
Poor lignite fuel quality had plagued the Red Hills Power Plant since it began operation eight years ago. The solution: real-time measurement of coal properties that has allowed Red Hills Mine to carefully monitor fuel quality and adjust fuel collection processes to ensure that only high-quality fuel is delivered to the plant. Now all delivered fuel is consumed, and plant reliability is much improved. It’s a classic win-win project.
The 440-MW Red Hills Power Plant, located in northern Mississippi, burns lignite supplied by an adjacent open-pit mine and exports merchant power to the Tennessee Valley Authority. The Red Hills Mine is owned and operated by Mississippi Lignite Mining Co. (MLMC), a subsidiary of The North American Coal Corp. Red Hills Power is owned and operated by Choctaw Generation Limited Partnership (CGLP), a subsidiary of GDF Suez Energy NA. Construction of the mine and plant began in 1998, and commercial operation was achieved in 2002. MLMC has a 30-year fuel supply contract with CGLP (Figure 1).

1. Close relationship. The mine-mouth Red Hills Power Plant burns lignite supplied by Red Hills Mine. Both have been in operation since 2002. The mine has a 30-year fuel supply contract with the plant. Courtesy: SABIA
Wide Variation in Coal Properties
The Red Hills Mine, the first and only open-pit lignite mine in Mississippi, has a delivery capacity of 3.6 million tons per year and is located close to the power plant. The downside is that the delivered lignite has high moisture content (approximately 43%) and a low heating value (5,100 Btu/lb). The mine uses three overburden removal operations: truck-shovel removal, dozer push, and dragline. The complexity of the lignite coal formations makes for a unique challenge for mining operations. Adding to miners’ headaches is an average yearly rainfall of 52 inches.
The lignite mine has six distinct seams, each ranging from 2 to 5 feet thick. Each seam is separated by inner burdens ranging from 10 feet to 40 feet in thickness. Unfortunately, the coal quality can vary significantly between seams and within each individual seam. That wide variation in fuel quality has been very disruptive to reliable plant operation. One seam, for example, has a pocket of high-sulfur coal (H), while seams D and E are the best and most consistent seams at the mine (Figure 2). Seams G and F both have an inner seam parting that dramatically reduces overall coal quality, requiring the mine to separate these partings from the lignite to improve the delivered quality. The thickest seam mined is about 6 feet thick and the thinnest 6 inches, although the parting problem will never go away (Figure 3).
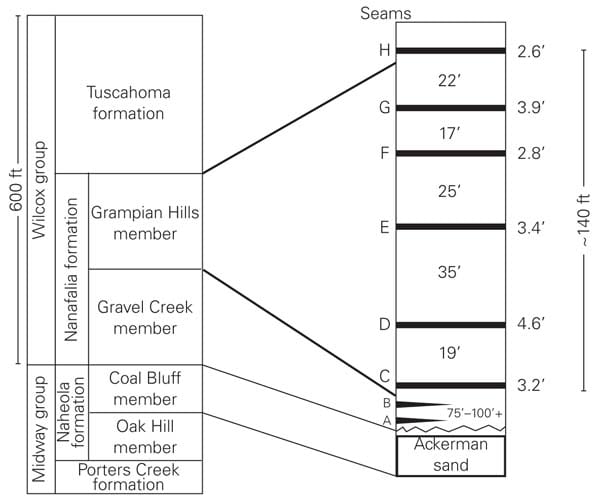
2. Layered excavation. Fuel is open-pit mined at the Red Hills Mine. When digging, the Easi-Miner can easily pass through multiple layers of different quality lignite. Source: SABIA

3. Parting problem. Each layer or seam of coal can contain wildly different fuel quality. The “parting seam” is coal that does not meet the plant fuel spec and must be removed to expose the next layer of acceptable coal. Courtesy: SABIA
Complex Fuel Delivery System
Once the lignite is mined and separated (based on quality), the fuel is delivered by truck to the plant. As shown in Figure 4, the lignite-handling facility at Red Hills begins with a truck dump hopper/primary crusher (1), the 60-inch wide belt C1 conveyor with tramp metal detector, and 0.25% accurate scale. The 60-inch C2 conveyor delivers 1,200 to 1,600 tph of coal to Silo 1 or onto conveyor C3, which goes into Silo 2. The combined capacity of both silos is 40,000 tons. Conveyors C1 and C2 run at a constant 400 fpm belt speed.
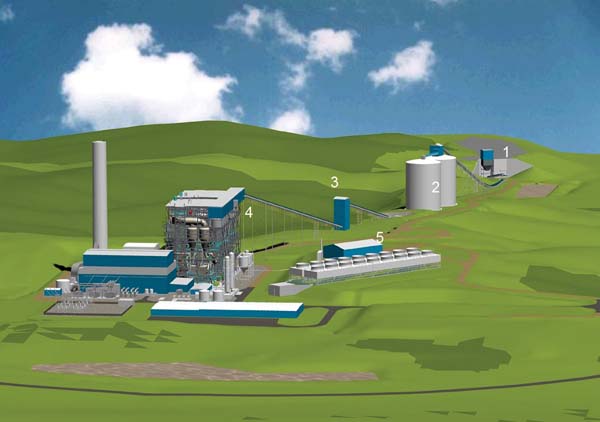
4. Fuel life cycle. Fuel from Red Hills Mine is delivered by truck to the power plant’s truck dump hopper and will eventually make its way to the twin circulating fluidized bed combustion boilers. On this diagram 1 is the primary crusher, 2 is silo 2, 3 is the secondary crusher building, 4 is the boiler island, and 5 is the limestone building. Source: SABIA
Next, each of the 42-inch-wide C4A and C4B conveyors deliver about 500 tph of coal to the secondary crusher building. The size coming out of the secondary crusher is designed to be less than ¼ inch, although fragments up to 1½ inch are common. The plant can operate using either C5A or C5B, although normal operating practice is that one conveyor serves one of the two circulating fluidized bed (CFB) boilers, about 11,000 tons per day per conveyor.
Finally, the C5A and C5B conveyors deliver coal to the tripper deck and day silos on the boiler island. Contractually, this is the lignite sales point. The pay scales are located on C5A and C5B, as is the automatic sampling system. Because there are two belts, there are two pay scales and two primary cutters on the sampling system. Coal feed is from the day silos to feed the two boilers. Limestone used for SO2 control in the CFB is stored in the limestone building.
A Contractual Quandary
The mine must ship at least 3.6 million tons of lignite to the plant each year to meet the mine’s financial goals. Also, the original fuel supply contract required the ash content in the coal to be no greater than 23.5% by weight. However, coal with high ash variation can cause considerable boiler combustion problems that will show up as reduced plant reliability. Once commercial operation began, operators determined that the practical upper limit for coal ash content was 18%, causing rejection of many fuel deliveries. Any significant quantity of fuel with ash content greater than 18% caused combustion problems and required a plant output derate or, in extreme situations, caused a plant outage. Historically, this happened several times a year.
Thus the mine’s dilemma: When meeting the plant’s fuel specification, the plant often couldn’t burn the supplied coal, causing financial distress to both parties. The mine – power plant team decided that there must be a way to control the quality of the lignite so that the ash content never exceeds 18%. If that were the case, the mine could profitably sell its fuel and the plant could produce reliable electricity. It would be a true win-win proposition.
Real-Time Measurement Required
The first solution approach was to install a dual gamma ash gauge with an associated microwave moisture meter to monitor the coal quality. This system, installed in late April 2002, produced early results that were encouraging. Unfortunately, operators soon discovered that disparity in the ash and moisture results was caused by variation in lignite flow rate, changes in conveyor belt loading, or lignite mined from multiple sources or seams. In addition, the microwave moisture meters do not work well when the lignite moisture content exceeds 30%. The dual gamma ash gauge was subsequently removed from service.
According to mine and plant operators, they did learn two lessons from this experiment: Real-time lignite quality data is extremely valuable, and incorrect real-time data is worse than no real-time data at all.
Their next approach was to experiment with Prompt Gamma Neutron Activation (PGNA) instrumentation. PGNA nuclear elemental analysis is a real-time measurement technology with a long track record in the coal and cement industries. It has a number of advantages:
-
The PGNA can determine the percentage of ash in the lignite by measuring the elemental constituents of the lignite.
-
The PGNA directly measures ash, sulfur, and moisture.
-
The PGNA directly measures SiO2, Al2O3, Fe2O3, Na2O, CaO, TiO2, K2O, N, and Cl.
-
The PGNA can directly calculate the energy content in the supplied fuel in Btus, SO2 /mmBtu, and the like.
Once the technology was selected, the best supplier was chosen. Red Hills Mine had several key specifications for the supplier beyond first cost and experience with coal. For example, the interface with the PGNA should be through a web browser to minimize operator training. After closely comparing three different vendor offerings, Red Hills Mine selected SABIA’s PGNA analyzer (Figure 5). SABIA’s willingness to do a demonstration project and put a unit on-site for a six-month trial lease was one of the deciding factors for its selection. In addition, SABIA’s experimental moisture meter also promised improved measurement results in the future. The six-month trial run with a PGNA analyzer on conveyor 5A was a success, and Red Hills Mine subsequently leased three PGNA analyzers for five years: one each for conveyors C5A and C5B and a third on the C2 belt just downstream of the truck dump/primary crusher (Figure 6).
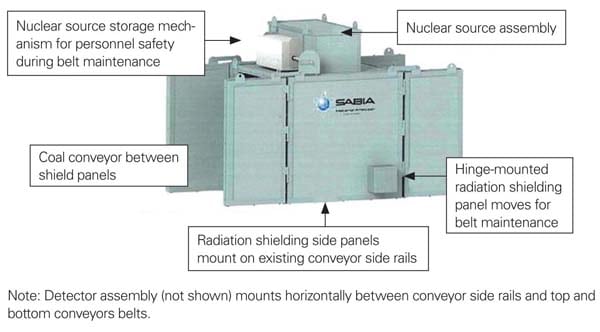
5. PGNA plays a key role. Three SABIA PGNA instrumentation packages were installed at the Red Hills Power Plant to provide real-time lignite fuel quality measurements. Source: SABIA
6. Sharing real-time data. Data collected by the PGNA systems are fed back directly to the Red Hills Mine operators’ computers through their intranet, so all the information from the analyzers is available in real time, enabling operators to quickly change fuel collection locations when fuel quality drops. Source: SABIA
Integrated System of Analyzers
The C5A analyzer, the trial analyzer used to monitor incoming lignite fed on conveyer C5A, was installed in August 2006 on a six-month trial lease. Initially, the analyzer was calibrated using known static samples from the mine. The calibration part of the overall installation/commissioning process took about six weeks. Although operation began with a preliminary calibration (based on a very limited data set), the unit quickly began to be a useful trending device. The operators in the control room began watching the ash trend charts and quickly learned to adjust the fuel supply when ash content went out of spec.
Once the unit was operating, additional dynamic comparative data samples were acquired using the existing sweep-arm mechanical sampler on the C5 belts (Figure 7). Given the number of seams and the large number of possible combinations of lignite supply, it took several weeks to collect sufficient data to complete a robust system calibration. During this initial performance optimization period, SABIA configured its systems to provide a data stream directly into the mine’s existing data management system with the purpose of providing the trend data stream directly to those mining the coal. More on that development later.
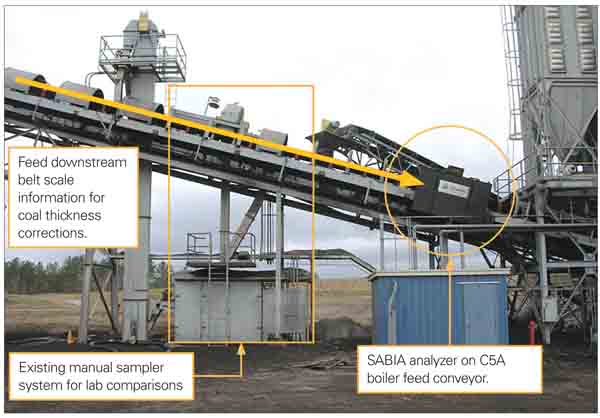
7. Looking at lignite. The coal feed moves from left to right down the conveyor. A belt scale collects information to make a coal thickness correction. Next, a manual sweep arm collects samples for lab comparisons. Finally, a SABIA PGNA sampler is installed on the conveyor that supplies fuel to the boiler. Courtesy: SABIA
The C5A and C5B analyzers monitor the lignite flow to the two boilers. The two silos are loaded such that Silo 1 is less than 15% ash lignite and Silo 2 is less than 20% ash. The control room operators have the ability to make limited adjustments to the blend ratio depending on the real-time trend data from the analyzers. The plant has four day silos for each boiler. With full day silos at full burn rate, this represents about 5 to 6 hours of fuel. Prior to commissioning the analyzers, any fuel quality issues would fill the day silos with 6 or more hours of bad fuel before operators could divert the nonspec fuels. Today, the analyzers allow the operators to make preemptive changes to avoid the fuel problems before they appear in the boilers.
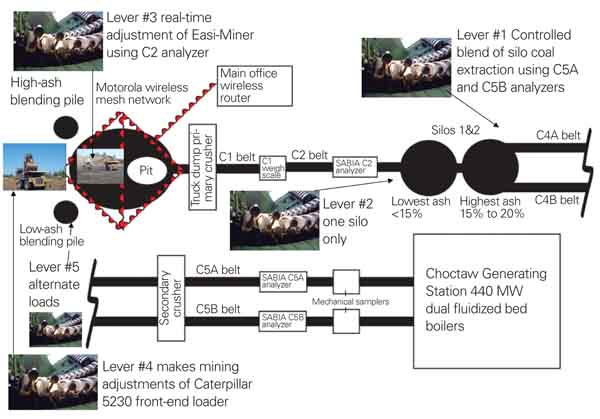
The C2 analyzer also plays a key role in the fuel supply operation. Data from the C2 analyzer is used in real time to make mining modifications that have a material result on the quality of the lignite going into the silos. The C2 analyzer data is available on the Red Hills Mine intranet because all the SABIA analyzers are web browser – based machines with separate IP addresses.
Red Hills Mine uses its wireless network in the open-pit mine so all the real-time information from the analyzer is available to the mining operation. A wireless router in the main mining office is linked to a Motorola mesh wireless network in the pit. Panasonic Tuffbook laptops with swivel displays were mounted in key vehicles used in the mine. Another laptop was mounted in the Easi-Miner (Figure 8), one in the Caterpillar 5230 backhoe, and one in the pickup of the shift supervisor. Together, the analyzer can display running average results displayed on a 5-minute, 10-minute, 40-minute, and 4-hour basis. The mine operators are typically making decisions on the 10- and 40-minute results.

8. Wealth of shared data. A Panasonic Tuffbook laptop was mounted in the Easi-Miner (shown), in the Caterpillar 5230 backhoe, and in the pickup of the shift supervisor. The analyzer can display running average results on a 5-minute, 10-minute, 40-minute, and 4-hour basis. The operators typically are making decisions on the 10- and 40-minute results. Courtesy: SABIA
The lignite haul operation focuses on two tasks: maximizing seam recovery and ensuring a consistent product is delivered to the fuel storage silos. Working with shallow/rolling seams or unexpected changes in seam quality can be extremely challenging. The C2 analyzer has become a key part of the mining operation with two fundamental control actions available to ensure that the lignite delivered to the two fuel storage silos meets the low- and high-ash constraints.
For the loading machine (either the Easi-Miner or 5230 backhoe), the operator simply adjusts his mining depth if the analyzer shows that the lignite being mined is too far beyond the target quality. If the operator is certain he is in seam but that the lignite is simply of a quality beyond the acceptable target, another loader swings into action, taking fuel from one of two divergent good-quality fuel stockpiles kept in the mine area. This loader provides alternate loads to a truck from the stockpile that is delivered to the power plant’s truck dump. In this way, the average lignite delivered to the fuel storage silos meets the quality target, resulting in much more uniform lignite quality delivered to the boilers. Via radio, the shift supervisor orchestrates the process, responding to trend data from the analyzer.
Red Hills Mine and Red Hills Power Plant have learned how to coordinate their actions based on trend data collected from a PGNA coal analyzer to ensure that only quality coal is fed to the CFBs. Today, the power plant has not only eliminated out-of-spec fuel ash – caused unplanned shutdowns, but it also has significantly reduced "derated" operational periods. The mine is now consistently delivering fuel that optimizes boiler operation and extends the period between scheduled outages, both of which add profit to the bottom line for both companies.
—Steve Foster (sfoster@sabiainc.com) is executive vice president of SABIA Inc. Bob Halsell is technical coordinator at the Red Hills Mine of North American Coal.
















