|
| Courtesy: Chemical Safety Board |
Plants can no longer sweep coal dust under the rug and ignore the health and safety hazard it presents, because a single spark can cause a dust explosion that could put a plant out of service, perhaps permanently. Managing dust in a power plant begins with good housekeeping, followed by retrofits using properly designed equipment.
On February 7, 2008, at about 7:15 p.m., a series of huge explosions and fires occurred at the Imperial Sugar refinery northwest of Savannah, Georgia, causing 14 deaths and injuring 38 others, 14 seriously. The facility, which converted raw cane sugar into granulated sugar, had a material-handling system that included the familiar railcar unloader, belt conveyors, bucket elevators, and silo storage. The explosions were fueled by massive accumulations of combustible sugar dust throughout the packaging building.
The initiating explosion occurred in the enclosed belt conveyor below the silos. That explosion lofted the dust accumulated on floors and elevated surfaces throughout the buildings. Secondary explosions and fires heaved thick concrete floors and collapsed brick walls, blocking stairwells and exit routes. The destruction, as shown in the photo above, was complete.
The U.S. Occupational Safety and Health Administration (OSHA) reports that between 1980 and 2008, 422 combustible dust incidents were reported across 64 different industries; electric power generating utilities experienced 28 incidents. The U.S. Chemical Safety and Hazard Investigation Board (CSB) investigates and documents the causes of these industrial dust explosions. Each of the CSB dust explosion reports suggests a common cause: Companies and their employees failed to recognize the implicit danger of airborne and accumulated dust.
The explosion at the Imperial Sugar plant prompted the U.S. House of Representatives to pass a bill requiring OSHA to adopt the National Fire Protection Association (NFPA) recommendations to prevent explosions caused by combustible dust (see “Five Requirements for a Dust Explosion”), although it never became law.
Five Requirements for a Dust Explosion
The dust explosion pentagon (Figure 1) takes its first three elements from the familiar “fire triangle” and adds two more. If one of these five elements is missing, an explosion cannot occur—but a fire may still occur: combustible dust (fuel), an ignition source (heat), oxygen in air (oxidizer), dispersion of dust particles in sufficient quantity and concentration, and confinement of the dust cloud.
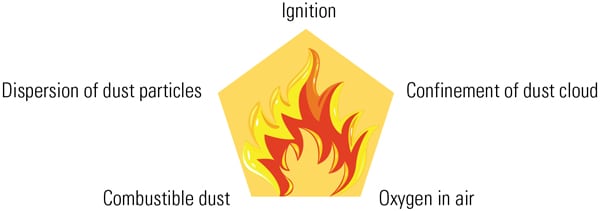 |
| 1. The coal dust explosion pentagon. Source: National Fire Protection Association |
A flame need not be the ignition source. Dry powders can build up static electricity charges when subjected to the friction of transfer, conveyor belt friction on pulleys and idlers, and mixing operations. Adequate precautions should be provided, such as electrical grounding and bonding, or inert atmospheres.
Today, OSHA’s instruction No. CPL 03-00-008 is the guiding directive for controlling dust in manufacturing facilities. CPL 03-00-008 and NFPA 654 define the conditions under which plants must immediately remove dust accumulations that are 1/32 inch thick. OSHA standard No. 29 CFR 1910.269(v)(11)(xii) requires the elimination or control of ignition sources when coal-handling operations may produce a combustible atmosphere. NFPA 654, which includes a comprehensive list of dust control, ignition sources, and damage control provisions, is also an invaluable reference.
A good understanding of what these instructions require (and following through on upgrades, as required) will make your next OSHA inspection much less stressful. The sidebar “Prepare for Inspections, Not Citations” describes what happens during a typical OSHA visit.
The Challenge with Handling Coal
Coal-fired power plants typically store coal outdoors and normally avoid using enclosed bucket elevators, making the design of a coal-handling system unique and much different than, for example, a grain-handling system at an export terminal.
Most coal-fired plants have crushers, and those in northern climates will often feature enclosed transfer houses and conveyor galleries. Day silos store one or more shifts’ supply of coal within the power block for operating reliability. Consequently, devastating fires and explosions such as those that occurred at Imperial Sugar and at grain export terminals, particularly during the 1970s, are an ever-present threat at coal-fired plants that ignore basic safety and housekeeping precautions.
At coal-fired plants, high-capacity conveying systems handle thousands of tons of coal per hour. When even a small fraction of this tonnage is released and becomes airborne, an unacceptable danger is present. The danger escalates because the conveyed product is also flammable and may reach explosive concentrations. Airborne dust eventually settles on a variety of surfaces and over time; thick layers accumulate in less-visible or inaccessible areas. These accumulations fuel the most devastating events when a small initial explosion shakes dust-laden equipment, piping, conduit, ducts, and structures, thereby propelling the dormant fuel into a dense, flammable cloud that feeds a rapidly expanding fireball. These secondary explosions typically cause the majority of the damage in a plant.
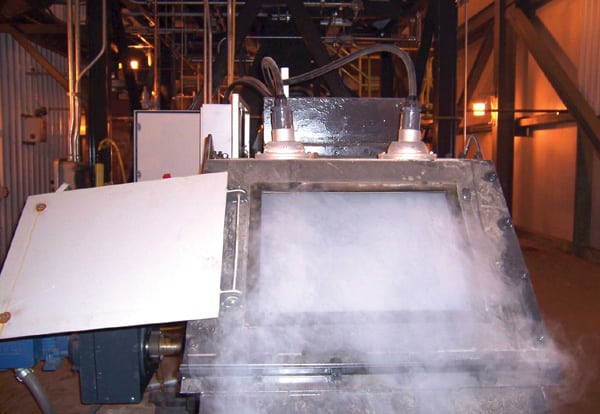
Consider the bulldozer in Figure 2 that is slowly pushing a blade of coal into a mostly empty, below-grade reclaim hopper. As the coal slides from the left into the hopper, it displaces air within the hopper. As the photo shows, the slow-flowing dry coal creates a cloud of dust. The exiting displaced air floats fine coal particles into a coal dust cloud that drifts upward at the right side of the hopper. Clearly, even relatively slow motions can create a cloud of dust. Now consider the amount of coal dust generated when a fast-moving belt conveyor throws a continuous discharge stream of coal into a transfer chute.
 |
| 2. Quick and easy. Dust forms easily when coal is slowly sliced by a bulldozer. Courtesy: Energy Associates PC |
While upgrading housekeeping will reduce visible coal dust, curing the patient is a better practice than only treating the symptoms. In other words, housekeeping must be followed by a program that eliminates coal dust altogether in order for future housekeeping to be effective. A haze of coal dust that obscures vision, and accumulations that block egress, as shown in Figures 3 and 4, are workplace obstructions that are not allowed and major safety hazards that must be eliminated in order to comply with OSHA requirements.
 |
| 3. Mountains of coal. Spillage from coal-handling systems is often allowed to accumulate. Courtesy: Energy Associates PC |
 |
| 4. Working in a haze. Uncontrolled coal dust from a belt conveyor can obscure the view down a conveyor tunnel. Courtesy: Energy Associates PC |
Together, a selection of these dust reduction technologies and improved housekeeping practices are required to meet OSHA requirements for dust control in plants. In addition, OSHA suggests a four-step process for reducing coal dust in plants:
- Identify the factors that may contribute to an explosion by a hazard assessment of the handled materials, plant operations, spaces (including hidden ones), and potential ignition sources.
- Implement a hazardous dust inspection, testing, housekeeping, and control program.
- Control ignition sources using appropriate electrical equipment and wiring methods (the “Know Your Area Classifications” sidebar describes the importance of properly selecting the correct electrical area classification); eliminate or control static electricity, smoking, open flames, sparks, friction, and heating surfaces; and use an equipment preventive maintenance program.
- Reduce the risk of injury and equipment damage via separations, segregation, isolation, venting, fire protection, explosion prevention systems. Develop an emergency action plan, and maintain emergency exit routes.
In a practical sense, the first step in eliminating the hazard is to understand dust formation processes and which dust control technologies will be most effective to reduce airborne dust at the source. The available technologies are usually classified as containment, suppression, collection, and flow control. Each individual technology will reduce dust formation at the source, but a holistic approach should be considered for the entire plant. Each technology is discussed in more detail in the following sections.
In the remainder of this article, we explore useful hardware upgrades that will reduce dust production within the typical coal-fired plant that enable operators to comply with the latest OSHA guidance and NFPA design requirements.
Contain and Isolate the Dust
Containment of the dust-generating process and isolating workers from dusty areas are useful steps in reducing the effects of coal dust.
Transfer chutes and skirtboards enclose the stream of coal as it spills off the upstream belt and falls or cascades onto the next conveyor. Chute joints can be sealed and dust curtains and/or belt seals can be fitted to chute entrances and skirtboard exits. These improvements help to reduce the flow of air that is carried along with the stream of coal on the belt. Stilling curtains within the skirtboard are another feature that can be added to reduce the turbulent air that is pulled or pumped by the moving belt and coal stream.
The carrying surface of the belt naturally comes in contact with the coal being conveyed. Although multiple belt scrapers are a necessity to clean sticky particles from this surface, some of the smallest, clay-like particles are not easily removed and will adhere to the belt. As these particles dry and the belt flexes over conveyor pulleys and idlers on the return belt strand, they can spill onto the floor or become airborne as they fall from the moving belt or are flung by the rotating rollers. So, although containment can be effective, it is not a complete solution.
Coal-handling systems are typically operated from remote, central control rooms, which monitor and control the system at as a whole. Where a local operator is required, the worker can be stationed in an enclosed cab that is provided with fresh, clean, filtered air. Such is often the case for traveling and mobile equipment like bucketwheel reclaimers and bulldozers. The same is true for stationary locations such as the control panel for a rotary railcar dumper.
As for any power plant system, daily inspections and a planned maintenance program are essential elements in keeping a coal-handling system performing as designed. A walking inspection of the system while it is operating is one of the best methods for detecting emerging problems, such as a bearing that’s starting to rattle or equipment that is beginning to overheat.
During routine maintenance tasks, the system is locked out, but employees are still exposed. Using the wrong method to clear a spill can kick dust into the air.
Suppress the Dust
Small, dry dust particles that become entrained in air currents are the prime cause of airborne dust. When the surface of a coal stockpile becomes too dry, irrigation-style water cannons are used to wet the surface to control windblown dust. “As received” coal and coal reclaimed from the interior of a stockpile (below what might be a moist outer surface) can become sufficiently dry to create a dust problem as the coal cascades from one conveyor to another. One common solution is to use a dust suppression system that wets small particles that become airborne. This technique suppresses airborne dust by spraying fine droplets of water into the dust cloud. The objective is to increase the weight of these particles by wetting individual particles, a percentage of which will collide into neighboring wetted particles and agglomerate into larger, heavier particles that fall more rapidly.
The effectiveness of a suppression system on airborne dust depends upon dust particle and water droplet characteristics, including their size, solubility, hydrophobic/hydrophilic properties, presence of hygroscopic salts, electric charge, temperature, relative humidity, pressure, and surface tension. The dust particle is much smaller than the water droplet, so air currents can interfere with successful collisions. Smaller droplets are more effective. To create smaller water droplets, the suppressant water is modified by using surfactants to reduce water’s surface tension, ultrasonic atomizers to produce a fog of water droplets (1 to 10 micron size), and foam generators to create a blockade of bubbles. A secondary advantage: An increase in effectiveness means less water is required. However, in open outside areas, care must be taken to ensure the water droplets are not so small that they simply blow away with the dust and wind.
Minimizing water usage at the first transfer point can affect the dust problem at the next and subsequent transfer points. Much of the coal can remain relatively dry so that particles that did not agglomerate can become a downstream problem. A common practice for reducing dust formation at the next transfer is to install suppression systems at multiple locations. A different approach developed in the 1980s for the Superior Midwest Energy Terminal increases the moisture content of the coal to reduce dusting, which economically provides dust carryover from the application point to subsequent transfer chutes.
Ventilate Vital Areas
Ventilation of the general area and processing areas is important for coal-handling system dust control. General area ventilation—using outdoor air to control indoor air quality—is a basic requirement for any building, structure, or enclosed work area. Process area ventilation, on the other hand, is used to prevent dust from escaping from chutes, skirtboards, and crushers into the general work area.
For general area ventilation on a coal-handling system, fresh air can be drawn into captive areas of tunnels and enclosures by locating the filter/inlet to the exhaust duct at these furthest, interior locations. An induced draft fan then exhausts air from these areas, and the inlet filter (if the system is equipped with one) helps to reduce the potential for dust accumulations in the ventilation duct. Though the finest particles will remain in suspension and be captured on the filter, a general area ventilation system cannot prevent larger dust particles from settling on floors, equipment, conduit, piping, and other surfaces.
Controlling airborne coal dust that settles on surfaces requires more than dilution air. The containment of process dust is more complex. The American Conference of Governmental Industrial Hygienists publishes Industrial Ventilation, A Manual of Recommended Practice. This manual is a guide to the latest techniques and data for the design, maintenance, and evaluation of industrial exhaust ventilation systems. Sections and examples are devoted to the design of dust capture/intake hoods, ducts, airflow, losses, and the like. Reducing the opportunity for dust to escape into the work area is an important focus of this manual.
Once dust-laden air is extracted from the process, we must safely handle it and meet air emission requirements. A common tool for this task is a fabric dust collector. In some cases, a precleaning cyclone might be advantageous to first capture larger particles. Wet cyclones or scrubbers can also be an effective option. Regardless of the technology used, there are several important criteria to consider:
- Ventilate the housing to prevent a rapid rise in internal pressure, and duct the vent safely outdoors.
- Incorporate fire protection/suppression into the collector’s housing.
- Electrically ground the housing.
- Design hopper angles that are sufficiently steep, as much as 70 degrees, to ensure that coal dust will completely discharge.
- Purge dust from the collector prior to shutting it down.
- Maintain a minimum duct velocity of 4,500 fpm.
- Consider that cooling the dust-laden air below its dewpoint, or to freezing temperatures, can cause moisture or ice to accumulate on the hopper walls and the filter medium.
Once the dust is collected in the hopper of the filter’s housing, we must do something with it. Just discharging it onto the downstream conveyor at a transfer point can create a secondary dust problem at that location. The dust can also become airborne again at the next downstream transfer station. Dust can be even become more of a nuisance if the coal is being stockpiled and there’s a chance it will become windblown over a wide area of the plant. More sophisticated options include these:
- Pneumatically conveying the dry dust to the silo, if the collector is on the reclaim system (Figure 5).
- Wetting the dust in a mixer/agglomeration process so it will not become an airborne nuisance (Figure 6).
- Treating/compacting the dust to form briquettes.
 |
| 5. Dustless option. A dust hopper with a pneumatic conveying system. Courtesy: Air-Cure Inc. |
 |
| 6. Wet and stick. A dust hopper with an agglomeration mixer. Courtesy: Air-Cure Inc. |
Dust collectors are commonly used to vent the tripper and plant silos areas. Coal can oxidize within a silo, especially if there are stagnant, poorly flowing regions within the silo. The risk is that oxidation can accelerate, erupting into a smothering fire usually deep within the coal silo or bunker. Smothering fires generate carbon monoxide (CO), which is also a safety and explosion hazard. Installing a CO monitoring system within the dust-collection system can both warn of the presence of this poisonous gas and provide early warning of an impending fire.
Flow Control Transfer Chutes
Belt conveyors were once designed for relatively low belt loads and speeds. Ever-increasing belt loads, widths, and speeds became common with the growing size of coal-fired power plants, starting in the 1950s. The impact on coal transfer design was just that, impact. The discharge of coal from the head pulley of a conveyor no longer falls mostly vertically onto shallow-sloped chute surfaces. At high belt speeds, the stream of coal now typically shoots off the conveyor and lands directly into the vertical plate at the front of the head chute.
Violent collisions such as these produce a lot of dust. Some lumps of coal fracture, which creates smaller, lighter dust particles with newly exposed dry surfaces. These are entrained with air and then carried along in the newly formed aerated mixture. The falling aerated stream of coal creates a draft at the entrance to the discharge hood, pulling more air into the chute to continue the process. The slightly higher pressure within the chute allows floating dust to escape through poorly sealed openings and flanges.
In the mid-1980s, new transfer designs using fluid flow principles were introduced that reduced coal dust generation produced by high-capacity conveyor systems. The new approach focuses on transfer chute design to control the flow of coal within the chute. This technique avoids the direct impact of the coal stream on chute surfaces. Instead, the stream is guided. Its velocity and direction are controlled with intersecting, contoured, and form-fitting plate surfaces. The objective is to channel the coal stream so its speed, as it is being loaded onto the downstream belt, closely matches the speed of that belt. This also reduces turbulence and sliding friction at the loading point, which is a primary cause of belt cover wear.
One of the all-too-common problems experienced with coal chutes is plugging. Ameren has installed flow control chutes at several of its coal-fired plants, including the Meramec Plant; Figures 7 and 8 are before and after photos of that plant’s tripper transfer. This was a particularly challenging transfer system design because of an extremely short skirt board length. This design, common in the 1950s, featured a slow-moving belt fitted with a bend pulley for transitioning from the inclined loading section to the horizontal length of the belt. As units were added, belt speeds increased and the bend pulley was replaced by a convex belt curve. The original transfer chute/skirtboard was replaced with a second-generation design.
 |
| 7. Old, second-generation transfer chute at Ameren’s Meramec Plant. Courtesy: Energy Associates PC |
 |
| 8. New, third-generation flow control chute. Courtesy: Ameren Missouri/Michael Schimmelpfennig |
Meramec next switched to Powder River Basin coal, which increased the amount of spillage and dust to unacceptable levels. To alleviate the problem, a third-generation design using flow control technology was installed. A “hood” funnels the flow of coal from the discharging conveyor. The coal is then guided into a concentrated stream by intersecting plates and is directed toward the tail pulley of the tripper conveyor.
This is different from how most chutes are designed, where the primary objective is to direct the flow in the direction of the outbound belt. As seen in Figure 9, there is a lower spoon chute section that does this, but the coal takes an atypical zigzag route. The objective is to gently lower the flowing stream by maintaining plate contact to avoid an uncontrolled freefall where gravity’s acceleration expands the falling coal stream and separates it into individual particles or lumps that allows the finer particles to float into a cloud of dust. The lower loading chute has an internal “spoon” that directs the coal stream onto the tripper belt at a reasonable speed and angle to minimize turbulence, belt wear, and particle size degradation. The spoon is enclosed in a “stilling box,” which also helps to reduce airborne dust.
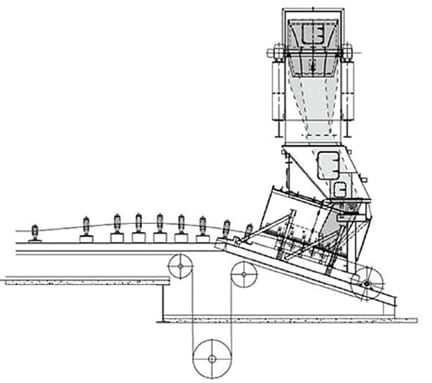 |
| 9. Illustration of the new flow control chutes at Ameren’s Meramec Plant. Courtesy: Ameren/ Michael Schimmelpfennig |
As a proof of concept, Ameren conducted an acceptance test over a three day-period. As seen in Figure 10, sample collecting pans were employed. The dust samples collected in these pans confirmed that coal spillage and dust accumulations just outside of the transfer chute were reduced by 98.8%, from an average of 1.810 to 0.022 grams/ton for those samples that were collected
 |
| 10. Dust collection test methodology. Courtesy: Ameren Missouri/Michael Schimmelpfennig |
Meramec’s new tripper conveyor loading chutes illustrate an issue that is common for many existing power plants. Existing transfers were not originally designed for flow control chutes. The available transfer height and conveyor arrangement was fixed long ago and are definitely not ideally suited for the features employed in flow control technology. Besides the zigzag flow path, the loading point for Meramec’s tripper conveyor is moved back toward the tail pulley. This is a compromise for the belt troughing transition distance, which is normally established to avoid overstressing the outer edges of the belt as it transitions from flat to troughed contours as it moves from the tail pulley to the troughing impact idlers. Overstressing a conveyor belt can lead to other problems including poor tracking due to belt cupping and splice failures.
Materials of construction are also important when specifying flow control chutes. Because the coal stream maintains contact with chute surfaces, chute or liner wear will increase dramatically. In one case, chutes have worn through in a matter of weeks instead of years due to errors in selecting and inspecting materials of construction for the particular application.
Good Housekeeping Approval
Vacuum and washdown systems provide the tools necessary to clean up spills and dust accumulations that will inevitably occur. Designs run the gamut from rudimentary to sophisticated. Choices are often determined by clean-up quantities, frequencies, and difficulties. Consider how the selected design reduces the cost of manual labor otherwise needed for clean-up to help financially justify a decision.
Vacuum systems are an effective alternative to shoveling large spills when crushed coal is dry. Truck-mounted systems are often employed when an abnormal event occurs and the services of a contractor is a logical response. At plant locations that are within reasonable distance of a coal-handling system dust collector or scrubber, a permanent central vacuuming system is usually an economical choice. Portable units can be added to plant tools where a central system is not available. Keep in mind, however, that portable vacuum systems are essentially dust collection systems and entail all the hazards associated with contained dust.
With any washdown system, an important consideration is disposal of sludge-laden wash water. Sometimes concrete floors can be resloped to drains using a layer of thinset mortar, but this is not critical. Workers can also hose down dust accumulations, “walking” them to the collecting basin, and follow up with a wide floor squeegee to help move puddles.
Tunnels will normally slope to a below-grade vault, which is often fitted with a sump pump. It may be necessary to upgrade the design to handle increased water flow, higher solids flow, and larger particles. A slurry pump in an agitated sump should be considered.
For above-grade floors, collection basins fitted with a grating cover should be connected to large-diameter downspouts or nearly vertical drain pipes. The washdown water will be saturated with silt and larger particles that mass into a muddy mess in shallow slopes, where velocities are too low to maintain the sludge in suspension. Naturally, elbows should not be used, but cleanout provisions at any bend should.
Inspect Bulk Coal Storage
Coal is subject to spontaneous heating as it absorbs oxygen from the air, often within the first 90 to 120 days. Freshly mined coal absorbs oxygen more rapidly and spontaneously heats quicker than coal that has been mined and stored. Moisture aids spontaneous heating by assisting oxidation. Water used in fighting a coal pile or silo fire may aggravate the problem if sufficient water does not reach the core of the fire to adequately cool and quench it.
To reduce the potential for stockpile heating and the progression of events to a hazard, coal should not be simply stacked from an elevated discharge into a gravity-formed pile. Coal fines will naturally accumulate in the center of the pile, while the largest particles roll down the surface to the perimeter base, creating voids at the perimeter base of the stockpile. Winds entering the crevices promote oxidation and fan the flames. It is better to stack coal in layers and contour and compact it with mobile equipment, especially for longer-term storage. This also allows rainfall to be more easily shed from the surface, so it can be collected in perimeter ditches.
Finally, hot coal should not be reclaimed from a storage pile. This introduces an ignition source into the coal-handling system. Any smoldering coal should be segregated from the main stockpile and extinguished.
— Daniel Mahr, PE (danmahr@energy-pc.com) is a project manager with Energy Associates PC. Michael A. Schimmelpfennig, PE (mschimmelpfennig@ameren.com) is a consulting engineer for Power Operations Services, Ameren Missouri.