Use of Powder River Basin (PRB) coal for power generation set another record in 2007. In fact, PRB coal now accounts for about 40% of all the coal fired in the U.S. to produce electricity. Yet we have barely dented the estimated 800 billion tons of the fuel’s proven reserves in Wyoming. The size of those reserves guarantees the availability of PRB coal for power generation in the U.S. for many years to come.
But PRB isn’t just another coal. Its friability and other peculiar properties require special attention during the engineering and design of systems for handling and storing it. This first article in a series on the subject reviews the basics of PRB fires and explosions. Subsequent articles will address the essential design elements required to safeguard at-risk areas of the plant — between the point of coal receipt and on-site storage of the fuel in silos.
Hard to Handle
Safe handling and storage of PRB coal doesn’t happen by accident; it is the result of careful thought and attention to myriad details of equipment design and operation. Accidents happen when plant designers and operators discount well-understood design fundamentals or underestimate PRB coal’s destructive potential.
PRB coal’s environmental friendliness — and low price per Btu — come with a cost: dustiness that raises the risk of fires and explosions. Although many such incidents have not been widely publicized, they have occurred, and plant operators suggest that their frequency may be rising. Small contained fires are reported to occur weekly at many plants, and several major explosions in recent years have caused extensive damage that cost many millions of dollars to repair.
In late 2006, the U.S. Chemical Safety and Hazard Investigation Board (CSB, www.csb.gov) released a study that found that at least 281 fires and explosions ignited by combustible dust had occurred in general industry between 1980 and 2005. Those incidents resulted in at least 119 fatalities and 718 injuries. One of the report’s main findings: "secondary dust explosions, due to inadequate housekeeping and excessive dust accumulations, caused much of the damage and casualties in recent catastrophic incidents."
The CSB report was commissioned following the release of results from a three-year investigation of three major industrial explosions — in North Carolina, Kentucky, and Indiana — involving combustible powders. One, at a pharmaceutical plant in 2003 that killed six employees, "was caused by dust accumulations mainly under a quarter-inch deep." (The National Fire Protection Association’s NFPA 654 standard warns that only 1/32 of an inch of dust or more over 5% of a room’s surface area presents a significant explosion hazard.)
The CSB report found that dust collectors were involved in up to 40% of the accidents over the study’s 25-year period. Grinders, silos, hoppers, and mixers also contributed to numerous incidents. In two particularly noteworthy cases, dust explosions traveled through pipes or vents from one piece of equipment to another elsewhere in the facility, increasing the damage. The NFPA standards for dust collectors consider the risk of propagation and recommend using isolation valves to minimize the chances of a dust explosion spreading to areas where workers may be present.
Although specific information on PRB fires is hard to come by, statistical data in the NFPA 120 Standard for Coal Preparation Plants can help identify equipment and systems that seem more prone to fires (see table). Other data indicate that silos and conveyor belts were the source of more than half of the reported fires at coal-handling facilities over the past couple of decades.
Recipe for Disaster
Every plant operator understands the three-sided fire triangle (Figure 1) and its importance to plant and employee safety. To review, the ingredients necessary for a fire are:
-
Fuel, in the form of combustible dust (PRB coal dust, for example).
-
An ignition source (heat or a spark).
-
An oxidizer, typically the oxygen in air.
Mixed in the right proportions, these three components will cause a fire. But remove one, and a fire cannot start. A plant kept clean of fugitive coal dust, for example, is not only a more enjoyable place to work, it’s also much safer.
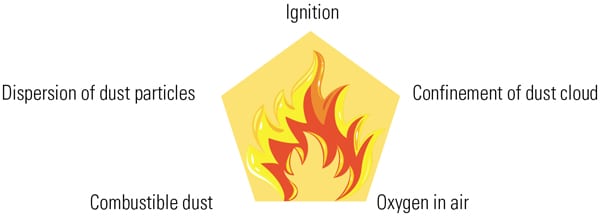
Dust explosions are entirely another matter. The "explosion pentagon" (Figure 2) requires two additional conditions:
-
The dust must be dispersed in concentration sufficient for an explosion.
-
The dust must be confined.
An explosion cannot occur if any side of the explosion pentagon is eliminated — something that’s hard to achieve consistently at a power plant. But hard doesn’t mean impossible. Just ask Westar’s Lawrence Energy Center. Thanks in large part to assiduous housekeeping practices, the plant had zero lost-time accidents during an eight-year, million-man-hour fuel-switching project. For that achievement it was named the PRB Coal Users’ Group Plant of the Year ( POWER, July 2007, p. 22).
To be explosive, coal dust must have a large enough volatile ratio, a small enough particle size, and sufficient quantity. The volatile ratio, determined by laboratory analysis of a sample, is defined as the amount of volatile matter in the coal divided by its volatile and fixed carbon content. Coals with a volatile ratio greater than 0.12 are considered a dust explosion hazard. This category includes PRB and bituminous coals but not anthracite coals. Bituminous and anthracite coals burn, but only bituminous coals explode. (See "Control Dust to Prevent Explosions.")
Small particle size is another necessary condition for an explosion. Experiments by the U.S. Bureau of Mines have shown that coal particles small enough to pass through a standard 20-mesh (0.03-inch) sieve can be explosive. In a typical pulverized coal plant, chunks of coal are reduced in size to around 200 mesh (0.003 inches). Coal dust particles are even smaller.
The third condition for an explosion — enough coal dust in suspension — is determined by the coal’s minimum explosive concentration (MEC). The MEC of a typical bituminous coal is around 0.10 ounces per cubic foot (100 grams per cubic meter). That doesn’t sound like much, but if your footprints are visible in the coal dust on the floor of your plant, you have an explosion hazard. Tests by the U.S. Mine Safety and Health Administration on a 0.05-inch test layer of dust found its MEC above the safe limit.
Cascading Catastrophes
Suspended dust burns more easily and rapidly than settled dust. That’s important to know, because most primary explosions create dust clouds (settled dust that has been thrown into suspension by the first blast) that can cause one or more secondary blasts. Add an ignition source to a dust cloud, and you have the potential for a secondary explosion. Tertiary explosions are also a possibility if a secondary explosion sends enough settled dust into suspension (see sidebar).
A secondary coal dust explosion may even be triggered by a primary explosion of something other than dust. That was the case on February 1, 1999, when several blasts killed six workers and injured 36 at the power plant serving Ford Motor Co.’s legendary River Rouge factory in Dearborn, Mich. Investigators found that the initiating event was a natural gas explosion that threw dust that had accumulated on horizontal plant surfaces into suspension. That dust led to the secondary explosions. A postmortem report by the Michigan Occupational Safety and Health Administration determined that the plant’s housekeeping program, which had not removed the dust buildups, was "inadequate." Now that’s an understatement.
Residual coal dust must be routinely cleaned from equipment and structures using approved methods. In fact, NFPA 654 stipulates that areas that cannot be readily accessed for cleaning should be sealed to prevent dust from accumulating within them.
Looking for Trouble
Fortunately, it won’t take long to do a quick survey of potential dust explosion hazards in your plant. Walk it from top to bottom, looking for accumulations of fine coal dust on overhead structural steel and in less obvious locations, such as atop ductwork or cable trays. As you stop in each area, keep your eyes peeled for any potential ignition sources, and imagine anything that could happen in the vicinity (other than an explosion) that could put coal dust into suspension.
In the next issue of COAL POWER, we’ll review specific plant areas where improvements in handling PRB coal can be introduced to improve safety.
Control Dust to Prevent ExplosionsThe National Fire Protection Association Standard 654 (Standard for the Prevention of Fire and Dust Explosions from the Manufacturing, Processing, and Handling of Combustible Particulate Solids) makes the following recommendations:
|
Control Ignition Sources to Prevent ExplosionsThe National Fire Protection Association Standard 654 (Standard for the Prevention of Fire and Dust Explosions from the Manufacturing, Processing, and Handling of Combustible Particulate Solids) advises taking these safety steps:
|