made to contain and collect the leaking solvent. In other cases, the leak is so bad that the cleaning has to be terminated and the solvent drained to effect a tube repair. Dealing with leaks during a cleaning can be difficult, but the alternative—leaving the deposit on the boiler tubes for another year or two—guarantees that the under-deposit corrosion will continue. So, not only that tube, but also many of its neighbors, will eventually leak during operation, leading to repeated forced outages. |
So you need to clean; now what?
Planning for a Cleaning
The first decision is what solvent to clean with. There are five commonly used cleaning solvents. Each has advantages and disadvantages. If you have been operating a plant for awhile, you may simply go with the solvent and procedure you used last time. But it is worth a look to see if this time—due to the chemical composition of the deposit, or for a variety of reasons, including waste-handling costs—another solvent might be better suited.
Cleaning boilers that have been using oxygenated treatment can be a particular challenge, as the oxide is very tenacious and slow to dissolve. If you have been using OT, and this is the first time you will be cleaning the boiler after starting OT, you will want to discuss the process with other units that have already cleaned their OT units to get the benefit of their experience.
The solvents discussed below are primarily for the iron removal stage. Another set of chemicals is used specifically to remove copper in separate copper stages.
Inhibited Hydrochloric Acid. Inhibited HCl is still used, particularly in boilers where it is difficult to ensure complete circulation of the solvent. It is very effective at removing silica deposits from the tubes if ammonium bifluoride is added.
It is definitely not recommended on boilers with a history of corrosion fatigue failures, as it has been shown to increase the failure rate following a cleaning.
If there is any copper in the boiler deposit, provision must be made for removing the copper, which will otherwise plate-out on the bare steel tube.
In the past, thiourea was commonly added to complex the copper, and it is still used occasionally. There have been times on some boilers where the thiourea has been inadequate to remove copper in very localized areas of the boiler, and this causes problems. There may also be environmental ramifications for using this chemical when attempting to dispose of the cleaning wastes. For these reasons, a separate copper-removal stage is often recommended before or after (or both) the acid stage, using a variety of copper-removal solvents.
The use of HCl can create problems on heavily deposited boilers, as the acid often undercuts the deposits and causes sloughing of larger pieces of material that can plug drains. Removing the acid when time is up is critical.
Hydroxyacetic Acid. Hydroxyacetic acid is used in boilers with stainless steel components that will be in the cleaning path where any chloride in the solvent could create a problem. This solvent is often used in supercritical and once-through boilers. It does not remove copper, but this is usually not an issue in these boilers.
EDTA. Ethylenediaminetetraacetic acid (EDTA) is probably the most commonly used operational cleaning chemical. For forced-circulation boilers, the use of diammonium EDTA is practically a standard practice. The low temperature requirement (180F) of the diammonium EDTA plus the general safety and ease of handling the solvent during the cleaning process are all substantial advantages. The disadvantages may come when trying to dispose of the cleaning wastes..
For natural circulation boilers, tetraammonium EDTA (pH 9) is still used. The boiler has to be heated to 275F to 300F and repeatedly heated and cooled during the cleaning process.
EDTA has some capacity to dissolve and retain copper in solution when the chemistry of the EDTA is changed and the iron in solution is oxidized. This is generally done at the end of the iron stage of the EDTA cleaning process by the addition of oxygen gas. If there is excessive copper in the deposits, a separate copper-removal step may be required.
EDTA is the most tolerant solvent and particularly good on tubes that are heavily deposited with iron oxides, or where the iron deposits are particularly tenacious, as the cleaning can be extended for a long time without risking any damage to the tubes (unlike HCl).
Ammoniated Citric Acid. Ammoniated citric acid is an excellent solvent and is often the solvent of choice for pre-commissioning cleanings, where deposits are anticipated to be light and composed exclusively of iron. It can also be used in a high-temperature (higher pH) and low-temperature (lower pH) scenario, like EDTA. Chemical cleaning wastes containing citric acid are often easier to dispose of than EDTA-containing wastes.
Inhibited Hydrofluoric Acid. Inhibited hydrofluoric acid (HF) is commonly used in Europe and elsewhere around the world, but rarely in North America. The stigma to its use in the U.S. is the very serious personnel risks associated with concentrated HF. However, when diluted to concentrations typically used in the cleaning process, HF is considered no more hazardous than an HCl solvent.
HF is fast—probably the fastest cleaning solvent—and very effective in removing iron and any silica in the deposits. The potential for exposure to the concentrated acid is limited to the time when the HF is diluted in preparation for adding it to the boiler. This is handled by the chemical cleaning vendor, who is aware of the risks and whose personnel are properly protected with personal protective equipment while transferring the concentrated acid.
Neutralization of the waste is typically done with lime slurry, which neutralizes the acid and precipitates calcium fluoride and iron hydroxide.
Selecting a Chemical Cleaning Service Company
There are a number of excellent chemical cleaning companies with diligent and experienced personnel. Be sure that the vendor you select has experience dealing with boilers that are your size and configuration. Also confirm that the firm has experience using the solvent you have selected. Ask for and check references.
Occasionally, service companies that clean small package boilers bid on a bigger utility boiler. There is as much difference between cleaning an industrial fire-tube boiler and a large utility boiler as there is building a house and a skyscraper. Just because you are a good house builder doesn’t mean you are qualified to build a multi-story office tower.
Cleaning vendors also have expertise in helping you select the solvent or solvents (with copper deposits) that will clean the boiler. They should ask for a tube sample to test in their small cleaning rig (in their lab) and prove that the cleaning program you have agreed on really does the job.
Solvent costs are a significant portion of the cost of the cleaning job. There is no way to accurately predict the amount of solvent that will be required to clean a boiler. There are some general rules of thumb, but remember that these estimates are often based on a single tube sample. The deposit in any boiler is not uniform from top to bottom or even from tube to tube, so the estimate of the amount of deposit (and amount of solvent required) is really more of a guess. Past cleaning history and years since the last cleaning often provide a better guide than the current tube sample (or at least should be a factor in the decision of how much solvent to bring).
When comparing prices from multiple vendors, select an amount and base all the bids on the same amount of solvent. This is particularly the case with EDTA. After awarding the bid, be sure that the vendor has extra solvent (50% extra is common) either on-site or very close to the plant, so that it can be used if needed. Many a cleaning has been delayed hours, if not days, while waiting for more chemical to arrive from the supplier.
Get Some Help
Particularly as the time between chemical cleanings increases (because you are taking better care of the boiler chemistry—right?), and with normal turnover, your plant staff may have little or no experience with a chemical cleaning. There are a number of consulting engineers who either specialize in, or offer as one of their services, support of the chemical cleaning process, acting as the owner’s engineer and project manager. Their help can be invaluable in keeping the communication channel open between the cleaning vendor and your operations, maintenance, and management staff and in helping at critical decision points in the process.
A Good Procedure
There are few things more important to a smooth chemical cleaning than a well-thought-out and well-documented cleaning procedure. This will require the time and effort of the plant’s operation and engineering staff to customize and prepare a cleaning procedure for each unit.
Cleaning vendors can provide a general outline of the cleaning process, and a consulting engineer can help also, but your operators know where the valves are and which leak-by and which don’t. There will be three classes of valves: those that stay closed the entire cleaning process, those that must stay open the entire process, and those that need to be opened and closed, depending on where you are in the cleaning process.
There are also valves that the cleaning vendor will be responsible for opening and closing, such as those going to the waste disposal (frac) tanks and chemical injection points. Each valve that comes in contact with the solvent (or potentially could come in contact with the solvent) needs to fall into one of these groups and be tagged accordingly. Be on particular lookout for possible contamination routes where the solvent can get to a place where it was not designed to go. If a contamination route would be very serious, can a blank flange be installed? If not, can a telltale be set up to provide early detection of contamination?
One more aspect of deciding when to clean is the actual scheduling—determining whether a plant should clean at the beginning, during, or at the end of an outage. Chemically cleaning at any point except the very end of an outage leaves the tubes vulnerable to some general corrosion. The passivation step at the end of the chemical cleaning is generally neither long enough nor at a high enough temperature to create a robust protective layer. It is often difficult to ensure that the boiler gets really dry after the cleaning or can be laid-up properly in a wet condition. The superheater is always back-filled during cleaning to minimize the risk of contamination. So, unless it can be drained and dried, this area will remain wet until the unit is fired sufficiently to dry it out. Therefore, the typical recommendation is to perform the chemical cleaning at the very end of an outage.
Heating the boiler for chemical cleaning using an auxiliary boiler or steam from another unit adds complexity and cost to the cleaning. So, as a rule, it is best to wait until the unit can be warmed using its own burners or igniters and when the fans and instrumentation associated with the fuel system (such as flame scanners) are working properly and have been fully tested. Many a utility has waited for days with the chemical cleaning vendor on site and ready to go while its staff tried to get a fire in the boiler. For this reason, some utilities have decided not to schedule chemical cleanings during an outage at all; instead, they take a weekend outage separate from the overhaul for this purpose.
Similarly, pre-commissioning cleanings are optimally performed as close to the steam blow as possible, to minimize the opportunity for corrosion to undo what was just done with the cleaning.
The Actual Cleaning Process
Once the boiler is at the proper temperature, the actual cleaning process can take between 16 and 72 hours to fully remove all the iron. The shortest times are for the mineral acids (HF and HCl); complex-forming solvents such as EDTA require longer times.
The important thing is to make sure all deposits have been removed during the cleaning and that the chemistry has stabilized. With HCl, the inhibitor that prevents the acid from aggressively attacking the metal surface has a finite time that it can protect the metal once it is in the boiler. Therefore, with this solvent, the cleaning solution must be drained before the inhibitor breaks down, whether all the deposit is removed or not. This has been a problem in some boilers that were heavily deposited, where drains have plugged, not allowing the boiler to drain and resulting in general acidic attack of the tubes.
In forced circulation boilers, one critical piece is the flow of purge water through the boiler circulation pump motors. This purge water protects components in the motor from the solvents, by providing a constant outward flow past the motor cavity and into the boiler. Purge water should be on all boiler circulation pumps (in service or not) as long as there is chemical in the boiler. Since the purge water is designed to provide water to the pump during normal operation, the system is set up to overcome normal boiler pressure. These high-pressure pumps can produce high purge water flow rates during the cleaning and can be difficult to control. If the purge water flow is excessive, the level in the boiler is constantly rising to the point where solvent has to be drained before it goes out of sight in the temporary sight glass. Every gallon of purge water dilutes the solvent and generates more waste that will need to be disposed of at the end of the cleaning.
Some utilities set up a separate purge water system with pressure controllers and flow meters just for the cleaning that can constantly provide a slight positive purge water flow during the cleaning process. This system can pay for itself many times over in a single cleaning.
Once the chemistry in the boiler indicates that the boiler is clean, next is a passivation step. In the case of HCl, passivation is preceded by rinses and neutralization of any remaining acid in the boiler. In the case of EDTA, passivation occurs after cooling the boiler to 160F and after the pH of the solvent is raised with ammonia (for diammonium EDTA) when oxygen is added. This also complexes any remaining copper on the boiler tubes.
The degree to which the boiler tube surfaces are truly passivated is a function of the solvent, the procedure, and the time and temperature at which the passivation is performed.
What to Expect After Cleaning
When the cleaning is finished, the chemical cleaning solvent is rapidly and completely drained from the unit. Usually, two full boiler volume rinses follow, with partial rinses in addition to these in some cases. Conductivity is used as an indicator to see how well the solvent has been removed from the boiler. In some cases, the last rinse is treated with chemical to raise the pH to a normal boiler pH range, and the boiler is fired to 180F to 200F so that it can be drained hot and dried out.
As noted above, optimally, the boiler will be started as soon as rinses are complete and the normal boiler piping can be restored. Depending on the design of the boiler, it may be difficult to flush out all the iron oxides that were released by the cleaning but were not fully dissolved. This can contribute to “black water” samples and high iron levels in the boiler following the cleaning. Some utilities have used boiler dispersants for a time to promote the suspension and removal of any remaining deposits in the boiler through the normal drum blowdown.
Dealing with the BCCW
There will typically be between three and four boiler volumes of chemical cleaning wastes (BCCW), which includes the solvent and all rinses following a chemical cleaning. The waste and rinses are temporarily stored in frac tanks located at the site prior to the start of the cleaning (Figure 2). Before this waste can be dealt with, it must be characterized to determine if it is considered hazardous or nonhazardous under the Resource Conservation and Recovery Act (RCRA).
 |
| 2. Frac tanks lined up for chemical cleaning. Courtesy: M&M Engineering |
The strongly acidic cleaning wastes are generally neutralized as they leave the boiler, and then that waste is combined with neutralization and passivation steps and rinses to produce a combined waste that is not characteristically hazardous for pH. The other chemical cleaning solvents are not characteristically hazardous by pH to begin with.
The other way that a BCCW can be classified as a hazardous waste is if it contains a concentration of one of the RCRA 8 toxic metals. The primary metal that is of concern is chromium. Chromium comes from stainless steel feedwater heater and condenser tubes. This accumulates in deposits in the boiler. The regulation is specifically aimed at hexavalent chromium. Normally, utilities measure total chromium first, and only address the hexavalent chromium issue if the total chromium is greater than the RCRA limit of 5 ppm.
EDTA solubilizes chromium in a reduced trivalent chrome (Cr III) state, and it is not sufficiently oxidized by oxygen in the passivation stage of the cleaning to create a significant amount of the hexavalent chromium. Some utilities have gone to their state environmental agencies with analytical data showing that there is very little hexavalent chromium in their BCCW, even if the total chrome is greater than 5 ppm, and have sought and received an exemption for this waste so that it can be classified as nonhazardous.
For many years utilities have utilized an exemption provided by the Bevill Amendment and a subsequent letter from the Environmental Protection Agency (EPA) to group BCCW with other wastes that were uniquely associated with coal-fired utilities (such as fly ash and bottom ash) and treat them as exempt from hazardous waste regulations. This allowed the comingling of BCCW with fly ash or bottom ash and disposal in the ash pile without first having to determine if they were characteristically hazardous.
In May 2000, the EPA made a regulatory determination that moved BCCW from the “uniquely associated” to a “not uniquely associated” list, meaning that it would lose its Bevill exemption. This determination was challenged by user groups such as the Utility Solid Waste Activities Group and Edison Electric Institute, and comments were sent to the EPA. The EPA has not responded to these comments in any formal way. However, the agency’s general counsel has produced documents that clearly assume that this change in the BCCW determination has been implemented. This is still an open issue, and utilities should be aware of these regulations when blending BCCW with a Bevill-exempted waste.
New regulations on coal combustion residuals are in the offing and may affect the way utilities manage fly and bottom ash and how ash landfills are managed, and this may change the discussion on comingling BCCW with ash yet again. It is important to note that a nonhazardous BCCW could still be blended with ash, at least under current regulations.
For many years, coal-fired utilities have evaporated characteristically nonhazardous BCCW (<5 ppm Cr) by spraying it directly into the fireball of an operating coal-fired boiler, typically at a rate of 30 to 50 gpm, depending on the amount of coal going to the boiler. This was the practice with EDTA wastes in particular. The water is evaporated, the organic EDTA is consumed in the fireball, and metals are combined with the fly and bottom ash leaving the boiler. The small rate at which the BCCW was being added versus the coal feed made no measurable differences to any of the fly ash or bottom ash characteristics or stack gases. Some even found a slight benefit to NOx emissions during the time the BCCW was being evaporated. This practice had been successfully used for many years by coal-fired power plants.
However, changes to the definition of a nonhazardous secondary material by the EPA, together with changes to definitions of what constitutes a commercial industrial solid waste incinerator, essentially will prohibit a conventional utility boiler from evaporating BCCW in the future. These changes go into effect at the latest in 2015, but they may already be in place in some states.
If both evaporation and comingling with fly ash go away, other options for properly disposing of BCCW will need to be considered. The amount of BCCW generated with the combined solvent drains and rinses can be very large, and off-site treatment or disposal costs could double the cost of the cleaning. On-site treatment, particularly of EDTA wastes, can be time-consuming and expensive. Other innovative recovery and beneficial reuse of these wastes has been considered in the past but never commercialized. However, in the present regulatory environment, these options may be in more demand as utilities strive to get their boilers clean while controlling costs and liability. ■
— David Daniels, is a POWER contributing editor and senior principal scientist at M&M Engineering Associates Inc.