Many large utility-scale units with copper alloy condensers and feedwater heaters lose generating capacity when copper and copper oxide deposits develop on high-pressure (HP) steam turbine blading. It is not unusual for a 400-MW unit to lose 10% of its generating capacity over a six-month period when water treatment processes aren’t properly tuned to prevent copper transport in the steam and condensate systems. In fact, one utility reported that it lost 20 MW of capacity in one month because of such deposits. The financial implications of such deposits, particularly in power markets where plants are pushed to their generating limits, are tremendous.
Hit a Moving Target
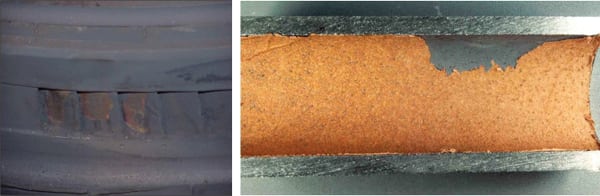
Power plant operators have had difficulty isolating the causes of copper corrosion, transport, and deposition on turbine blades. Part of the problem has been the extreme difficulty in accurately measuring copper and copper corrosion products during start-up and under various operating conditions (Figure 1). (For more detailed discussion of steam cycle corrosion, see “Designing Steam Cycles to Avoid Corrosion” in our Apr. 2006 issue or in the online archives at https://www.powermag.com.)
 |
| 1. Copper deposits on a steam turbine’s HP nozzle. Courtesy: Aquilex HydroChem |
Many plants that tried to find elevated copper in the feedwater by using standard long sample lines and slow sample line velocities found only minimal copper levels, despite problems evident in the boiler and turbine. Numerous improvements have been suggested to increase the accuracy of this testing, including isokinetic sampling nozzles, short sample lines, high sampling velocities, and specialized filters for collecting particulates and soluble species of copper.
However, one utility found that copper plating out on sample lines and coolers resulted in measurements that were biased low. Others found that the copper would suddenly exfoliate, causing random high measurement values. Until there is better understanding of the fundamental causes and conditions that lead to precipitation and exfoliation of copper, the best sampling efforts may not reflect actual conditions in a unit.
 |
| How to prevent copper from stealing your power. Source: POWER |
Many Plants at Risk
Although the copper transport mechanism may not be fully understood, you can gain insight into the problem by comparing units with and without the problem. A 1998 survey conducted by Sheppard T. Powell of 46 plants reporting some degree of copper fouling on their turbines found a number of common unit operating factors:
- They operate at a drum pressure of 2,300 psig or higher.
- They have or have had significant amounts of copper deposits in the boiler.
- They have operated at maximum continuous rating or overpressure operation.
- They experience frequent starts, commonly cycle, or operate in load-following mode.
- Lay-up procedures for the boiler and feedwater equipment are applied inconsistently.
- They have a history of condenser air in-leakage, as exhibited by high exhaust flows from vacuum pumps or steam jet air ejectors and/or high dissolved O2.
- Inconsistent O2 scavenger residuals are present in the feedwater.
The survey also found a number of nondifferentiating factors. For example, all the major boiler and steam turbine manufacturers were represented in the survey, about half of the units used an all-volatile treatment and the other half used a phosphate treatment regimen, and copper/copper alloys anywhere in the feedwater system—from the condenser to the HP heaters—had been identified as the source of copper corrosion.
Where Does It Start?
A copper plating problem on the HP turbine typically occurs in three stages (see table):
- Copper in feedwater equipment (main condenser or feedwater heaters) corrodes.
- Copper corrosion products are transported from the feedwater equipment to the steam (which may occur quickly or in several small increments over time).
- Copper enters steam and deposits on turbine blades (Figure 2).
 |
| 2. The final stages of the low-pressure section of a steam turbine are the most vulnerable to corrosion. Courtesy: David Daniels |
It is important to note that these three stages may be separated by thousands of operating hours. Apart from sampling problems, it is often difficult to associate the causes of copper plating on turbines with specific operating conditions because so much time may pass between cause and effect.
Copper Corrosion. Corrosion typically occurs when a passivating layer of copper oxide is removed or it changes to a less-stable oxide. This corrosion can occur during operation or lay-up.
Corrosion during operation results from ammonia, CO2, ammonium carbonate, or O2 in the feedwater. Each of these may act separately or together to attack the passivating copper (I) oxide layer.
Ammonia can be either directly injected to increase the pH of the feedwater, produced from the breakdown of a neutralizing amine, or generated when excess hydrazine degrades in the HP feedwater heaters, economizer, and boiler. Excessive amounts of ammonia often are in the system during start-up. Previously, common wet lay-up practices for boilers called for high concentrations of hydrazine and ammonia or neutralizing amine. This practically guaranteed high ammonia levels during the first critical hours of start-up.
Major sources of CO2are air in-leakage and the degradation of neutralizing amines and hydrazine alternatives in the steam cycle. Which source is a greater contributor to corrosion depends on conditions in each unit. CO2lowers the pH of the condensate and may produce some localized, corrosive pH levels. The low-pH feedwater requires additional ammonia to neutralize it, which in turn increases the amount of ammonia or amine feed needed to maintain the desired feedwater pH.
Ammonia and CO2may combine to form ammonium carbonate in the feedwater. To understand how corrosive ammonium carbonate can be on copper and copper oxides, consider that ammonia and ammonium carbonate are chemicals used to clean turbines of copper deposits.
Depending on the location and amount of air in-leakage, dissolved O2 in the condensate may also increase copper corrosion. The worst type of dissolved O2 problem is the sporadic increase in dissolved O2 that can be caused by transient conditions, such as cycling and low-load operation. These operating modes are especially corrosive, as feedwater conditions repeatedly change from an oxidizing to reducing state. Copper (I) changes to copper (II) oxide, which is less stable and more easily transported into the feedwater, exposing fresh surface area to corrosion. Cycling from reducing to oxidizing conditions allows the oxide layer to be removed and reformed.
Improper lay-up practices, particularly on copper alloy feedwater heaters and condensers, are responsible for massive amounts of copper corrosion. When they come off-line, many units simply vent the shell side of the feedwater heaters and the condenser to atmosphere, leaving copper, O2, and CO2in direct contact with the passive copper (I) oxide layer and condensate. This corrosive condition may exist for hours to weeks, during which the copper (I) oxide is converted to copper (II) oxide. It is well-documented that the amount of copper corrosion product transport associated with the start-up of units that have poor lay-up practices is thousands of times greater than copper transport associated with normal operation.
Copper Transport. Copper is typically transported from the feedwater as copper oxides or soluble copper complexes. Corrosion products may be physically washed off piping by high steam or water flows, exfoliated because of thermal shock, or dissolved because of the chemistry of the feedwater or steam.
Depending on operating conditions, the copper either remains in solution until it reaches the turbine or plates out long before. Some units experience a thin layer of copper precipitation on the inside of the HP feedwater heater tubing that’s called “snakeskins.”
In one notable study, one station experienced some degree of copper deposits on all turbines but one. On that unit, mechanics often needed to clean out boiler feedwater pump screens to remove copper and copper oxides. In this case, it appears that because of the precipitation of copper on the screens, the corrosion products never made it to the turbine.
If they do not precipitate in the feedwater equipment, copper corrosion products often accumulate in the boiler. The earlier survey showed a very high correlation between boilers with significant amounts of copper removed by chemical cleaning and copper deposits on the turbine. It’s not clear whether this is because the boiler plays a significant role in the collection and volatilization of copper into the steam or if it is simply indicative of a general copper corrosion and transport problem.
In either case, if boiler tube deposits contain a significant percentage of copper, concern is warranted. Even before they can be volatilized into steam, copper deposits in the boiler can create problems. At least one utility found that copper deposits restricted orifices on the suction side of the boiler circulating pumps.
Transport of boiler copper into steam may be affected by a number of factors, including mechanical carryover because of drum internal problems or inaccurate drum level monitors. In addition to mechanical carryover, chemical conditions in the boiler may volatilize some species of copper into the steam.
Copper may also enter the steam via the attemperation sprays, though most large boilers use very little attemperation spray during normal operation. Some units, however, use tremendous amounts of attemperation spray during start-up, when copper concentrations in the feedwater are at their peak.
Copper Deposition. Once it’s in the steam, copper may plate out in the superheater piping or the HP turbine. Copper deposits in the superheater can create a reservoir of copper that may migrate over time into the turbine. One plant found zinc on the HP turbine eight years after the only source of zinc was removed and after the boiler had been chemically cleaned.
Copper deposits typically form on the stationary nozzle block or first-stage stationary blades. They restrict the nozzle block area and disrupt the flow by increasing the roughness of the blade surface. The deposits appear to build gradually; many plants see uniform losses in capacity of 2 to 3 MW per month. The general rule of thumb is that there is a reduction of about 1 MW of generating capacity for each 1 to 2 pounds of deposit that accumulates on the HP turbine.
Plants with copper deposits have found one method of restoring their generating capacity without dismantling the turbine: foam chemical cleaning. Foam cleaning involves the injection of foam containing ammonia and ammonium carbonate into the HP turbine. HydroChem Industrial Services is one company that has performed hundreds of foam cleanings. Typically, units regain all the capacity lost due to the deposits, an average of about 30 MW. In addition to copper, foam cleaning typically removes accumulated iron and phosphate deposits as well.
Permanent Solution Needed
Although foam cleaning or mechanical removal of the deposits may temporarily restore a turbine’s capacity, the underlying causes must be corrected, or deposits will simply accumulate again and require further cleanings. Except for equipment replacement, the long-term solution is to eliminate one or more of the causes of the copper deposition that is stealing your power.
—Dr. Robert Peltier, PE, is POWER’s editor-in-chief. David Daniels is a POWER contributing editor.