In 1500, Leonardo Da Vinci drew sketches of a device that rotated when hot air going up a chimney passed through a set of fan-like blades. Leonardo called his invention a "chimney jack," and although it only turned a roasting skewer, it gave birth to the idea of mounting blades on a shaft to convert thermal energy into mechanical energy. Sir Charles Parsons’ improvements on the concept led to a patent on the first multistage reaction turbine in 1884 and a 4-kW prototype the following year. A century later, the technology has been refined to the point where modern ultra-supercritical plant efficiencies are approaching the magic 50% barrier.
In the U.S., market forces have driven some plant owners to continue to operate units whose heat rates are considered mediocre. Some 50-year-old best-of-class steam plants, which sported heat rates in the 9,000 Btu/kWh range when commissioned, continue to operate at similar efficiency today to supply a short-term need. The kicker, of course, is that the cost of operating a plant rises as it ages and becomes less reliable (Figure 1).
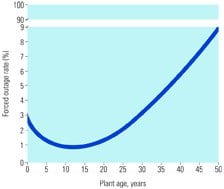
1. Senior moments. A typical steam plant’s nominal forced outage rate will increase over time. Source: POWER magazine
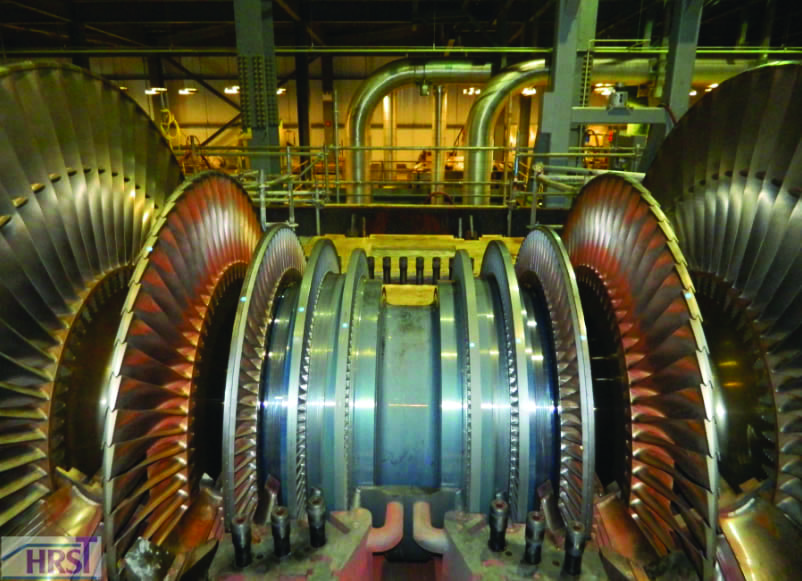
Keeping any plant on-line and profitable requires continuous investment. Not the mandatory sort—such as installing or upgrading emissions-control systems to meet stricter standards—but discretionary investment. It only seems reasonable to invest in areas where the return on investment will be biggest—such as upgrading a plant’s workhorse, its steam turbine (Figure 2). The dollars are significant: Improving a baseloaded 500-MW coal plant’s heat rate by 100 Btu/kWh could save as much as $10 million dollars annually in fuel costs alone.

2. On the half-shell. Dairyland replaced an entire high-pressure/intermediate-pressure turbine at its J.P. Madgett Station to improve the plant’s performance and reliability. Courtesy: Dairyland Power Cooperative, John P. Madgett Station
Forward . . . thinking
Dairyland Power Cooperative (DPC) and Siemens Power Generation (Orlando, Fla.) recently completed a retrofit of the high-pressure (HP), intermediate-pressure (IP), and low-pressure (LP) steam paths of Unit 1 of Dairyland’s J.P. Madgett Station in Alma, Wis. Madgett Station is a coal-fired subcritical steam plant that entered service in 1979 with a nominal rating of 365 MW. Retiring the unit wasn’t an option, because DPC resource planners realized they need its capacity now and for another 30 years. Modernizing the steam turbine was the only feasible strategy. DPC initiated the retrofit project with three aggressive goals: improve the efficiency of the plant across the load range, boost unit capacity, and lengthen the turbine’s maintenance period to 10 years.
Siemens provided a retrofit upgrade package that included new rotors, inner casings, and high-efficiency rotor and stator blades, as well as design and installation services. A 50-day outage was scheduled in the fall of 2004 to complete the retrofit work in parallel with major boiler maintenance, upgrading the control system to a modern distributed control system, and replacing the main transformer to handle the expected higher power output.
Siemens’ BB44FA (full arc) HP/IP turbine retrofit package targets the existing fleet of Westinghouse building-block (BB) 44 turbines with inlet pressures up to 2,400 psig and an inlet temperature of 1,000F. BB44 turbines range in size between 350 MW and 680 MW. By using the package, engineers can add a full arc to the admission inlet section, eliminate the 180-degree steam turnaround to the HP blade path, eliminate the impulse control stage, add a fully integral inner casing, and improve steam sealing (Figure 2).
All internal stationary components were put within a single, fully integral casing—a design that minimizes parts count and decreases installation time and the duration of future outages. The BB44FA design duplicates the mating-flanges profile of existing units, enabling reuse of the outer casing and all the anchor points. This exemplifies Siemens’ design philosophy for the retrofit package: to make it completely "plug-and-play."
The design of the HP/IP rotor design features fully integral, no-bore forging to shorten start-up times and lengthen fatigue life. Like the outer casing and anchor points, bearings can be reused because the new rotor matches the weight of the old one, reducing cost and installation time. Blade designs featuring integral shrouds were selected to optimize thermodynamic performance. The shroud design has two advantages: The shroud creates a circumferential boundary for the steam path, enabling the retrofit of more-efficient seals, and it provides individual blade tip supports between adjacent blades. The designs of the first-stage HP and IP blades reduce rotor inlet temperatures while providing favorable downstream flow conditions.
Unit 1’s old, five-stage LP turbine was replaced with a new, seven-stage design that eliminates riveted shrouds on the front-end blading and riveted shrouds and lashing wires on the larger LP blades (Figure 3). A single inner casing with moisture removal features is included in the retrofit package. The LP turbine was designed to be a "drop-in" replacement to allow the reuse of many inner-to-outer cylinder connection points. Other features of the package include a monoblock rotor forging without thru-bore, reaction front-end blades with integral shrouds, 37.7-in freestanding last-row blades, and a single inner casing with an improved exhaust diffuser.

3. New lease on life. Siemens Power Generation’s replacement low-pressure turbine uses improved blade design and increased exhaust annulus area to improve performance. Courtesy: Dairyland Power Cooperative, John P. Madgett Station
The upgraded turbine was successfully installed during the scheduled 50-day outage of J.P. Madgett Station. Test results were exceptional: The efficiency of the HP turbine increased by 8% to 10% over the load range while that of the IP section rose 2% to 4%. Total plant output went up 20 to 27 MW. Much of the measured 7- to 8-MW performance gain in the LP section was attributed to the improved front end blade design, the 25% increase in annulus area, and the more-efficient last three stages of the LP section.
Show me the improvements
AmerenUE’s Labadie Plant, 35 miles west of St. Louis, has been recognized by the U.S. EPA and the State of Missouri for its exceptional environmental performance. But plant management is equally well known for its commitment to continuously improving the production statistics of Labadie’s four 600-MW (nominal) coal-fired units.
Over the past few years, plant staff—with the help of Alstom Power (Windsor, Conn.)—has raised maximum unit capacity by at least 10% (from 580 MW to 630 MW) while simultaneously increasing their availability (POWER, July/August 2003, pp. 58—61). Beyond boiler improvements necessitated by its switch to Powder River Basin (PRB) coal in the late 1990s, the Labadie plant also installed low-NOx burners, an overfire air system, and advanced computer controls to improve unit performance and significantly reduce emissions.
One of Labadie’s greatest performance gains came from the upgrading of all four of its steam turbines. The four units were designed in the late 1960s and began commercial operation between 1971 and 1974. Westinghouse supplied the BB44-design turbine-generators of Units 1 and 2; General Electric followed up with a G-2 design for Units 3 and 4. Each turbine-generator is a tandem-compound unit with two double-flow LP sections. The upgrade program spanned several years; the HP/IP turbines of the Westinghouse units were replaced in 2002, and new HP/IP and LP turbines for the GE units were put in a year later.
The HP/IP performance records of Units 1 and 2 over their first 30 years of service were disappointing. Major-maintenance intervals remained stubbornly at around four years, unit efficiency continued to inch downward, start-up times kept rising, and operational problems grew in number and severity. Turbine efficiency would improve after maintenance overhauls but never returned to design levels and degraded rapidly between overhauls. Internal turbine problems such as thumbnail chipping of the nozzle block and steam seal degradation proved difficult to correct permanently. Other mechanical problems included non-uniform creep of rotors, causing them to bow and further extending start-up times and outage intervals. The end result—fewer megawatt-hours sold—dictated nothing less than replacement of both units’ HP/IP turbines.
AmerenUE chose to replace the turbines as modules, with the new units featuring low-reaction (impulse) blading with full arc admission. Doing so cost more but gave engineers more freedom to maximize performance unconstrained by the units’ existing outer casing (although the outer casing also was replaced during the retrofit to eliminate other maintenance problems). The modular approach also simplified the arrangement of the stages. Because the inlets of the new HP/IP sections are at the center of the turbine (along with single-flow HP and IP expansions), a large balance piston is no longer needed to offset the axial thrust that the old, reaction-design turbine used to produce. Removing the piston reduced the number of internal leakage paths from five to one.
A further performance improvement resulted from the revised steam sealing arrangement, which does more than significantly reduce leakage. It also uses cold reheat steam—rather than main steam—to seal the turbine. The beneficial trickle-down effect extends to reduction of gland steam spillover and reduction of the condenser’s heat load.
Both turbine retrofits have produced the desired results. Units 1 and 2 (where only the HP/IP turbines were replaced) saw an increase in HP efficiency of 7% and LP efficiency of 5%. The total increase in the capacity of each unit was demonstrated at 27 MW, due to efficiency increases alone.
The aforementioned O&M issues also drove Ameren to do wholesale replacements of the turbines of Units 3 and 4. In this case, the goals were to improve unit efficiency and plant output and to lengthen the turbine’s maintenance interval (Figure 4). The tandem-compound HP/IP turbine was replaced with a similar low-reaction turbine design (Figures 5 and 6). Replacement of the outer casing was not necessary, which saved capital cost and reduced piping and insulation rework.
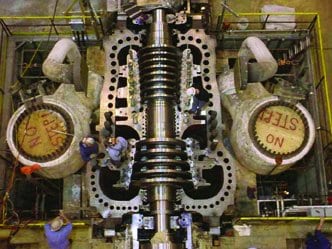
4. Bird’s eye view. Labadie Unit 3’s high-pressure/intermediate-pressure turbine rotor-finishing assembly. Courtesy: AmerenUE

5. You make the call. Compare Labadie Unit 3 and 4’s new and old high-pressure (HP) turbines. The old HP section (left) has two fewer rows than the new one (right). Testing found the new design to be 7% more efficient. Courtesy: AmerenUE

6. Which would you want? On the left is the old intermediate-pressure turbine blade/shroud design of Units 3 and 4. At right is the modern design. Courtesy: AmerenUE
The two double-flow LP turbines with 30-inch L-0 blades were replaced because stress corrosion cracking of the L-1 wheel dovetail area had accelerated enough to warrant either a major repair job or the blades’ replacement. After running the numbers, Ameren chose the replacement option, which entailed the use of modern, 34-inch L-0 blades and a smaller blade path (Figure 7). This increased unit capacity by 10 of 14 MW.
Perhaps the most significant lesson Ameren learned was the need to consider upgrade projects holistically and coordinate their execution with other planned plant changes. Within a unit, any change made to any system almost always produces changes elsewhere. For example, putting in a new economizer and air preheater lowers the gas path pressure drop, decreasing the level of fan power needed. At Labadie, doing so saved 3 to 6 MW and created an ancillary benefit: improved precipitator performance due to the lower entering gas temperature. Similarly, modifying the superheater division panels eliminated a number of gas flow restrictions and fatigue-related tube failures, enabling operators to increase unit maximum power by another 12 MW. AmerenUE engineers made sure the new steam turbine had the margin to take advantage of other plant performance improvements.

7. Almost finished. Lengthening the blades of Unit 3’s low-pressure turbine from 30 to 34 inches increased the low-pressure section’s efficiency by 5%. Courtesy: AmerenUE
Excelsior ever upward with capacity
A project similar to the upgrade of Labadie Plant was recently completed at KeySpan Corp.’s four-unit, 1,520-MW Northport Power Station on Long Island. Northport has 1960s- and 1970s-vintage steam turbines from General Electric. In the fall of 2004, it was the 375-MW Unit 3’s turn for rejuvenation. The main reliability problem of Unit 3’s turbine was internal seal leakage that was reducing the unit’s peak output and increasing its heat rate.
KeySpan typically tests its units regularly and overhauls them about every seven years. Northport Unit 3 hadn’t gotten a facelift since 1997. Before its scheduled turbine overhaul in 2004, Unit 3 hadn’t been performing up to snuff. For example, tests indicated that the unit was load-limited by its 15-MW main boiler feed pump throughout 2003 and early 2004. Main steam temperature also was limited—by increasing hot reheat temperatures and by the steady falloff in first-stage pressure since the unit’s last overhaul. Due to these issues—and many others—Unit 3’s corrected load had dropped 20 to 30 MW below expectations. All signs pointed to increased HP/IP leakage of an unacceptable level.
When the 2004 overhaul began, operators noted that the two horizontal joint studs on the right side of the HP inner shell were completely relaxed when the shell was removed. Both washers were split and removed without removing the nuts. A contact check of the inner shell half joint in the HP to IP mid-span area revealed a significant leakage path. GE confirmed and estimated the leakage at over 18,000 lb/hr, penalizing capacity by 470 kW and heat rate by 7.9 Btu/kWh.
Pre-overhaul estimates promised recovery of 4 MW and a heat rate reduction of 257 Btu/kWh by improving turbine stage efficiency and reducing HP to IP leakage from 11% to 4% of steam flow. The first step was to send the turbine shell out to have the mating joint machined down by 0.031 inch to bring the flatness into design specs.
The steam seal optimization package KeySpan chose came from TurboCare Inc. (Chicopee, Mass.). In it were standard labyrinth packaging rings, retractable packing rings, brush seals, and conventional blade and brush-tip seals—all sized for Unit 3’s turbine. Seal rubbing is not uncommon in steam turbines, and it is particularly common with single-casing HP/IP designs that use a packing box to seal the flow between the HP and IP sections.
A relatively long bearing span often initiates a rub in the mid-span seal area. Conventional packing can open after the first few turbine starts, leaving blade-tip seals with as much as 0.025 to 0.040 inch of clearance for years after the first few restarts after an overhaul. The retractable packing included in the TurboCare package maintains a 0.015-in. clearance by using springs to force the packing ring segments away from the shaft during start-up. For the shaft seals between stages, brush seals were added to the body of the retractable packing, reducing clearance to nearly zero (Figure 8).
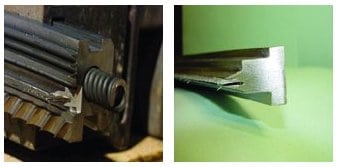
8. Sealed up tight. Installing a new brush seal (left) and brush-tip seal (right) significantly reduced steam seal leakage within the turbine of Northport Unit 3. Courtesy: TurboCare Inc.
Steam seal design is as much art as science. On Unit 3’s turbine, the brush seals were analyzed over a wide range of operating conditions to determine the effect of wear on them. Good turbine design practice requires the HP rotor to withstand twice the expected destabilizing force from seals as the worst-case stability condition. Because the original seals did not meet this condition, the new seals incorporated three anti-swirl design features in the HP mid-span seal (N2 rings) and in stages 2 and 3 of the HP section. The new design now can withstand 2.3 times the worst-case destabilizing force. Overall, it was estimated that improved sealing alone was responsible for a 2.3-MW boost in capacity.
Northport Unit 3 was returned to service in March 2005 with its heat rate lower by 465 Btu/kWh (net)—almost twice the predicted 257 Btu/kWh gain. Similarly, capacity was up 14.1 MW (gross)—more than triple the 4-MW gain predicted before the overhaul. Bottom line for KeySpan: This was a very successful overhaul, indeed.