|
| Courtesy: TVA |
Paradise Fossil Plant Unit 2’s record-setting performance of 259+ days of continuous operation for a cyclone-fired boiler is attributed to excellence in plant operations and maintenance processes, a diligent and well-trained staff, and leadership that places high value on both. The Paradise experience proves that plants can’t help getting older, but they don’t have to get old.
Tennessee Valley Authority’s (TVA) Paradise Fossil Plant, the largest power plant in Kentucky, is located in the western part of the state on the Green River, near what was once the village of Paradise. The three hyperbolic cooling towers, lined up in a row southwest of the plant, dwarf the remainder of the plant structures and are local landmarks. May 19, 2013, marks the 50th anniversary of the commercial operation of the first unit.
The plant has three coal-fired cyclone furnace generating units with a total summer net capacity of 2,201 MW. Construction on the plant began in 1959, and the first two units entered commercial service in 1963. Those two 700-MW units are subcritical designs. The third unit is a cyclone furnace supercritical unit rated at 1,150 MW, added in 1970.
When started up in 1963, Units 1 and 2 were the first 700-MW cyclone furnace–equipped units built in the U.S. In 1985 a barge-unloading facility added fuel flexibility by allowing coal deliveries via train, truck, or barge. The plant has an insatiable appetite for fuel, consuming about 22,000 tons of Illinois basin coal a day.
TVA has spent more than $5 billion on emissions controls upgrades at its fossil plants, mostly within the past 15 years. Paradise Fossil Plant was an early beneficiary of that investment. In 2002, Paradise Unit 2 was the first of TVA’s fossil fleet to be retrofitted with selective catalytic reduction (SCR) and overfire air; the other two units followed within two years. The reduction of nitrous oxides (NOx) from the plant has been profound. In 1974, all three units released about 110,000 tons of NOx. In 2011, the NOx released was reduced to 10,150 tons, a drop of over 90%. Unit 3 is also equipped with electrostatic precipitators to control small particle emissions.
Venturi-type limestone slurry wet flue gas desulfurization (wet FGD) systems were added to Units 1 and 2 in 1983. Unit 3 was upgraded with a wet FGD system in 2006 that is capable of removing 98% of the sulfur dioxide (SO2) from the entering flue gas. The overall result of these upgrades has been significantly reduced SO2 emissions, down from 481,000 tons in 1974 to 37,700 tons in 2011—a plantwide reduction of over 92%. In 2009, TVA added hydrated lime injection prior to the wet FGD at all three units to improve SO3 removal. Further upgrade of the Unit 1 and 2 wet FGDs was completed in early 2012 as part of TVA’s plan to become one of the nation’s leading suppliers of cleaner energy by 2020.
Record-Setting Performance
The long-run record for cyclone-fired boilers—259 days, 16 hours, and 40 minutes—now belongs to Paradise Unit 2. That eclipses the previous record held since 1993 by Paradise Unit 1: 255 days, 8 hours, and 50 minutes. Astute readers will recall a similar record-setting performance of TVA’s Shawnee Fossil Plant Unit 6 (see the February 2008 issue in our archives at https://www.powermag.com). That long-run record of 1,093+ days was for a pulverized coal boiler. The Shawnee and Paradise boilers were both supplied by Babcock & Wilcox, but the similarity between the boilers ends there (see the sidebar, “Cyclone Furnaces Are Unique”).
Cyclone Furnaces Are Unique
The Paradise Fossil Plant Unit 2’s new long-run record has added significance for those familiar with the peculiarities of the cyclone furnace. There are 109 Babcock & Wilcox Co. (B&W) cyclone-fired boilers in service in the U.S.; 98 are subcritical and 11 are supercritical, including Paradise Unit 3. This number represents perhaps 6% of all utility-owned units. TVA owns a total of five subcritical cyclone-fire units: the two units at Paradise and three at the Allen Fossil Plant.
The cyclone furnace was developed by B&W to combust coal fuels that were not compatible with pulverized coal (PC) combustion. The weightiest difference between the two coals is the ash fusion or melting temperature. Coals with a low ash fusion temperature easily form slag that is then carried through the remainder of the furnace, often sticking to the superheater tubes when burned in a PC furnace. The cyclone furnace, normally smaller than the equivalent PC furnace, was designed to handle coals with a low ash fusion temperature (Figure 3).
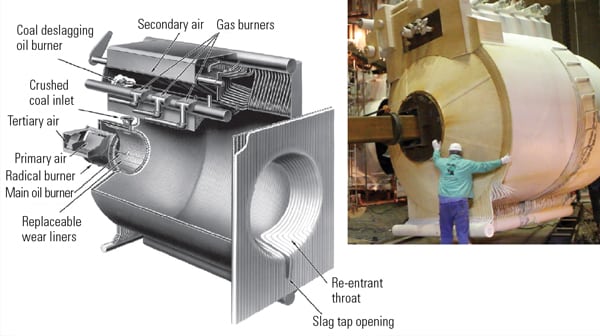 |
| 3. Capable combustor. The cyclone furnace provides a means to fire lower-quality fuels, such as low-volatile bituminous coals and lignite. Shown is a cutaway drawing of a typical cyclone (left) and a photo of an original cyclone from Unit 3 (right). Courtesy: Babcock & Wilcox Co., TVA |
The cyclone furnace is water-cooled and attached to the side of the boiler furnace. To give perspective on the size of the cyclone furnace, Paradise Units 1 and 2 each have 14 of the 10-foot-diameter cyclones—seven each on the front and back wall of the furnace. Steam is produced at 2,450 psia and 1,003F.
The PC boiler burns fuel that has been dried and ground to the consistency of talcum powder, usually around 74 microns, and it burns without difficulty when mixed with the turbulent combustion air in the furnace. The cyclone furnace burns larger crushed coal particles (nominal 0.187 in or 4.75 mm, depending on the fuel). These particles are too large to be burned in suspension, as occurs in the PC furnace, and would just be carried through the furnace before complete combustion could occur. According to B&W’s Steam 41st Edition, “The large particles must be retained in place with the air passing over the particle (air scrubbing) for complete combustion to occur. The cyclone furnace accomplishes this by forming a molten sticky slag layer that captures and holds the heavier particles. While the large particles are trapped in the slag layer, the volatiles and fine coal particles burn in suspension, providing the intense radiant heat required for slag layer combustion. Ideally, all of the large coal particles become trapped in the molten slag, where they complete carbon burnout, leaving behind ash to replenish the slag layer.”
Within its first year of commercial operation, each unit equipped with cyclones began experiencing failures of cyclone waterwall tubes. According to TVA, by 1972 most of the crotch tubes, reentrant throat tubes, wrapper tubes, and face tubes had been replaced at least once. A manpower-intensive program of frequent, proactive tube replacements continued through 1982. During this period, the Unit 1 and 2 forced outage rate (FOR) grew from just under 20% in 1964 to a peak of approximately 42% in 1979 (20.5% attributable to a steam turbine failure), dropping back down to about 20% in 1982. The overall FOR trend was unacceptably high, about 20% for almost 20 years, with about three-quarters of the FOR caused by cyclone furnace problems. In 1982, 10 forced outages were attributed to cyclones.
TVA elected to replace all cyclones in a single scheduled outage, incorporating advances in materials to solve problems created by corrosion and erosion of materials based on fleetwide lessons learned by B&W. Perhaps the two most prevalent problems were the corrosive iron sulfide attack on pressure part tubing and erosion in areas opposite the secondary air throat, where a protective slag coating can’t form.
Further upgrades to the cyclone furnaces were made to reduce NOx production, in conjunction with the selective catalytic reduction (SCR) system installation. The cyclones were updated with air staging to reduce NOx formation within the burner zone by reducing the oxygen present. The reburning or air-staging retrofit produced NOx reduction up to 80%. Air staging controls the amount of primary air sent to each cyclone and the overfire air port located higher on the furnace wall; about 80% of the combustion air goes to the cyclone located in the sub-stoichiometric (lower) region of the furnace and 20% to the overfire air port located in the burnout zone located high in the furnace. With this design, an acceptable residence time is possible in the burnout zone to complete combustion of the fuel. The downside of using air staging is the reducing atmosphere formed in the lower regions of the furnace, which often accelerates tube corrosion and flyash production.
The cyclone design doesn’t lend itself well to rapid load cycling. However, Units 1 and 2 are capable of operating at reduced load, down to 400 MW to 450 MW, and Unit 3 can operate down to 650 MW. The minimum flue gas temperature entering the SCR determines the low-load limit.
“It is a great distinction to surpass any industry record such as this,” said Dennis Spencer, vice president of Coal Operations. “It makes me even more proud when the world record we break is a record held by another TVA unit. It demonstrates what we all know—our employees have the capability, willingness, and passion to accomplish great things.”
The record run began May 1, 2012, and ended Jan. 16, 2013, at 8:26 a.m., when Unit 2 came offline for a planned maintenance outage (Figure 1).
 |
| 1. Dedicated to success. Plant Manager Scott Fallacker (left) and Assistant Plant Manager Billy Sabin lead the 398 staff members at Paradise. Courtesy: TVA |
Current Operations Are Tougher
The new long-run record has added significance when the increased complexities and additional equipment found in today’s plant are considered. And don’t forget that the plant is now operated and maintained by a less-experienced but better-trained staff than in 1993.
Twenty years ago, only Units 1 and 2 were equipped with mature wet FGD systems but no SCR system. The wet FGD and SCR systems can be tricky to operate; a poor batch of fuel can cause plugging of the SCR, and the wet FGD must maintain its chemistry and has many moving parts. Both devices can be problematic during normal plant operation and are often the cause of plant outages and reductions in plant availability. Unit 2’s run includes the added complexities of operating a 20-year-old wet FGD system and its new SCR system and ammonia grid, not to mention the unit has aged another 20 years, particularly the cyclones.
Staff today also operate a unit that is much less forgiving and has much less room for operator error. For example, Unit 2 now operates with reduced margin in its induced draft fans with the SCR addition, particularly during load swings. Also, the SCR has an ammonia grid that demands routine attention, and combustion has to be spot on to minimize excess dust that will accumulate in the ductwork, perhaps causing an outage. Since 1993, the control system has also been upgraded from its original analog configuration to a modern digital control system, which is capable of maintaining tighter control of plant operations (Figure 2).
 |
| 2. Tighter control. Digital control upgrades provided better tools for managing plant operations. This photo was taken during a recent plant outage. Courtesy: TVA |
The experience profile of the typical plant operator has noticeably changed since 1993. Billy Sabin, Paradise assistant plant manager, estimated that assistant unit operators averaged 15 to 20 years of experience and control room operators 20 to 25 years during the plant’s 1993 record run. Since that time, operator retirements have provided an opportunity for a new generation to take control of the plant. Today there are 398 employees on site, and five years is the average experience level for plant operators. In fact, shift supervisors, usually promoted from the ranks of control room operators, now average less than three years’ experience as supervisors with TVA. Paradise has added nine new shift supervisors over the past year and a half.
Today, plant operators and maintainers do enjoy one significant advantage: training. The past generation of operators spent some time in the classroom learning fundamentals but largely focused on more ad hoc hands-on training—team up with a more senior person to show you the ropes. Today, there is a much more holistic training philosophy for the entire staff. On-the-job training remains very important but is now conducted as part of an array of human performance–focused training that extends over the employee’s career. For example, operators attend refresher training programs every quarter, and human performance reviews are regularly conducted to sharpen job skills.
Plants don’t operate and maintain themselves, so progressive utilities, such as TVA, recognize that people are their number one asset. As Sabin noted, it’s the behind-the-scenes work of many people that keeps Paradise running with high reliability. He also credits the involvement of all employees in important decision-making, from job design to plant outage planning. Sabin describes the process using the mnemonic 4Es: Engage staff in decision-making; Empower staff to do their jobs with the right training and equipment; Encourage staff to accept only operational excellence in all that they do; Energize the staff by offering opportunities for personal growth and the plant’s culture. When this approach is implemented well, as demonstrated by the recent Unit 2 long-run records, remarkable accomplishments are possible (Figures 4 and 5).
 |
| 4. Every detail counts. Paradise Electrician Bruce Stewart completes repairs on a light fixture. Courtesy: TVA |
 |
| 5. Operational excellence. Paradise Assistant Unit Operators Dale Welborn and Marty Mefford confirm the procedure to add water to a stator cooling system. Courtesy: TVA |
“This level of performance cannot be achieved without the proper oversight and critical decisions from our corporate partners, as well as site employees,” said Sabin when interviewed by POWER after Unit 2’s record run was announced. “Countless hours making sure these units stay online means fixing the right things, prioritizing the right work, and attention to detail when it comes to planning. We can’t allow ourselves to become complacent, and daily activities cannot be considered ‘routine.’ That attention to detail can be the difference between a unit staying online and coming off.”
More Records Fall
According to Sabin, Paradise broke several other long-run records during FY12: a simultaneous Unit 1 and 2 record run at 137+ days set on Nov. 4, 2011; a prior Unit 2 long-run record of 216+ days set on Jan. 7, 2012; and Unit 3’s third-longest run at 130+ days set on Apr. 10, 2012. The equipment is obviously running better than at any time in the past.
Operating records are important, but safety comes first at Paradise. During FY12, Paradise experienced its best ever Occupational Safety and Health Administration recordable injury rate of a minuscule 0.23—a single injury away from a perfect record.
“Paradise employees should feel proud,” Sabin said. “It’s one thing to accomplish a world record, but when we look back at the year we’ve had, it’s obvious that they have worked very hard, day in and day out, to continuously improve our performance and do our part to keep injury rates low for the people of the Tennessee Valley Authority. I can’t say thank you enough for all the work they do.”
Our congratulations to the staff of TVA’s Paradise Fossil Plant for demonstrating that operational excellence rests largely with staff quality rather than equipment vintage.
—Dr. Robert Peltier, PE is POWER’s editor-in-chief.