The challenges of using Powder River Basin (PRB) coal are as significant as the rewards. The subbituminous coal contains lower amounts of sulfur dioxide than bituminous coal but can be prone to combustible dust explosions if it is not properly managed. To eliminate such hazards, plant personnel need to establish best practices for the safe operation and maintenance of PRB coal-handling and -storage systems based on best available technologies.
There are strong justifications for the use of Powder River Basin (PRB) coal as a fuel for electricity generation. Specifically, PRB coal has many valuable advantages, including its competitive price, low caloric value, and lower emissions of sulfur oxides and nitrogen oxides compared with other types of coal. In addition, other fuels used for power generation have significant drawbacks. For example, there are troubling questions about the long-term price stability of natural gas (currently a relatively low-cost fuel) and the safety of nuclear energy.
On the flip side, PRB coal’s main challenge is that its use can lead to combustible dust explosions if plant personnel fail to handle it correctly. In order to continue utilizing this environmentally friendly PRB in our power generation facilities, we need to make protecting workers and managing the risks top priorities.
Despite PRB coal’s volatile properties, there is a race to find methods for redistributing PRB coal to Europe and Asia. For example, I found it interesting that many of the power generation facilities I recently visited in mainland China were more interested in PRB coal than Indo-coal.
Handling Challenges Related to Moisture and Friability
PRB coal has high moisture, generally 28% to 30% when transported by rail cars. The reduction of PRB coal’s high moisture content through transport or placement into new environs is normally followed by the coal’s re-adsorption of moisture. While the coal establishes a new moisture equilibrium, exothermic reactions can result in self-heating. Incidents of spontaneous combustion can then lead to combustible dust explosions.
Another safety concern related to PRB coal is its friability. When it crumbles, it exposes many times the surface area per pound compared with bituminous coal. Friability can result in dangerous quantities of fine coal fragments, dangerous combustible dust, and higher dust emissions (Figure 1).
 |
| 1. Falling to pieces. This 5-day-old undisturbed coal fractured simply as a result of exposure to oxygen and the rapid decrease in moisture content. Courtesy: Benetech Inc. |
Problems with Dust Dispersion
Most material-handling systems do not have the containment features and new technologies required to keep the material and dust from exiting the process flow at the point of source (POS). As a result, dust can be dispersed into the air and, when exposed to oxygen and a source of ignition, may become a significant danger by causing an explosion and/or flash fire before the dust settles for the first time (Figure 2).
 |
| 2. Deep dust. Dangerous levels of combustible dust accumulations. Courtesy: Plant Professionals (P2), a division of Benetech Inc. |
In a typical power plant setting, dispersed combustible dust eventually finds its way to horizontal and near-horizontal surfaces (up to an angle of approximately 65 degrees). Any surface covered with this combustible dust is as dangerous as a pool of gasoline. Even a minor primary or secondary explosion elsewhere in the plant can disperse dust sitting on rafters, pipe racks, or structural members back into the air, forming a lethal mixture. Combustible dust piles on floors and equipment at power plants can likewise be lofted from their resting places and cause an insidious dispersion of dust that lacks only an ignition source to become a life-threatening hazard.
Many areas of the fuel yard and fuel-handling system also experience flow, stockpiling, reclaiming, rat-holing, and dust generation from vibrating equipment. All these challenges must be handled during the engineering phase of a project or by assessing and determining problems during the operations phase.
The often-neglected fly ash–handling systems and others areas of the plant that regularly experience dispersed fly ash and pulverized fuel mixtures also represent sources of combustible dust. Remember, fly ash concentrations as low as 6% to 10% by mass are explosive.
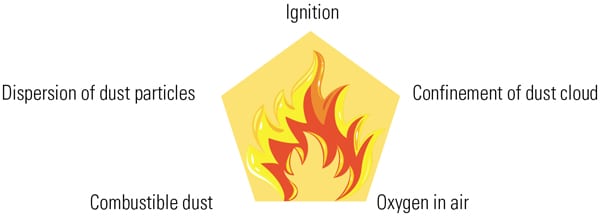
Five Factors Contributing to Combustible Dust Explosions
For a dust explosion to occur, five conditions must be met:
- A fuel source.
- An oxidant.
- An ignition source.
- Dispersion of the dust into a cloud.
- Some form of confinement of the dust cloud.
These conditions are often referred to as the “explosion pentagon” (Figure 3).
 |
| 3. Explosion pentagon. For a dust explosion to occur, five conditions must be met. Unfortunately, all the components required for a dust explosion are quite common in many coal-fired power plants. Courtesy: P2 |
In a typical power generation facility, the fuel is commonly the material burned to generate power. The oxidant is commonly oxygen in the air. The ignition source can be self-heating fuel, a hot surface, electrostatic discharges from pulverized coal, an open spark, unrated electrical equipment, hot work, or an open flame/fire. Confinement can be provided by the process equipment or the structure in which the equipment is housed. Dispersion can occur from fuel- or waste-conveying activities or during an upset condition. Unfortunately, all the components required for a dust explosion are quite common in the power generation industry (Figure 4).
 |
| 4. Dusty breeze. Acute coal dust dispersion is combustible and respirable. Courtesy: P2 |
The PRB Coal Users’ Group and OSHA Initiatives
The PRB Coal Users’ Group (PRBCUG) asked that I serve as director of governmental affairs, responsible for tracking the regulations and administrative efforts being carried out by the U.S. Occupational Safety and Health Administration (OSHA). This role frequently takes me to Washington, D.C.
OSHA has made significant inroads in completing a new combustible dust standard. In fact, at press time, the proposed standard was scheduled to be released for preliminary introduction to the small business community. However, despite impressive efforts of the groups within OSHA working toward completion of this new standard, the constantly changing political landscape is creating heavy counter-currents that are interfering with its timely completion. I have been impressed with OSHA’s efforts to assist industry while staying sensitive to the need to avoid the enactment of any regulation that overreaches.
In 2009 and 2010, the PRBCUG requested input from members of the electric power industry, which, in turn, was passed to OSHA without identification of those companies that wished to remain anonymous. We have represented ourselves as a clearinghouse for such information, without exceeding the limits of our tax status. Our group has gained a fair amount of attention that has given us better access to key individuals within the Department of Labor and the Chemical Safety Board (CSB). We did this by introducing ourselves as an industry that annually handles more than 150 million tons of <100 mesh combustible dust (by the time it gets to the boiler), which has a Kst (dust deflagration index) more than 2.5 times that of sugar and other bituminous coals. Explaining our group’s background has given it better access to OSHA to discuss the very latest problems and the progress of the new combustible dust standard.
Living with the Current OSHA Rule
The OSHA National Emphasis Program (NEP) for combustible dust is very specific in its guidelines about how workers should handle utility coal. Currently, there are several congressmen in Washington, D.C., who routinely push for a temporary combustible dust rule. (See “Proposed Combustible Dust Rule Sparks Debate” in our Mar. 2011 issue or online at https://www.powermag.com.) However, a temporary rule may not be effective because of the ambiguity and confusion it would cause. The existing NEP is sufficient; it is actionable now, we know its intent, and we have some history concerning how inspectors and judges have interpreted it.
In addition, we should be confident that the current direction of the NEP is worth our compliance investment and that the eventual new combustible dust standard will not cause the abandonment of mitigation actions or projects due to any major regulatory change.
Plant Professionals (P2) has been advising customers that the new standard may follow a different rule-of-law for enforcement and a different level of detail. However, the general theory governing safety and the avoidance of hazardous incidents will not differ from the current NEP. In short, don’t ignore the protection of your workers and your facility while waiting for the new standard.
Promoting Safe Management of Combustible Dust
The top priority is to stay safe. P2 staff spend a lot of time traveling around the globe teaching and advising coal-based power generation companies. We focus on key tools need to promote combustible dust safety. I review and emphasize the following two tools at the end of each training session.
Conducting Plant Assessments. These evaluations are the single most significant step the staff at any power station can take to gain an understanding of the gap between good practice/regulations and actual current plant conditions. This, in turn, helps a plant choose low-hanging fruit and create a plan focused on improving safety and risk management.
P2 has implemented more than 150 assessments of coal-fired power stations in the U.S., Europe, and Asia. The best indication of assessment quality is how well the document is utilized for planning and its operational clarity. Engineers are not the best source of such documents; a thorough gap analysis is better. Gap analysis is a tool that helps a company to compare its actual performance with its potential performance. Operators can provide focused and accurate gap analyses, which can include the following:
- The area and equipment
- Generic solutions
- Estimated costs
- Detailed information regarding the regulatory references
- Risk management factors
Testing Power Block Dust. As part of your assessment, test your accumulated power block dust; the secret is to focus on your dust rather than your fuel. Testing the explosivity of your combustible dust and fuel in the coal yard is a valuable way to gain a better understanding of your fuel.
But the most important tests you can perform are in the power block and other areas of the plant that should not have an accumulation of combustible dust. For example, the top of the turbine deck control room is a great place to test for dust accumulations.
Eliminating Explosions
Secondary explosions in enclosed areas can devastate several areas of a plant simultaneously. The combustible dust NEP and OSHA’s inspection program are designed to address such dangers.
Secondary explosions can be caused by a gas explosion, a small combustible dust ignition, a “mill-puff,” hot idler bearing ignition, a collapsing bin rat hole, or some other equipment jam that causes structural movement. Such types of movement can disperse combustible dust, which, if ignited by the primary event or any other source of ignition or heat, can cause significant damage. For example, a secondary explosion in an enclosed area can cause the complete destruction of a building’s siding and structure.
Remember that a primary ignition of combustible dust can occur as a result of spontaneous combustion (“sponcom”) and does not require electrical or mechanical ignition. You can prevent sponcom events by properly managing the coal stockpile and feeds to ensure that none of the coal is allowed to age beyond 30 days unless it is treated with oxidation inhibitors or pile sealers.
Many plants experience a cascading series of deflagrations and explosions due to the effect of shock waves from a previous explosion, which, in turn, scatters more combustible dust. Once dispersed, the combustible dust is, in turn, ignited by the same explosion. One event can trigger a succession of others throughout a plant. For more information about this phenomenon, see the “The Imperial Sugar Combustible Dust Event” video at http://www.csb.gov. It depicts the cascading effect of a combustible dust explosion through animation.
Point-of-Source Containment. Understanding the concept of POS containment is very important. There is nothing as effective as containment at the POS.
Containing dust within the process path or conveyors and transfers prevents its exit and dispersion into an vast area. Otherwise, the dust is immediately hazardous during its first dispersion. Then, if it does not cause a deflagration or explosion during this first dispersion, the dust settles on all horizontal surfaces, both seen and unseen, both lower areas such as a floor and surfaces above eye level, where it waits for the next event to dislodge and disperse it into a lethal cloud. This can occur as a result of vibrating process equipment, entrained air, and rat-hole collapse.
In addition, it is important to note that such dispersed dust can also be classified as respirable and hazardous to workers who inhale it.
Isolation and Explosion Venting. It is important to ensure that all enclosed areas have explosion venting (to diffuse serious explosive pressures) and isolation doors. These doors are normally closed and hold dust, fire, and explosion from spreading into adjacent areas. This is also true for closed-tube conveyor galleries.
Ignition Control. Some plants have ignition control tools that have been designed and well thought out by the original designer; however, the majority of power generation facilities hold inadequate plans showing hazardous locations by expressing electrical classifications on a plan view or site plan, usually via crosshatch patterns. Many plants have plans with verbiage that explains the intent or design parameters of the electrical engineer who originally built the facility.
OSHA expects to be provided with a clear and concise drawing that designates these areas. Inspecting these areas by referring to the hazardous area classification drawings is a critical step during the assessment.
Fire Suppression. Follow the “Best Practices for Fire Suppression Systems” developed by the PRBCUG to ensure you can achieve the best results in responding to fires and explosions. (Go to http://www.prbcoals.com for PRBCUG membership information.) Protectowire (a linear heat detector used above conveyors) distribution and water piping nozzles are vital to the effectiveness of fire suppression.
Control Technologies for Combustible Dust
Mitigation of dust emissions as delineated in the Environmental Protection Agency’s (EPA) “Standards of Performance for Coal Preparation and Processing Plants” (40 Code of Federal Regulations 60 Subpart Y) has been redefined. The preamble of EPA’s Subpart Y clearly states that dry dust collectors and subbituminous coal dust are an unhealthy combination due to the hazards of storing explosive coal fines in the hopper and dumping such fines back into the system. All the systems listed below have been cleared for use as best available control technology when replacing dry dust collectors:
- Wet scrubbers do not store coal in a dry and dangerous state. Instead, the coal is impinged with water and falls out into a wet discharge stream.
- Special transfers and passive chutes channel the material for less wear on the belt and curtail entrained air. (One of the most common causes of dust emissions is the exit of entrained air and dust.)
- Dust suppression, containment skirting, and belt cleaners are also important tools in dust management (Figure 5).
- Dry fog requires specific water supply standards and special care to eliminate the aspiration of infectious pathogens into the oropharynx (back of the throat) of exposed plant workers. (See “Use Dry Fog to Control Coal Dust Hazards,” July 2010.)
 |
| 5. Taming the black beast. Dust suppression is achieved by applying the right chemical at the right location. Courtesy: Benetech Inc. |
Approximately 60% of all fire events in our industry from 2008 to 2011 were attributable to dry dust collectors, according to comments made during the approval phase of this EPA regulation. That estimate appears to be accurate when compared with the list of explosion/deflagration incidents kept by the CSB.
The National Fire Protection Association (NFPA) Standards further express the requirements related to locations and conditions surrounding such equipment, including the need to move all indoor dust collectors to outdoor locations. Facility workers need to take care to maintain and clean these devices if they are not removed or replaced.
Plant personnel need to practice regular housekeeping to prevent combustible dust from accumulating deeper than 1/16 inch and covering more than 5% of a room’s total area. When enacted, the new combustible dust standard will no doubt introduce a new way to determine maximum depth.
Wash water designs first require adequate drainage before one drop of water is used. Yet, plant personnel will always need to perform housekeeping washdown. As workers’ efforts to promote adequate POS containment improve, they should carefully cut back on the washdown and decrease the amount of water used (Figure 6).
 |
| 6. Squeaky clean. Have confidence that you can keep your facility as clean as the Dominion Kinkaid Power Plant, shown here. Cleaning systems can be automatic or manual (with hose reels, as shown). Note how effective white walls are in showing dust accumulations. Source: Mark Collett |
In addition, plant personnel should focus on preventing mill puffs and associated explosions by ensuring that the coal storage facility is blanketed with an inert gas and by adequately applying instrumentation to each system.
Creating a Plant Culture That Promotes Safety
Plant management needs to assess and then try to eliminate negative attitudes toward housekeeping among the staff. Management should encourage plant workers to adopt a proactive culture that promotes a full understanding of the gap analysis and a well-prepared plan to resolve issues.
Another important way plant personnel can promote safety is through documentation of safety-related issues. Recordkeeping can include using the “Globally Harmonized System of Classification and Labeling of Chemicals” for managing chemicals. (See “HAZCOM Is Essential for Avoiding Explosive Situations,” p. 70.) In addition, job safety analysis procedures and other standards can be useful to a plant hazard analysis. The NEP lists the documentation requirements that are essential to complying with OSHA regulations.
In addition, plant management should write out specific safety procedures related to handling combustible dust and train employees on those procedures. They should make sure everyone is well versed in the dangers specific to PRB coal and combustible dust. Furthermore, plant personnel should not try to apply grandfathering rules related to specific practices that have been established as “unsafe” by OSHA and the NFPA.
Proactive Management of Combustible Dust
Be aware that an unannounced in-depth inspection by an OSHA compliance safety and health officer is possible at any time. It is critical that executives and plant managers take a proactive approach in addressing combustible dust hazards and other safety issues. Manage the risk that combustible dust poses to employees and equipment by developing a culture of safety that is embedded in each and every work activity.
— Mark R. Collett (markrcollett@gmail.com) is a safety specialist who handles compliance and projects and works for Plant Professionals (P2), a division of Benetech Inc.