Are you using your flue gas desulfurization (FGD) system to its highest potential? You might not be if you’re not making it do double duty.
It seems that million-dollar wet scrubber you installed to rid your flue gases of sulfur dioxide also can do a decent job of capturing mercury — under the right conditions. However, with tighter caps on power plant mercury emissions less than three years away, there’s barely enough time to test and refine proven mercury capture techniques using these scrubbers and to develop experimental processes for the future. Here’s what we know today and where ongoing R&D is headed.
Wet FGD Rules
The U.S. Environmental Protection Agency (EPA) predicts that the total capacity of U.S. coal-fired power plants equipped with FGD systems, or scrubbers, will more than double by 2020 to about 231 GW (Figure 1). Over 90% of the scrubbers are expected to be wet. The Clean Air Interstate Rule (CAIR) is the biggest driver of these new installations.
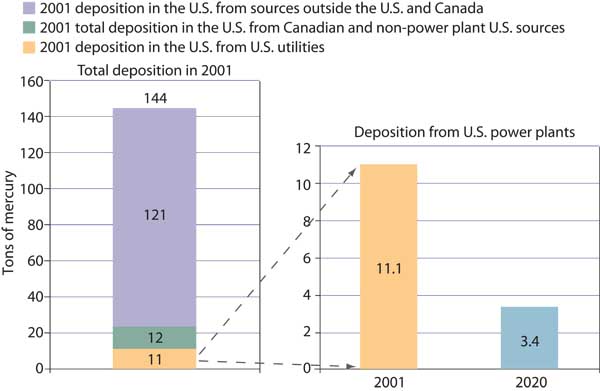
1. Mercury deposition in the U.S. Source: U.S. EPA
Wet FGD systems’ ability to capture mercury (Hg) in flue gas also became appealing to coal-fired utilities with promulgation of the EPA’s Clean Air Mercury Rule (CAMR) in 2005. In fact, the Phase I (2010) Hg emissions cap of 38 tons/year is largely based on "co-benefit" Hg reductions to be achieved by further SO 2 and NO x emission controls required under CAIR.
However, native Hg capture — as measured by the Ontario Hydro Method during the EPA’s 1999 Information Collection Request (ICR) campaign — across units burning different coals and equipped with different configurations of air pollution control devices (APCDs) is quite variable and depends on the chemical speciation of Hg in flue gas. For instance, the ICR data show co-benefit Hg reductions ranging from 0% to more than 90%.
Mercury Trinity
Flue gas from coal combustion contains varying percentages of three Hg species: particulate-bound (Hg P) oxidized (Hg 2+), and elemental (Hg 0). The Hg P fraction is typically removed along with the flyash and unburned carbon (UBC) using an APCD such as an electrostatic precipitator (ESP) or fabric filter (FF). The Hg 2+ portion is water-soluble and therefore is readily captured in wet scrubbers, while the Hg 0 fraction, which is water-insoluble, is typically not captured by existing APCDs. Consequently, the amount of Hg captured in a wet scrubber depends largely on the fraction of Hg 2+ at its inlet.
The following factors can affect the Hg2+ concentration in coal combustion flue gas:
-
Coal chlorine content. The predominant form of Hg 2+ in coal combustion flue gas is mercuric chloride. Coals with greater than 500 ppm by weight of chlorine have approximately 80% Hg 2+ in the flue gas.
-
UBC in flyash. UBC can adsorb gas-phase Hg to form Hg P. In the presence of sufficient chlorine compounds, it also can serve as a catalyst for Hg oxidation.
-
Temperature. Hg 0 oxidation occurs between 300F and 850F. As a result, the temperature gradient across the air heater (AH) of a coal-fired power plant can affect Hg oxidation.
-
Upstream APCDs. Hg 0 oxidation can occur across selective catalytic reduction (SCR) systems designed for NO x control.
The co-benefit of wet FGD operation was observed during EPA’s ICR campaign as the average level of baseline Hg capture across a bituminous-fired unit equipped with a cold-side ESP (CS-ESP) increased from about 36% to 75% when equipped with a downstream wet scrubber. However, further improvements in Hg co-removal, as well as the use of new Hg-specific control technologies, will be needed to ensure industrywide compliance with CAMR’s Phase II (2018) Hg emissions cap of 15 tons/year and the various state-level Hg regulations currently under consideration. In fact, the CAMR preamble speaks to the need for further R&D in the Hg-specific control technology arena.
Though activated carbon injection into flue gas upstream of, or in, a particulate collection device has shown the most promise as a near-term Hg control technology during field tests completed to date, other technologies are being tested to optimize Hg co-removal across wet scrubbers. In general, the intent of these FGD-related technologies is to increase the Hg2+ concentration at the scrubber’s inlet. However, enhanced Hg capture in wet scrubbers will also produce a slight increase in the Hg concentration of FGD by-products.
Wet scrubbers typically use a lime or limestone reagent to capture SO2 as calcium sulfite, which is subsequently converted to calcium sulfate (FGD gypsum) using forced oxidation. FGD gypsum’s main use is as a substitute for rock gypsum in wallboard production. Utilities and wallboard plant owners alike need to better understand any potential effect of enhanced Hg capture in scrubbers on the quality of coal utilization by-products (CUB).
R&D Continues
The U.S. Department of Energy’s National Energy Technology Laboratory (DOE/NETL) is conducting an integrated research and development effort to improve understanding of the mechanisms of Hg capture and retention in FGD systems and the fate of Hg in FGD gypsum during wallboard production or material disposal. The research, part of DOE/NETL’s Innovations for Existing Plants (IEP) Program, focuses on two complementary areas: development of Hg emissions control technologies and CUB characterization.
Collaboration among power plant operators, the Electric Power Research Institute (EPRI), a host of research organizations and academic institutions, state and local regulators, and the U.S. EPA has already borne fruit in these areas. Research efforts of the 1990s and early 2000s focused on characterizing power plant Hg emissions and control technology development at the laboratory, bench, and pilot scales. The IEP Program is currently completing a broad portfolio of advanced Hg control technology field testing projects.
The program’s near-term goal is to develop Hg control technologies that can achieve 50% to 70% Hg capture at a cost that is 25% to 50% lower than baseline (1999) estimates of $50,000 to$70,000/lb Hg removed. The technologies being studied would be available for commercial demonstration on all ranks of coal by the end of this year (2007). The program’s longer-term goal is to develop advanced Hg control technologies that can achieve 90% or greater capture and be available for commercial demonstration by 2010. In fact, several of the advanced Hg control technologies developed under NETL’s program have already been proposed for commercial deployment on both new and existing coal-fired power plants.
CUB research is driven by, and in response to, the transfer of Hg and other trace metals from flue gas into solid and liquid effluent streams by existing APCDs at coal-fired plants. Partly as a result of DOE/NETL’s past research efforts, beneficial use of CUB increased from 25% in 1990 to more than 40% in 2005. Continued environmental characterization and related research are needed to increase CUB re-use to 50% by 2010 and to nearly 100% by 2020. A key component of this research is focused on the fate of Hg and other trace metals in APCD by-products.
Enhancing Mercury Capture
To optimize Hg capture in scrubbers, DOE/NETL is evaluating three technologies that promote Hg oxidation upstream of the units:
-
SCR systems
-
Retrofitted Hg 0 oxidation catalysts
-
Chemical additives
NETL is also field-testing FGD additives designed to maximize Hg capture and limit Hg0 re-emissions across the scrubber vessel. The latter occurs when previously captured Hg2+ is chemically reduced within the FGD and emitted as Hg0.
SCR systems. SCR units achieve high levels of NOx control by reducing NOx to nitrogen gas and water vapor in the presence of ammonia and a fixed catalyst. About 154 GW of SCR capacity will have been installed on U.S. coal-fired power plants by 2020 to comply with NOx regulations under state implementation plans and CAIR. Although SCR systems capture negligible amounts of Hg, their catalysts oxidize Hg0 and therefore enhance the overall Hg capture efficiency of a downstream FGD system. However, the degree of oxidation is variable and appears to be coal-specific, depending on the coal’s chlorine content and the level of UBC in its flyash. As a result, DOE/NETL has funded several projects to advance understanding of the myriad factors impacting Hg oxidation across SCR systems.
Extensive Hg measurement campaigns conducted by the University of North Dakota’s Energy and Environment Research Center (EERC) and the coal company Consol Energy Inc. (www.consolenergy.com) evaluated the impact of SCR operation on flue gas Hg speciation and capture. The EERC tested five generating units that fire eastern bituminous coal and one unit that fires Powder River Basin (PRB) subbituminous coal in a cyclone boiler.
For the bituminous coal – fired units, Hg oxidation by the SCR system ranged from 10% to 71%, while the PRB-fired unit experienced a 10% increase in Hg oxidation. As shown in the table, the average total Hg removal by the downstream wet FGD system increased from about 50% to 90% with the operation of an SCR system. However, the Hg0 concentration in the FGD system also increased at both unit types, with and without an SCR system in service, indicating Hg0 re-emissions across the vessel. When an upstream SCR system was in service, the Hg0 re-emission phenomenon appeared to diminish.
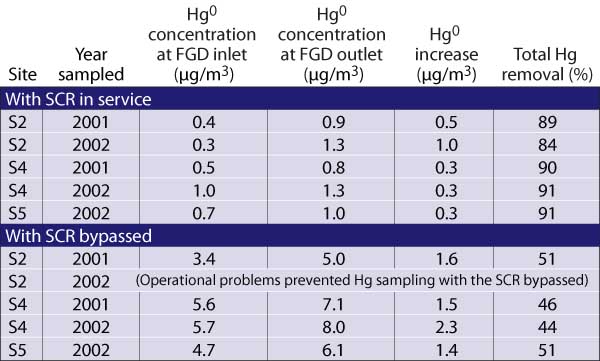
Impact of SCR operation on Hg speciation and capture across wet FGD systems. Source: NETL
EERC conducted additional testing at DTE Energy’s Monroe Station to determine the impact of SCR operation on Hg speciation for blends of coals (60% PRB and 40% mid-sulfur eastern bituminous coal). Results were similar to those obtained at plants firing 100% eastern bituminous coal: The Hg2+ concentration increased 41% across the SCR system’s catalyst.
Meanwhile, Consol Energy conducted Hg measurements at 10 bituminous coal – fired units equipped with an SCR, air preheater, and either a downstream ESP/wet scrubber or a spray dryer absorber (SDA)/FF. Additional measurements were taken at four of these facilities with the SCR system operating or bypassed. Overall, Hg0 oxidation across the SCR/AH combination averaged 96% and 90% with and without the SCR in service, respectively. Coal-to-stack Hg removal at these 10 coal-fired units ranged from 65% to 97% with the SCR system in service and from 53% to 87% with it bypassed.
Reaction Engineering International (www.reaction-eng.com) reviewed available data on Hg oxidation for the purpose of developing a global kinetic model of Hg oxidation across an SCR system. The review examined all of the factors that can affect Hg oxidation: the system’s temperature and space velocity, the presence of ammonia, the coal’s sulfur content, and certain catalyst properties (such as the mix between vanadium oxides and other oxides, pore size distribution, and catalyst deactivation).
The global kinetic model, formulated using full-scale data, suggested strategies for maximizing Hg oxidation in SCR systems. One, for example, is increasing the chlorine content of the flue gas, either by blending low-chlorine coal with high-chlorine coal or through the use of additives. Another is lowering the flue gas temperature.
Retrofitted mercury oxidation catalysts. URS Group Inc. has evaluated at pilot scale the use of solid honeycomb catalysts to promote Hg0 oxidation upstream of a wet FGD system. A full-scale field test is planned under the Phase III mercury control program.
The catalysts are installed downstream of an ESP or FF to:
-
Minimize flyash deposition on the catalysts.
-
Prevent or minimize catalyst erosion.
-
Ensure a low flue gas temperature and flow rate, which reduces the catalyst space velocity and minimizes the length of catalyst required.
Pilot-scale testing was done at Great River Energy’s lignite-fired Coal Creek Station (CCS) in North Dakota and at City Public Service of San Antonio’s J.K. Spruce Plant, which burns PRB coal. CCS has a wet FGD system downstream of its ESP, whereas the wet FGD system at the Spruce Plant is downstream of a reverse-gas FF. Skids installed at both plants were loaded with a palladium (Pd#1) catalyst, an SCR catalyst, and an experimental activated-carbon (C#6) catalyst. In addition, a subbituminous ash-based (SBA#5) catalyst was installed at CCS, while a gold (Au) catalyst was evaluated at Spruce. High levels of baseline Hg2+ downstream of the FF at Spruce made it difficult to evaluate the Hg oxidation catalysts.
The final catalyst activity measurements conducted at CCS in June 2004 showed 79% Hg0 oxidation across the C#6 catalyst after nearly 13 months of operation and about 67% oxidation across the Pd#1 catalyst after more than 20 months. Significantly lower activity was measured for the SCR and SBA#5 catalysts.
In-situ thermal catalyst regeneration tests then were performed in an attempt to extend the effective life of the catalysts. Following thermal regeneration, Hg0 oxidation across the Pd#1 catalyst increased from 67% to 88% (near the 95% activity of the fresh catalyst), while the C#6 catalyst showed no improvement. It is important to note that these "proof of concept" tests were conducted only to determine if the catalysts could be thermally regenerated; conditions were not adjusted to optimize thermal regeneration. Meanwhile, 79% total Hg capture was observed across the pilot-scale FGD system (a wet-limestone, forced-oxidation unit), with 84% Hg2+ at the inlet.
Additional pilot-scale testing has been completed at Unit 3 of TXU’s Monticello Steam Electric Station, which fires a blend of Texas lignite and PRB coals (Figure 2). In January 2005, four Hg0 oxidation catalysts were installed downstream of the CS-ESP: Au, an SCR catalyst, regenerated Pd#1 from CCS, and fresh Pd#1. When it inspected the catalysts, URS found severe flyash buildup on their surfaces that was likely caused by frequent pilot unit outages during the test campaign. The catalysts were manually scrubbed to remove the flyash buildup prior to making the final catalyst activity measurements in August 2006.

2. Monticello Steam Electric Station has been blending PRB coal with Texas lignite since 1995. Courtesy: TXU Power
Following the cleaning, and after 17 months of pilot-scale operation, the measured level of Hg0 oxidation was 72% across the regenerated Pd#1 catalyst and 66% across the Au catalyst. Pilot-scale tests completed in April 2005 indicated that total Hg capture across the downstream wet FGD system ranged from 76% to 87%, compared with only 36% under baseline conditions.
URS also is pilot-scale testing the catalytic Hg oxidation technology at Southern Company’s Plant Yates Unit 1, which fires a low-sulfur eastern bituminous coal (Figure 3). At this plant, the skids were installed downstream of its CS-ESP in December 2005 and loaded with fresh Pd#1 and Au catalysts, and regenerated SCR and Au catalysts from the Spruce Plant. After 10 months of operation, measured Hg0 oxidation was 58% across the fresh Au catalyst, 38% across the fresh Pd#1 catalyst, 32% across the regenerated SCR catalyst, and 26% across the regenerated Au catalyst.

3. Plant Yates is one of Georgia Power’s oldest plants. it has seven generating units with a total capacity of 1,250 MW. Courtesy: Southern Company
URS plans to begin a full-scale field test of catalytic Hg oxidation in mid-2008 at Unit 3 of Lower Colorado River Authority’s PRB-fired Fayette Power Project. The objectives of the project are to test at full scale the ability of solid, heterogeneous Au-based catalyst to promote Hg0 oxidation downstream of a CS-ESP and to demonstrate that the catalytically oxidized Hg removed by a downstream wet FGD system ends up in its by-products. The latter effort hopes to quantify, over a two-year? period, the amount and life of catalyst required to achieve at least 70% Hg0 oxidation.
Full-scale testing represents the next logical step in the advancement of catalytic oxidation technology from its current pilot scale. It seeks to answer several technical questions, such as the catalyst quantity and life required to achieve high Hg oxidation percentages, the efficiency of catalytically oxidized Hg capture in full-scale wet FGD systems, and whether sonic horns can keep catalysts clean of flyash buildup.
Chemical additives. Finally, DOE/NETL is evaluating the ability of chemical additives to promote flue gas Hg0 oxidation and enhance Hg capture in FGD systems. The additives — called sorbent enhancement additives (SEA) by the EERC and oxidation additives (OA) by URS — are sprayed onto precombusted coal as an aqueous salt solution. Full-scale field testing of this technology has been completed at Unit 2 of Minnkota Power Cooperative’s Milton R. Young (MRY) Station and at Unit 3 of TXU’s Monticello plant.
MRY Unit 2, which fires North Dakota lignite in a cyclone boiler, has a CS-ESP and a wet scrubber. The EERC evaluated three additives during short-term parametric tests: SEA1, calcium chloride (CaCl2), SEA2 (a proprietary chemical formulation), and magnesium chloride (MgCl2). SEA2 yielded the best results, achieving about 44% total Hg capture across the ESP/FGD combination at a 75-ppm injection concentration (on a dry coal basis) — far better than the less than 20% Hg capture produced by use of SEA1 and MgCl2 injection at 500 ppm.
SEA2 also achieved about 60% total Hg capture when injected at 50 ppm, along with untreated DARCO Hg powdered activated carbon (from Norit Americas Inc.) injected at a rate of 1 lb/mmacf of flue gas. Consequently, co-injection of SEA2 and DARCO Hg then was evaluated during a 30-day test. Total Hg capture across the ESP/FGD system ranged from 50% to 65% with SEA2 injection at 60 to 100 ppm and DARCO Hg injection at 0.15 lb/mmacf.
During parametric testing at Monticello Unit 3, URS compared the efficacy of the additives OA1 (CaCl2) and OA2 (CaBr2). These trials clearly displayed the superior performance of CaBr2 as 72% Hg2+ was observed at the CS-ESP outlet with an injection rate of 100 ppm Br in the coal (on a dry basis). As a result, long-term testing was conducted with CaBr2. The two-week test, at a CaBr2 injection rate of 55 ppm Br in the coal, oxidized 67% of the Hg entering the FGD, resulting in an average total Hg capture of 65%. At a CaBr2 injection rate of 113 ppm Br in the coal, Hg0 oxidation reached 85%, resulting in an average total Hg capture of 86% over the two-week test. In addition, a short-term test conducted with a CaBr2 injection rate of 330 ppm Br in the coal resulted in 92% total Hg capture across the ESP/FGD.
Under DOE/NETL’s Phase III Hg control field testing program, the EERC will demonstrate that the SEA2 technique 2 (SEA2-T2), which injects both SEA2 and powdered activated carbon upstream of the APCD, can achieve at least 90% Hg capture. Full-scale testing at Unit 5 of Kansas City Power & Light’s Hawthorn Station and Unit 4 of Louisville Gas & Electric’s Mill Creek Station is scheduled to be completed by the end of this year. Hawthorne Unit 5 burns PRB coal and is equipped with an SCR system and an SDA/FF; Mill Creek burns bituminous coal and is equipped with an SCR system, a CS-ESP, and a wet scrubber.
More to Come
In the next issue of COAL POWER we will explore Hg0 re-emission issues, the effect of additives on wet scrubber operation, and the fate of Hg in FGD by-products.
The authors would like to acknowledge the contributions to this article by William W. Aljoe, Karl T. Schroeder, and Candace L. Kairies of DOE/NETL, and James T. Murphy of Science Applications International Corp (SAIC). We also thank the U.S. EPA, EPRI, the coal-fired utilities that provided host sites for the testing discussed, and the participating research organizations and academic institutions.