Nondestructive testing (NDT) refers to the inspection of materials to ensure their integrity and serviceability without damaging the components in the process. There are various NDT methods used by inspectors, but one of the most frequently used techniques in the energy industry is ultrasonic testing.
Ultrasonic testing (UT) uses the same principle as naval sonar. When sonar, a term that originated as an acronym for “sound navigation reading,” passes through water and hits an object, a portion of the sound reflects to the submarine and provides a distance measurement to the object.
Before World War II, sonar inspired early ultrasound inspectors to explore ways to apply the concept to other applications. As early as 1929, they conducted studies to use ultrasonic waves in detecting metal objects. By the 1940s, inspectors developed ultrasonic techniques using single element analog pulse-echo probes.
Analog Techniques
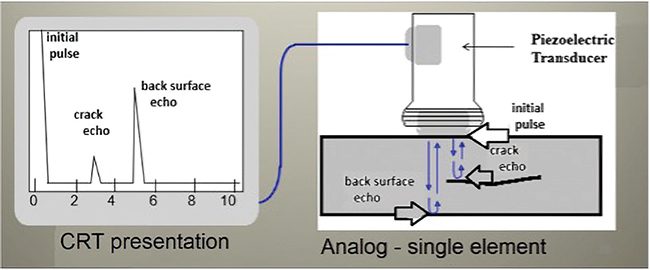
With the analog technique, sound is introduced into a component part using a single element ultrasonic transducer (probe) that piezoelectrically converts electrical impulses from the UT detector machine into mechanical sound waves. The transducer reconverts by turning sound back into electric impulses that can be displayed on a cathode ray tube. A liquid or gel called couplant is used to transmit sound into the part. The most common types of sound waves used in industrial inspections are longitudinal (straight) beam wave and transverse (angle) beam wave, with UT frequencies between 1 MHz and 10 MHz.
Straight Beam. When inspectors use straight beam (Figure 1) wave, longitudinal waves are sent through the piece. Because of distance, if the sound hits an internal reflector, the sound transmits back to the transducer faster than the sound returning from the backwall of the part.
 |
|
1. Analog straight beam technique. Courtesy: American Society for Nondestructive Testing (ASNT)  In This IssueFull issue |
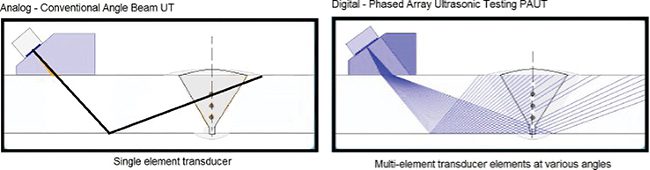
Angle Beam. Angle beam inspection uses the same type of transducer but mounted on an angled wedge to transmit the sound beam into the part at a known angle. An angle beam transducer and wedge combination move back and forth toward a weld, for example, so the sound beam passes through it. As with straight beam, reflectors aligned approximately perpendicular to the sound beam will send sound back to the transducer. This is then displayed on the screen of the UT detector machine.
Digital Techniques
The advancing nondestructive testing (NDT) industry has observed the emerging trend of more and more digital technologies.
Phased Array. Phased array ultrasonic testing (PAUT, Figure 2), a common digital technique, uses a transducer with multiple elements that can be individually activated allowing inspectors to steer the sound beam. The resulting data form a visual image through the inspected part.
 |
|
2. Comparison of ultrasonic testing (UT) and phased array ultrasonic testing (PAUT) techniques. Courtesy: ASNT |
With PAUT, the beam can map components at appropriate angles. This process simplifies inspections with complex geometry. The transducer’s small footprint and ability to sweep the beam without moving the probe aids the inspection of components to which access is limited. Sectorial scanning of this type is typical for weld inspections. The ability to test welds with multiple angles using a single probe increases the probability of flaw detection.
Electronic focusing permits optimizing beam shape and size at the expected defect location. Focusing also improves signal-to-noise ratio in coarse-grained material. C-scan images can then be produced very rapidly. Although the technique is more effective than regular UT, phased array systems are high-cost equipment and require additional training and competency for UT personnel.
Full Matrix Capture (FMC). FMC is a data acquisition strategy that allows capturing every possible transmit-receive combination for a PAUT transducer. PAUT systems use probes with multiple elements (typically from 16 to 128) that are excited by a computer in a controlled manner using a specific delay law. After reception, the contribution of each element is summed to produce a scan.
With FMC, each array element in a probe is sequentially used as a single transmitter while all array elements are used as receivers. By capturing and storing A-scan signals from every transmitter-receiver pair in the array, it’s possible to generate imaging for any given focal beam and apply today’s latest post-processing algorithms.
Flaw Detection
Flaws may occur during the manufacturing, fabrication, and/or in-service phases of an operation. The types of flaws anticipated during in-service are different than those that occur during manufacturing or fabrication.
Manufacturing and Fabrication Flaws. Analog ultrasonics and radiography testing (RT) are two main volumetric NDT methods used in the manufacturing and fabrication industries. While detection and sizing are possible with conventional UT, indications and flaws observed using these methods are in 2D. The acceptance criteria in NDT requirements in material and component specifications usually appear in terms of allowable length or area size, such as no indication greater than 1/8 inches or 3.18 millimeters. There are four categories of material processing defects:
- Casting Defects. Porosity, blowholes, inclusions, shrinkage, hot tears, cracks, cold shuts, unfused chaplets.
- Rolling Defects. Laps, seams, laminations.
- Forging Defects. Laminations, forging laps, cracks, centre bursts, hot tears.
- Welding Defects. Porosity, non-metallic inclusions, incomplete fusion, lack of penetration, cracks.
Items that have flaws exceeding acceptance criteria are either replaced or repaired and re-examined. Both UT and PAUT are used during the manufacturing and fabrication phase, although UT is the more common method.
In-Service Flaws. Unlike manufacturing and fabrication defects, in-service flaws are created by thermal growth, cyclical movement, and aggressive fluids in a plant’s piping systems. Fluids may produce intergranular stress cracks; piping corrosion; cyclical and thermal cracks; and component, material, or weld and heat-affected zone (HAZ) cracks. When plants have outages, periodic maintenance occurs to evaluate and address the situation. Ultrasonics (PAUT/FMC) is the predominant volumetric NDT method used to assess in-service flaws. As such, PAUT is displacing RT as the preferred examination method. Reasons for this include:
- ■ In the nuclear industry, PAUT is emerging as the superior inspection method. PAUT inspections require a lower time investment than radiography, which requires valuable time to set up and use the equipment.
- ■ RT requires removing people from the work area to conduct an inspection.
- ■ PAUT scanning improves reliability compared to conventional UT, using multiple angles to scan larger areas.
- ■ PAUT offers better access to difficult-to-reach components.
- ■ Inspectors can use the same PAUT probe to detect randomly oriented cracks at different depths.
- ■ PAUT increases accuracy in detection, sizing, and location of critical defects, regardless of their orientation. Whereas, UT requires the use of multiple focused beams with the ability of changing focal depth and sweep angle to examine flaws.
How UT-PAUT Technology Has Been Incorporated in Standards and Codes
During the initial construction and manufacturing of a plant or station, owners, governmental agencies, and insurance companies implement their associated standards that are carried into the in-service phase. Some important American National Standards Institute (ANSI) and American Society of Mechanical Engineers (ASME) power industry codes and standards include ANSI B31.1 Power Piping, ASME Boiler and Pressure Vessel Code (BPVC) Section I Power Boilers, ASME BPVC Section VIII (Division 1 and 2) Pressure Vessels, ASME BPVC Section III Nuclear Construction, and ASME BPVC Section XI Nuclear In-service.
Standards are created and updated by industry volunteers, including users, regulators, and professional society members (managers, engineers, and technicians). When the industry observes technological advancements, volunteers recognize those improvements and adopt them into their society standards.
Codes are standards endorsed by a regulatory agency that are then “Incorporated by Reference” into laws. Codes are normally cited in a law or regulation. Since codes are, therefore, enforceable by law, they are cited in engineering specifications, bid packages, and contracts.
The steps occurring when adopting improvements into standards and codes are similar across technical societies. Normally, a “Code Case” is presented to the applicable standards committee. In the past, UT-PAUT has been introduced to various standard committees as Code Cases, such as:
- Code Case N 659-2 (ASME BPVC Section III)
- Code Case 168 (ANSI B31.1)
- Code Case 2235-9 (ASME BPVC Sections I and VIII Division 1 and 2)
N 659-2 is an example where a society “approved” a Code Case with a regulatory agency partially disagreeing. Code Case N 659-2 allows ultrasonic NDT methods to replace radiography techniques. ASME committees had initially approved Code Case N 659-2, but after its own review, the Nuclear Regulatory Commission only partially approved the Code Case. Compliance with federal law is imposed on owners of nuclear power plants and contractually passed down onto all suppliers and subcontractors to nuclear utilities.
How Industries Qualify UT-PAUT Inspectors
For NDT inspectors, qualification and certification is necessary to conduct proper UT-PAUT evaluations in the power and process piping industry. The Power Piping (B31.1) and Process Piping (B31.3) codes contain sections addressing design, materials, dimensional requirements, fabrication, assembly, erection, inspection, examination, and testing. The inspection section references the ASME BPVC Section V Nondestructive Testing. This makes the requirements in the daughter document contractual.
ASME BPVC Section V Article 1 (with Mandatory Appendix II) cites the general requirements for NDT personnel qualifications, including requirements for UT-PAUT personnel. Also, it incorporates the American Society for Nondestructive Testing (ASNT) documents SNT-TC-1A (2016 Edition), as amended by ASME V, Article 4, Mandatory Appendix III; or ANSI/ASNT CP-189 (2016 Edition), as amended by ASME V, Article 4, Mandatory Appendix IV.
The U.S. has 92 operating nuclear power plants. In the nuclear industry, pre-service and in-service nondestructive examinations are required and must follow implemented codes. ASME BPVC Section XI governs plant systems in the reactor containment, which in many plants includes a reactor, pressurizer, steam generators, main steam piping, and reactor coolant piping. To meet code requirements, UT-PAUT personnel must abide by ASNT CP-189, as modified by Appendices VII and VIII of ASME BPVC Section XI.
Employers who fulfill the base UT personnel qualification program have to follow CP-189 and Appendix VII. UT and PAUT personnel are also required to gain qualification in the Mandatory Supplements of Appendix VIII when examining most containment components. Typically, personnel obtain these certifications by qualifying with the Electric Power Research Institute (EPRI). The other buildings of a nuclear plant, such as the primary auxiliary building and turbine building, are referred to as the balance of plant (BOP), and for UT and PAUT examinations governed by ANSI B31.1.
The analog ultrasonic single element straight beam transducer primarily used since the 1940s evolved into a computer-controlled 64 – 128 element transducer that can locate, size, and create real-time flaw images. The diligent efforts of volunteers and professional society organizations to incorporate new and advancing technology into standards and codes is essential to the transformation of the industry. When organizations like the ASNT adopt new technology into their training programs to support code requirements, UT-PAUT personnel are equipped with the latest inspection knowledge and skills.
—A.M. (Marty) Wenzig is an American Society for Nondestructive Testing Inc. (ASNT) Fellow and an advocacy committee member of the ASNT. Although now retired, Wenzig was a highly qualified NDT inspector, educator, and examiner. Wenzig was president and CEO of Industrial Testing Laboratory Services from 1999 to 2020.
















