The primary function of the once-through cooling water (CW) system is to continuously circulate cooling water — typically from a lake, river, or ocean — through surface condensers and heat exchangers in the plant, thereby rejecting waste heat back to the water source. A once-through CW system for a typical coal-fired plant requires around 400,000 gpm for each 600 MW of installed capacity.
A typical once-through CW system will include an intake structure, pump house, piping, condenser and other process heat exchangers, seal well, and discharge outfall. Bar and traveling screens collect and dispose of debris that enters with the source water though the intake structure, and large CW pumps in the pump house move water through the plant’s cooling circuit. Depending on discharge thermal criteria, either a shoreline discharge, offshore single port, or multiple port diffuser discharges are typically used.
Many Special Requirements
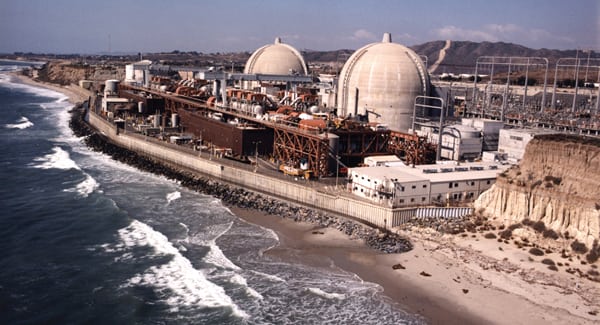
The 1,135-MW Oak Creek Power Plant (OCPP) has four operating units that have used CW from Lake Michigan since 1953 (Figure 1). The original intake channel extends from the shoreline to about 900 feet into the lake (Figure 2). That intake channel is about 250 feet (ft) wide and 20 ft deep under the low-water datum. The channel width narrows to about 200 ft as it approaches the inlet of the existing OCPP pump house intake. The pump house has four pumps designed for approximately 800,000 gpm.

1. The Oak Creek Power Plant. The two-unit Oak Creek Power Plant Expansion Project is now under construction on plant property located to the right of the existing plant. Courtesy: Bechtel Power Corp.

2. Short intake channel. The existing shoreline intake channel was only 900 feet long. The Clean Water Act Section 316(b) upgrade now takes water from Lake Michigan at a distance of 1.5 miles offshore. Courtesy: Bechtel Power Corp.
We Energies, the owner of OCPP, decided to upgrade the CW system to comply with Section 316(b) of the Clean Water Act by constructing a new common system to serve the four existing units plus the two new 615-MW units of the OCPP Expansion Project now under construction.
Bechtel Power Corp. has the contract to engineer, procure material, and construct the OCPP Expansion Project, including the CW system upgrade. The CW system upgrade scope included a new 27-ft-diameter intake tunnel system that projects approximately 1.5 miles offshore to collect cold water from near the bottom of Lake Michigan, a new lift pump station, and modifications to the existing intake channel. With modifications, the existing intake channel remained functional and now serves as an emergency intake. The existing OCPP pump house, CW pumps, piping, condensers, heat exchangers, and discharges remained fundamentally unchanged.
To accommodate the new intake tunnel system, the existing channel intake was modified with new dike walls with multiple gates. These gates open and close to control the source of CW from the intake channel or from the intake tunnel, respectively. Normally, the gates are closed to realize the benefits of receiving cold water from the bottom of Lake Michigan. However, this design required a new lift pump station to compensate for the additional friction head loss expected in the intake tunnel. The new lift pump design and installation was challenging for several reasons:
-
The lift pump station footprint had to be constrained to a corner of the existing intake channel close to the existing CW pump house.
-
Lift pump flow and head needed sufficient margin to provide ample submergence and net positive suction head to the existing CW pumps.
-
During normal operation with the lift pumps running, the approach flow conditions from tunnel outlet to the lift pump suctions and from the lift pump discharge to the CW pump house must be acceptable hydraulically. Also, in the event of a lift pump station shutdown, the approach flow conditions through the modified intake channel must provide acceptable suction conditions to the CW pump house.
-
The lift pump station construction could not disrupt ongoing operations at OCPP.
New Intake Design Concept
Formed suction intakes (FSI) have been used with large vertical pumps in flood control applications for many years. The well-proven design concept uses a low-profile rectangular-shaped inlet that is generously sized to accept incoming flow approaching in horizontal directions from a suction basin. After the inlet, the FSI passage shape transitions in a prescribed manner to efficiently turn the flow to the vertical direction at the FSI outlet. The FSI outlet is circular and concentric with the centerline of the pump suction. The shape of the FSI is illustrated in several of the following figures.
Model testing and similar installations have proven that pumps with FSIs are more compact and have lower submergence depth requirements than the same pumps with suction bells and forebays. The Hydraulic Institute (HI) standard for pump intake design provides guidelines for designing forebays for wet-pit vertical pumps as well as FSIs for dry-pit vertical pumps. In 1998, the HI adopted the Type 10 FSI standard in its design guideline. The Type 10 FSI offers several advantages, such as improved approach flow hydraulics in high cross-flow conditions, less sensitivity to the skewed velocity distribution at its entrance, and excellent subsurface vortex suppression capabilities.
The limited space available for the new lift pump station made the FSI concept attractive. More-traditional forebay designs required at least two times the transition distance and 1.5 times the width of FSI designs to convey the 800,000-gpm capacity from the vertical tunnel shaft to the lift pump impellers. In fact, traditional forebays would have resulted in the total constriction of flow paths through the remaining intake channel to the CW pump house. The FSI approach also reduces the submergence required at the pump intake because of its insensitivity to cross flows, thereby reducing the excavation depth during construction within the confines of the intake channel.
Unique Design Approach
The upgraded CW system for the OCPP Expansion Project includes the new intake tunnel, suction basin, lift pump station with four lift pumps, and discharge basin. These new elements are integrated with the existing CW pump house and the existing inlet channel, which has been modified with new dike walls.
System control is simple: The number of lift pumps operating equals the number of CW pumps operating. During the summer and peak power demand periods, all four lift pumps will operate. During winter and low power demand periods, two or three lift pumps will meet the cooling water flow requirements of the existing CW pumps. Rated flow of each lift pump is somewhat higher than the flow of each CW pump to ensure margin under all operating regimes. Excess flow from the lift pumps is recirculated from the discharge basin back to the suction basin over a fixed-elevation weir.
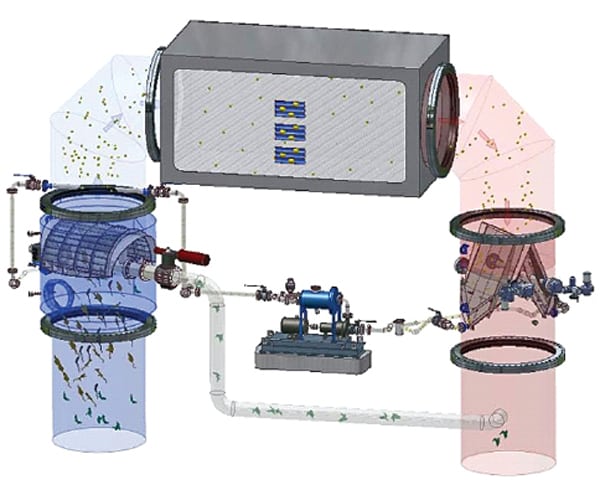
At the heart of the upgraded CW system for OCPP is the new lift pump station. The station incorporates four FSIs and houses four large lift pumps with driver sets (Figure 3). Each driver set includes a right-angle, speed-reducing gearbox and a horizontal, six-pole electric motor. Individual discharge pipe subassemblies are attached to each pump, and they exit through the wall of the lift pump station to the common discharge basin.
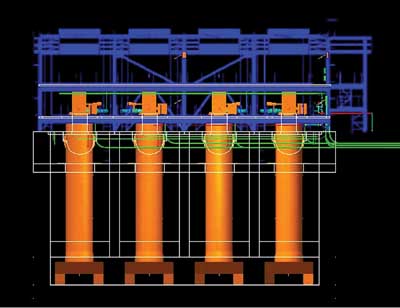
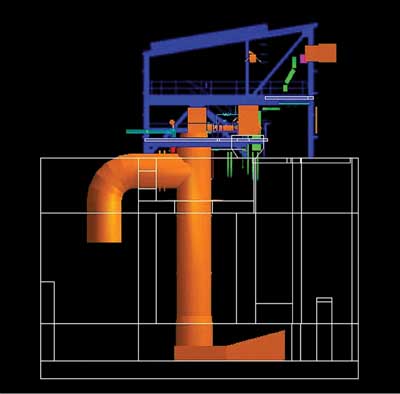
3. Model pump station. The OCPP lift pump station as viewed from the shoreline (top) and from Lake Michigan (bottom). Note the shape and location of the formed suction intake at the bottom on the structure. Courtesy: Bechtel Power Corp.
No discharge valves are needed for this pool-to-pool pumping arrangement. When a lift pump is shut down, reverse flow siphoning is stopped by opening a 12-inch vacuum release valve mounted at the high point of each discharge pipe subassembly.
The FSIs are engineered to be integral with the civil design of the lift pump station. The FSI design is intentionally oversized, with the outlet diameter made somewhat larger than the impeller eye diameter. This hydraulic adjustment improves flow distribution at the FSI inlet and reduces friction head losses between the FSI inlet and the pump impeller (Figure 4).

4. Some assembly required. The formed suction intakes were prefabricated off-site as steel subassemblies. Each FSI is made of three sections to facilitate shipment to the job site. Lifting eyes and vertical leveling screws are engineered into the design, so that complete subassemblies can be lifted into place and positioned. Courtesy: Bechtel Power Corp.
Once in their correct position, the FSIs have structural strength sufficient to serve as forms for poured concrete in multiple lifts. The design incorporates a curb ring that allows elevation and levelness adjustments at the FSI outlet connection just prior to the final pour of concrete for the lower floor.
A loose-fitting mounting ring design on the pump suction housing provides flexibility for the fit-up of the pump to the fixed FSI. This design flexibility must be carefully engineered and verified during design reviews with the pump supplier.
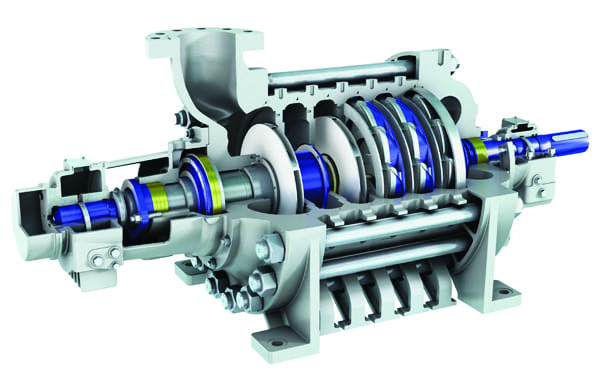
Lift Pump Design Details
The lift pump design is a mixed-flow vertical type with open line-shaft using HI nomenclature. Each 1,200-bhp pump is single-stage, non-pullout by design and operates at a fixed rotating speed of 225 rpm. Each pump delivers from 205,000 to 260,000 gpm, depending on the relative static heads between the suction and discharge basins. The pumps are engineered to operate with pool-to-pool heads ranging from 17 to 0 feet.
Each lift pump subassembly includes a suction housing, impeller, column pipes, and discharge elbow. The suction head, which attaches to the FSI, transitions the flow from the FSI outlet to the impeller. The impeller has a semi-open design, which facilitates setting and resetting of the running clearances without dismantling the pumps. The impeller discharges into a multivane diffuser, which balances radial forces over the operating range of the pump. The diffuser discharges into a vertical column pipe, which further diffuses flow to the final discharge pipe diameter of 96 inches. The column pipe attaches to the pump discharge elbow (also known as pump discharge head), which redirects the flow from the vertical to the horizontal direction.
Mounting flanges on the pump discharge elbow are designed to rest on soleplates imbedded in the foundation at the top floor of the pump station. The mounting flanges, soleplates, and upper foundations are the primary supports of the pump subassembly and gearbox weights. Horizontal alignment fixtures and jack screws are provided for adjusting pump subassemblies as they are lowered into position above the respective FSIs. Allowable height tolerances between the curb ring elevation below and the soleplate elevation above must be carefully specified and closely verified with the pump supplier to enable constructability at the job site.
Separate discharge pipe subassemblies are attached to each pump at the discharge elbow connection. A discharge pipe subassembly consists of an expansion joint, a pipe spool, a pipe elbow, and a vertical draft pipe. In addition to transferring water to the discharge basin, the pipe subassemblies perform two critical functions:
-
The elevation of the horizontal section facilitates a vacuum break to prevent reverse flow and thereby isolates a pump when it is not operating.
-
The vertical section of the discharge pipe subassembly acts as a draft tube, which siphons flow forward when the pump is operating.
Supports for discharge pipe subassemblies are mounted on separate foundations from the pump subassemblies to allow the use of nominal civil tolerances and to make equipment installation easier during construction.
The pump subassemblies, driver sets, FSI fabrication, and discharge pipe subassemblies were supplied by ITT Flygt Corp. (ITT) of Pewaukee, Wis.
Testing Ensures Quality Results
A physical model test program was used to ensure that the hydraulics of the actual lift pump station functioned properly. Model testing was conducted at Clemson Engineering Hydraulics (CEH) in Anderson, S.C.
The Oak Creek Power Plant Expansion Project model was built to 1:12 scale of the full-size pump station with all features, including four sets of FSIs and pumps (Figure 5). The model was tested for a variety of cases with varying flow and varying numbers of pumps in operation. It was also used to:

5. Scale-model testing. An accurate 1:12 scale model was used to test and refine the hydraulic performance of the new intake system design. Shown is the lift station hydraulic model as viewed from the suction basin. Courtesy: Bechtel Power Corp.
-
Evaluate the suitability of the as-designed suction basin and determine if any approach flow anomalies could adversely affect lift pump performance.
-
Determine the impact, if any, of flow from the overflow weir introduced back into the suction basin.
-
Measure the head loss associated with the as-designed FSI.
-
Qualitatively observe the approach flow into the CW pump house to determine if any anomalies were present as a result of the new lift pump discharge configuration.
-
Test and document the approach flow conditions with the final as-tested design with modifications physically added to the model.
Overall, the as-designed suction basin and FSIs performed well. No problems with the approach flow to the CW pump house were identified. However, two hydraulic issues were observed for some testing cases:
-
Air-entraining surface vortices from the suction basin entering the FSI.
-
Flow separations within FSI after the sharp corners of the inlet.
To remedy the first problem, three vertical baffles combined with a surface beam were added in the basin upstream of the FSIs to eliminate air-entraining surface vortices. Addressing the second concern required rounding the edges at the FSI inlets to prevent flow separation at sharp corners. The final hydraulic model test documented that the lift station with these modifications functioned properly for all cases.
With the as-tested design validated by physical hydraulic model testing, modifications to the actual full-size lift pump station design were made prior to construction. By utilizing a physical model program of this kind, a hydraulically sound lift pump station design was achieved.
Lift Pump Performance Testing
The lift pumps, like most large vertical pumps, were designed as prototypes scaled from preexisting model pumps using the principles of similitude. The prototype design was verified by independent analysis and design reviews using established procedures before manufacture of the pumps began. In addition, full-speed performance testing of each full-size lift pump with its respective gearbox driver was required from ITT.
Performance tests were conducted in the open pit of ITT’s pump factory in Pewaukee, in accordance with HI standards for vertical pump testing to validate the hydraulic and mechanical performance of each pump. The factory test included a temporary suction bell for the pump suction and discharge piping with flow meters and discharge throttling valves for flow measurement and control (Figure 6).

6. Test before shipping. Each of the new lift pumps underwent hydraulic and mechanical testing in the manufacturer’s facility after assembly. Minor problems were quickly corrected prior to shipping the pumps to the project site. Courtesy: Bechtel Power Corp.
Overall, the lift pumps and drives performed well, with the exception of two minor problems. In the end, all four prototype pumps met the mechanical and hydraulic performance design. Full-speed testing of the lift pumps and gearboxes proved beneficial because problems were detected and corrected in the factory, and final quality was validated before the equipment was shipped to the job site.
Field Work Begins
Construction of the new CW system for OCPP began by driving dock sheet pilings with bracing to isolate a portion of the intake channel for new construction (Figure 7). Once the area was isolated and dried, the intake tunnel shaft was completed and the lift pump station foundations were poured. Enough of the open channel remained for ongoing OCPP operations.

7. New water works. The scope of the civil construction work for the lift pump station was extensive. Courtesy: Bechtel Power Corp.
The steel-fabricated FSI forms arrived at the site in individual sections with the curb rings separate. Prior to beginning FSI installation, a survey crew provided elevation benchmarks and two reference lines that were used to locate the four FSIs per the as-designed centerlines of the pumps.
The FSI sections were assembled at grade and lowered down into position as complete subassemblies. Positions of the FSIs were adjusted with the help of porter powers and the leveling screws provided on the subassemblies. The leveling process was started with the jack screws threaded too low, so the FSI sat intentionally too high, because it is easier to lower than to raise a massive object (Figure 8).

8. Bottom-up assembly. Two of four FSIs are shown after being placed in the drywell. Courtesy: Bechtel Power Corp.
Care was taken to install metal jack plates under each and every leveling screw. These jack plates were fixed to the foundation with epoxy in a true level condition. Leveling screws bearing against level jack plates helped maintain the level conditions while the FSIs were shifted to meet their position requirements. This small step reduced installation cycle times and improved final quality of the work.
After the anchor bolt holes were set and tightened, the cavity under each FSI was filled with grout. After that grout cured, subsequent lifts of concrete were poured until the FSIs were fully encapsulated except for "leave-out" areas for curb ring installation. The strength of the FSI fabrications with additional support bracing was utilized to minimize the number of individual pours and thereby maximize civil work efficiency.
Next, the curb rings were positioned and welded onto the FSI outlets. Prior to welding, another survey was performed for elevation benchmarks and centerlines for curb ring positions. The curb rings were cleaned and then hoisted into position over their anchor bolts. Leveling screws were used as construction aids to level and retain the curb rings in final position. A stitch-welding technique was used to connect the curb rings to the FSIs, with two welds placed in unison on opposite sides. This process helped ensure the levelness of the curb ring with minimal welding rework.
When final positions were confirmed with precision survey and leveling instruments, fillet welds were made around the circumference of the curb-ring-to-FSI joints. Then leveling screws were removed and as-built survey results were recorded. These as-built records were later used to determine the as-designed placement of the pumps and their soleplates on the next floor up.
Next, grout was poured around the curb rings to an elevation flush with the lower floor of dry-pit space. Once the grout cured, the curb ring anchor bolts were tightened to torque specification.
Finally, the upper floor and foundations were constructed with leave-outs for pump soleplates (Figure 9).

9. Hold your water. Concrete was placed on the second floor for discharge water piping supports. Courtesy: Bechtel Power Corp.
Locating the anchor bolts for the soleplates was a laborious task because the soleplates must be positioned on the same centerlines as the curb rings down below. Several attempts were made to locate the soleplates on their pre-set anchor bolts and simultaneously on the curb ring as-built centerlines. In the end, the anchor bolt holes in the soleplates were machined oversize so that centerline-to-centerline requirements could be achieved.
Pump Installation Next
A number of alternative construction methods were evaluated for hoisting and installing each 84,000-pound pump subassembly. The challenge was compounded by the confined area around the pump station and by ground with limited bearing pressure capability. Large portable cranes were a viable solution, but their availability was problematic for the project schedule. An innovative solution was finally found: Redeploy an existing gantry crane system, staged on the job site for future lifting of 400-ton turbine generators, to the lift pump station construction area. Figure 10 is a series of photos that illustrate the successful use of the gantry crane to move one of the four lift pumps into place.



10. Vertical limit. This photo sequence illustrates how the plant’s gantry crane was used to move the lift pumps into place. Courtesy: Bechtel Power Corp.
The four-post gantry crane system offered the advantage of improved load distribution over the length of the existing lift pump house footings and fine lift positioning control. A special powered swivel was added to the crane so that pump assemblies could be oriented properly in the confined area. Once assembled, this crane was used to install the four pumps safely and effectively at all four locations in the pump station. This work was completed outdoors during the Wisconsin winter as snow was falling (Figure 11).

11. Freezing for a living. Installation of the new cooling water intake system occurred in the middle of winter as snow was falling. Courtesy: Bechtel Power Corp.
Construction on the OCPP Expansion Project continues, and start-up for Unit 1 is planned for later this year; Unit 2 is scheduled to go online in 2010. In the meantime, the upgraded CW system with new lift pump station for OCPP was commissioned in December 2008 and is currently providing cold water from the bottom of Lake Michigan to the existing CW pumps for the four operating units of Oak Creek Power Plant.
–Paul W. Behnke, PE (pwbehnke@bechtel.com) is senior principal engineer and manager of Rotation Equipment; Yifan Zheng, PE (yzheng@bechtel.com) is principal engineer and Hydraulics & Hydrology Group supervisor; and Brian Delrue was formerly an engineer with Bechtel Power Corp.